
Как основоположник метода непрерывного обкатного шлифования зубчатых зацеплений начиная с 1945 года, фирма Reishauer до сегодняшнего дня остается лидером в области финишной обработки зубчатых колес. Среди многочисленных разработок компании последними наиболее известными являются обкатное шлифование с непрерывным шифтингом, шлифование с шифтингом по методу LowNoise и шлифование с контролируемым скрещиванием профилей.
Разработанная в последние годы технология шлифования с последующим полированием расширяет перечень технологических опций оборудования.

Рис. 1. Сравнение поверхностей зубьев обработанных по методу непрерывного обкатного шлифования (слева) и с опцией шлифования с последующим полированием (справа)

Рис. 2. Кинематика непрерывного обкатного зубошлифования
Зубчатые зацепления, обработанные по методу обкатного шлифования, отличаются высокой точностью и последующее полирование обеспечивает повышение качества поверхности, уменьшает шероховатость и увеличивает несущую способность зубьев.
Снижение энергопотребления и, как следствие, выбросов CO2 автомобилей требует дальнейшего развития двигателей. Одновременно с этим такое сокращение ставит задачу увеличения удельной мощности трансмиссии. Это, в свою очередь, требует большей нагрузочной способности зубьев и снижения потерь мощности трансмиссии. Улучшение свойств материала поверхности зубьев и комплексная модификация геометрии профиля зубьев способствуют оптимизации работы зубчатого зацепления под нагрузкой. Следует отметить, многочисленные исследования показали, что уменьшение шероховатости поверхности профиля зуба оказывает действительное влияние на нагрузочную способность и снижает потери мощности трансмиссии. Эффект от улучшения шероховатости поверхности, отражающийся в положительном изменении соответствующих показателей, был изучен в ходе нескольких проектов в центре исследования шестерен Мюнхенского технического университета. Эскпериментальные работы подтвердили, что уменьшение шероховатости поверхности зубьев со стандартных показателей Ra ≈ 0.4 мкм до Ra 0.15 мкм увеличивает нагрузочную способность зацепления приблизительно на 14 %. Это увеличение в большой степени объясняется снижением показателя микропиттинга поверхности. Как и в большинстве предшествующих научных экспериментов, испытания проводились на шестернях, которые были обработаны методом вибрационного суперфиниширования.
Улучшенное качество поверхности
На основании этих исследований и с целью уменьшения шероховатости поверхности на шлифованых поверхностях зубьев, производители автомобильных трансмиссий начали поиски более подходящего метода обработки в сравнении с вибрационным финишированием. Непрерывное обкатное зубошлифование широко известно как один из наиболее производительных методов обработки зубчатых колес автомобильных трансмиссий. По этой причине автопроизводители фокусируют свое внимание на вариантах расширения этого процесса, которые позволяют достигать показателей качества поверхности при использовании альтернативных технологий обработки. Отработанная технология Reishauer Low Noise Shifting позволяет модифицировать структуру шлифованной поверхности с целью снижения шума, возникающего в трансмиссии при зацеплении шестерен. Теперь же фирменный метод шлифования с последующим полированием обеспечивает значительное увеличение нагрузочной способности зубьев и кпд зубчатой передачи в целом. Метод шлифования с последующим полированием фирмы Reishauer был специально разработан с целью уменьшения начальной шероховатости поверхности фланков зубчатого зацепления, обработанных методом непрерывного обкатного зубошлифования, до уровня, сравнимого с показателями после обработки вибрационным финишированием. При этом в отличие от вибрационного суперфишинирования, новый метод не имеет негативных воздействий на геометрию и характеристики поверхностной зоны зубьев.

Рис. 3. Комбинированный червячный шлифовальный круг для метода шлифования с последующим полированием Reishauer. Часть круга слева презназначена для непрерывного обкатного шлифования. Правая секция круга используется для тонкого шлифования или полирования.
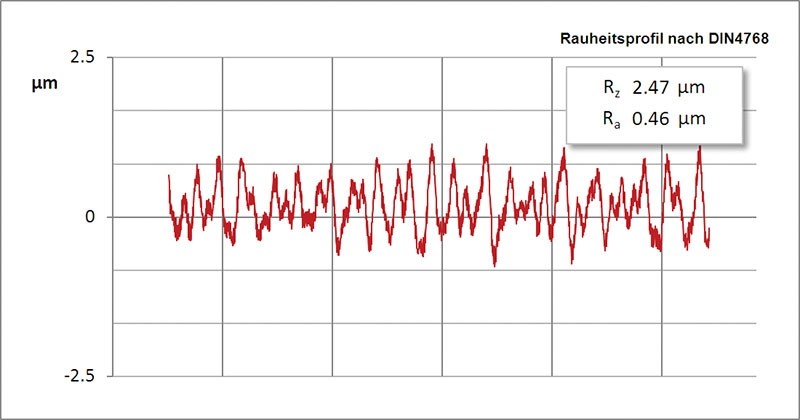
Рис. 4. Шероховатость поверхности зуба после обкатного шлифования
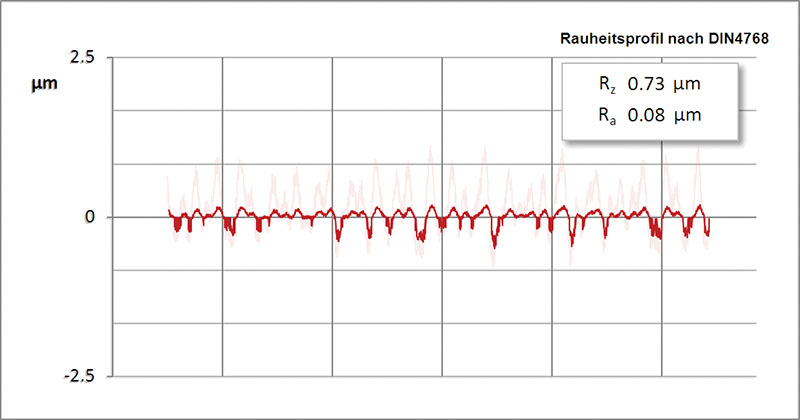
Рис. 5. Шероховатость поверхности зуба после шлифования с последующим полированием
Процесс
Метод шлифования с последующим полированием фирмы Reishauer поцизионируется как последняя технологическая операция обработки, при этом операция полирования следует сразу после стандартного обкатного зубошлифования. Во время цикла полирования пики шероховатости удаляются с поверхности, что ведет к уменьшению высоты профиля шероховатости поверхности и, как следствие, увеличению площади контакта зубьев в зацеплении. По сравнению с достигаемым качеством обработки использовавшегося до этого метода, геометрическая точность фланков зубьев в активной области также увеличивается. Во время операции шлифования с последующим полированием в общем случае достаточно одного дополнительного прохода для достижения требуемой шероховатости поверхности. Для использования нового метода обработки заказчикам требуется специальный комбинированный червячный шлифовальный круг с приклееной полировальной частью. Такие оригинальные шлифовальные круги изготавливаются инструментальным подразделением фирмы Reishauer AG.
В зависимости от выбранной спецификации комбинированного круга и соответствующей технологии обработки, процесс шлифования с последующим полированием позволяет достигать значений шероховатости поверхности Ra 0.15 мкм и менее.
С точки зрения кинематики процесса, шлифование с последующим полированием Reishauer значительно отличается от различных методов вибрационного финиширования, используемых в предшествующих экспериментальных работах и исследовательких проектах. По этой причине фирма Reishauer провела независимую экспертизу в мюнхенском техническом университете с целью исследовать воздействие от различных вариаций финишной обработки во время непрерывного обкатного зубошлифования на работоспособность зубчатых колес в трансмиссии. Эта оценка подтвердила 15% снижение потерь общей мощности на образцах, обработанных по методу шлифования с последующим полированием, вследствие снижения трения в передаче под нагрузкой в сравнении с образцами, обработанными классическим методом обкатного шлифования. Этот же результат был в дальнейшем подтвержден на испытательном стенде по показаниям температуры масла в установившемся режиме.
Впечатляющие результаты
Внедрение метода шлифования с последующим полированием как следующего шага в процессе непрерывного обкатного зубошлифования требует минимальных инвестиционных затрат в случае наличия у заказчика зубошлифовальных станков Reishauer. При этом алмазный правящий инструмент остается неизменным как и для классического метода обкатного шлифования. Кроме того, данная опция требует минимального дополнительного обучения рабочего персонала. Небольшое увеличение времени цикла обработки вследствие введения дополнительного прохода на полирование компенсируется значительным увеличением качества обработки. Для сравнения, использование метода вибрационного суперфиниширования требует двух станков: зубошлифовального станка и станка для вибрационного финиширования, то есть дополнительного технологического процесса со всеми сопровождающими его затратами. Необходимые дополнительные инвестиции включают в себя обновление программного обеспечения и заказ специальных комбинированных шлифовальных кругов, имеющих две секции: одну для шлифования и одну для полирования. Более высокая по сравнению с классическим обкатным шлифованием стоимость процесса и необходимые инвестиции в оборудование в значительной степени перевешиваются снижением потерь крутящего момента, увеличением несущей способности зубчатых венцов и удельной мощности трансмисии.
Walter Graf, ©, Switzerland,
июнь 2016
Еще больше новостей |





