
Для повышения производительности обычных фрезерных станков применяется одновременная обработка нескольких деталей (множественная обработка) [1, с. 240]. Такая обработка используется при изготовлении одинаковых деталей. Для этого на столе станка в нескольких станочных приспособлениях или одном многоместном станочном приспособлении раздельно закрепляются одинаковые заготовки.
Различают две разновидности множественного фрезерования: последовательное и параллельное (рядами) [1, с. 240]. При последовательном фрезеровании одной фрезой или набором фрез обрабатывают заготовки, установленные в один ряд. При параллельном методе заготовки, установленные в два или несколько рядов, обрабатывают одновременно одной фрезой или набором фрез.
В последнее время в практике эксплуатации фрезерных станков с ЧПУ за рубежом стала применяться одновременная обработка нескольких одинаковых деталей по одной управляющей программе (УП) (рис. 1) [2]. Множественная обработка на фрезерных станках с ЧПУ позволяет уменьшить суммарное за смену время простаивания оборудования и увеличить прибыль.

Рис. 1. Множественная обработка на фрезерном станке с ЧПУ

Рис. 2. Момент наладки станка с ЧПУ при множественном фрезеровании
Автоматизированное проектирование множественной фрезерной обработки на станках с ЧПУ осуществимо в отечественной CAD/CAM/CAPP-системе ADEM [3, с. 22]. Однако выполнение множественного фрезерования на станке с ЧПУ требует нескольких станочных приспособлений, идентичности заготовок и достаточно сложной наладки станка (рис. 2) [2]. Эти дополнительные затраты при небольших партиях деталей могут даже и не дать экономической выгоды применения множественной обработки по сравнению с повторяющейся обычной одиночной обработкой. Кроме того, установка нескольких станочных приспособлений или одного большого многоместного станочного приспособления на столе станка может быть затруднена и даже неосуществима на небольших станках.
Изготовление нескольких деталей фрезерной обработкой можно выполнить и с одной общей заготовкой. В этом случае обработку также можно считать множественной, так как будущие детали формируются в разных частях заготовки. Для этого вида обработки требуется только одно станочное приспособление. Она проще, быстрее и дешевле множественного фрезерования с раздельными заготовками и доступна даже на небольших фрезерных станках с ЧПУ.
Для демонстрации возможности осуществления множественной обработки с общей заготовкой на фрезерном станке с ЧПУ было выполнено проектирование и трехмерное моделирование в системе ADEM 8.0, для которой в открытом доступе имеется полное описание работы [4]. Для этого из [5, с. 193] был взят пример обработки корпусной детали, который послужил аналогом. Исходная конструкция корпусной детали была немного изменена, а само выполнение множественного фрезерования предполагалось осуществлять за два установа. На втором установе раздельно получались две готовые детали.
Для проектирования множественной обработки в CAD ADEM была построена общая 3D-модель, представляющая последовательно расположенные две копии 3D-модели детали и две копии 3D-модели перевернутой детали (рис. 3). Первая пара 3D-использовалась при построении переходов первого установа, а вторая пара 3D — при построении переходов второго установа. Расстояние между деталями в каждом установе 30 мм.

Рис. 3. 3D-модель для построения множественной обработки с двумя установами
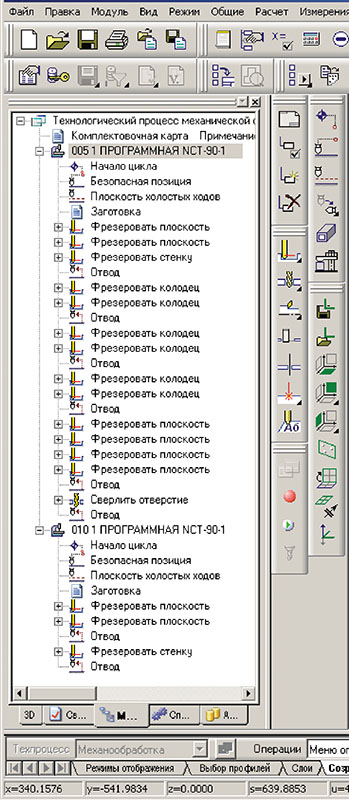
Рис. 4. Маршрут множественной обработки
В модуле ADEM CAM был разработан маршрут множественного фрезерования с общей заготовкой, включающий две программные операции (рис. 4), и получены две УП. Для сокращения времени множественной обработки при построении переходов использовалась стратегия «зигзаг», и обработка нового конструктивного элемента выбиралась на той детали, на которой заканчивалась обработка предыдущего. При проектировании использовалось установленное в системе начальное оборудование — обрабатывающий центр NCT‑90–1, а заготовка задавалась с помощью указания ее геометрических размеров.
Трехмерное моделирование множественного фрезерования с общей заготовкой было выполнено в модуле ADEM Verify. На рис. 5 показано начало обработки, а на рис. 6 — результат обработки первого установа.

Рис. 5. Начало множественного фрезерования с общей заготовкой
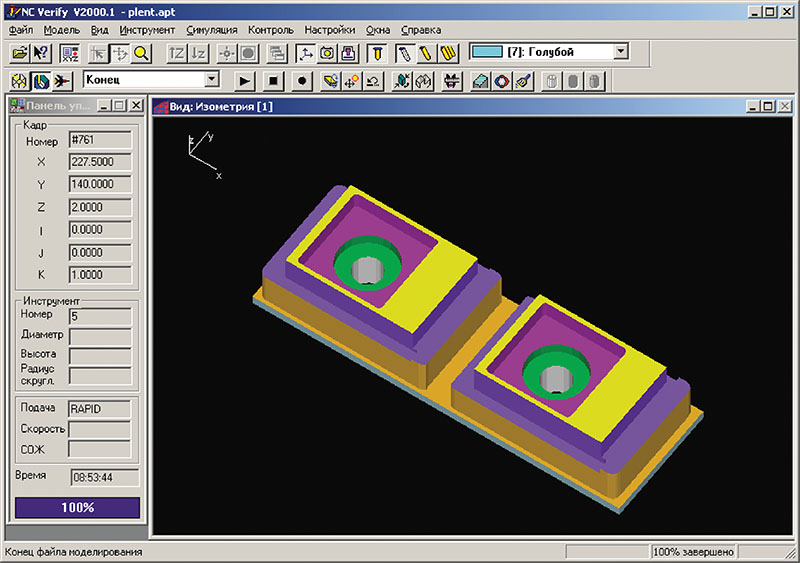
Рис. 6. Результат обработки первого установа
Полученные результаты показывают возможность применения отечественной системы ADEM для проектирования множественной обработки с общей заготовкой на фрезерных станках с ЧПУ и подготовки УП для ее осуществления. Такой вид обработки проще и дешевле используемого сейчас за рубежом множественного фрезерования с раздельными заготовками и, что немаловажно, доступен для небольших станков.
Евгений Кондратьев
к. т.н., доцент кафедры оптических и биотехнических систем и технологий Физико-технологического института Московского технологического университета
E‑mail: ekon@rambler.ru
Литература
1. Барбашов Ф. А. Фрезерное дело. — М.: Высшая школа, 1973. — 280 с.
2. Кондратьев Е. М. Проектирование и моделирование в системе ADEM множественной обработки на станке с ЧПУ//Сб. статей Международной научно-практической конференции «Наука XXI века: теория, практика, перспективы» (3 марта 2015 г., г. Уфа). — Уфа, РИО МЦИИ ОМЕГА САЙНС, 2015. — С. 21–25.
3. Crash Course in Milling. — URL: http://www.glacern.com.
4. URL: http://www.adem.ru/support/downloads/#0.
5. Автоматизация производственных процессов в машиностроении: Учеб. для вузов/Н. М. Капустин, П. М. Кузнецов, А. Г. Схиртладзе и др.; Под ред. Н. М. Капустина. — М.: Высш. шк., 2004. — 415 с.
Еще больше новостей |





