
Одним из самых быстроразвивающихся направлений производственных процессов на данный момент является обработка материалов с применением направленного излучения лазера. В силу универсальности она находит применение в машиностроении, автомобилестроении, авиации и судостроении, других отраслях промышленности, а также на рынке медицины и телекоммуникаций [1]. Замена традиционных технологий на лазерные в некоторых случаях позволяет существенно сократить цикл выпуска продукта. Этот факт объясняет расширение области применением лазера и лазерных технологий (ЛТ) по отраслям. По оценкам экспертов, мировой рынок ЛТ к 2020 году составит более 600 миллиардов евро, а технологический сектор — более 43 миллиардов (рис. 1) [2–5].
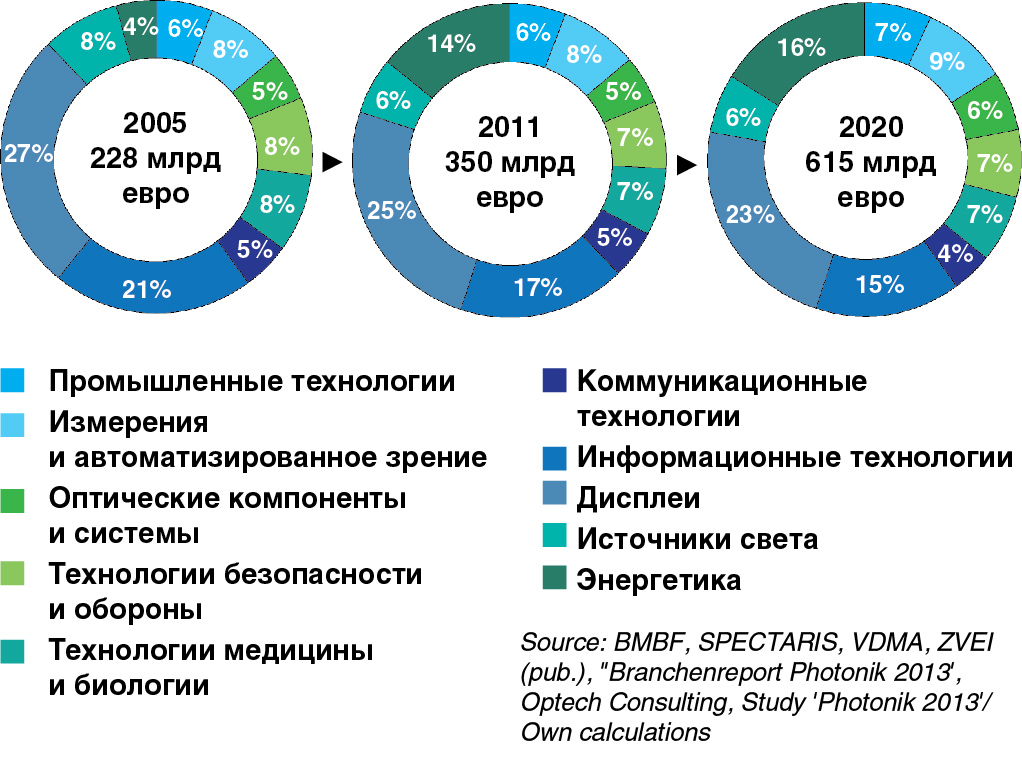
Рис. 1. Экспертная оценка объема мирового рынка лазерных технологий. Обзор отрасли фотоника за 2013 год
Стандартным техническим решением при реализации той или иной лазерной технологии (ЛТ) является применение так называемых лазерных технологических комплексов (ЛТК). Стандартный ЛТК включает в себя источник лазерного излучения, координатную систему, систему ЧПУ и технологическую головку (рис. 2).

Рис. 2. Стандартный ЛТК (представлена машина производства ГК «Лазеры и аппаратура»): 1 — источник лазерного излучения; 2 — система перемещения по координатным осям; 3 — система ЧПУ; 4 — технологическая головка
Мировым трендом промышленного оборудования является расширение технологических возможностей стандартного металлообрабатывающего оборудования за счет введения в зону обработки дополнительного инструмента [6, 7].
Мировым лидером в создании такого гибридного станочного оборудования является компания DMG MORI. Ее линейка станков серий Ultrasonic и Lasertec позволяет наряду с традиционной механической обработкой в рабочей зоне станка выполнять операции ультразвуковой или лазерной обработки. Общая схема гибридного станка Lasertec 65D показана на рис. 3 [8].

Рис. 3. Общая схема гибридного станка Lasertec 65D: 1 — шпиндельный узел; 2 — инструментальный магазин; 3 — стойка ЧПУ; 4 — координатная система; 5 — лазерный модуль
Такое оборудование зачастую позволяет выполнять законченный цикл при изготовлении детали. К примеру, он может включать:
- лазерное прямое выращивание заготовки детали;
- механическую черновую обработку;
- механическую чистовую обработку;
- получение высокоточных отверстий, резьбовых соединений;
- лазерное упрочнение отдельных элементов детали;
- лазерную маркировку детали.
Традиционный же цикл в таком исполнении будет выглядеть следующим образом (рис. 4).
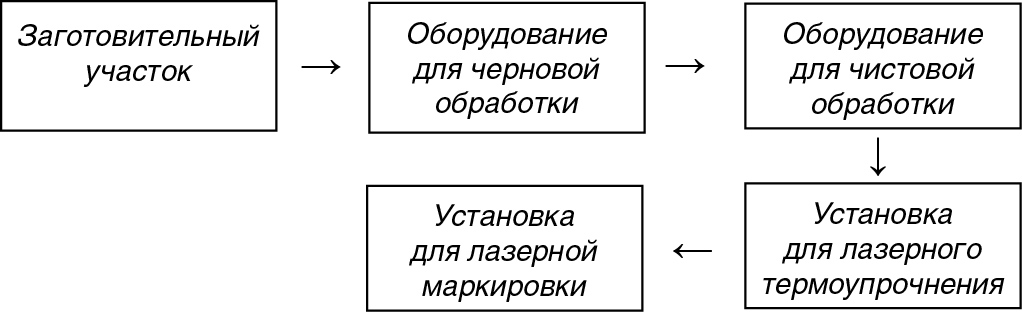
Рис. 4. Схема традиционного производственного цикла при изготовлении детали
Гибридный производственный цикл исключает из технологического процесса заготовительную операцию в традиционном исполнении (различные виды литья, прокат, штамповку и др.). Заготовка может представлять собой практически конечную деталь за исключением нескольких обрабатываемых поверхностей, но, в отличие от заготовок, получаемых литьем, гораздо сложнее по форме [9]. Примером такой детали может послужить авиационный кронштейн, разработанный с применением современных инженерных пакетов при оптимизации массы детали. Исходный вариант показан на рис. 5.

Рис. 5. Исходный вариант авиационного кронштейна
Масса указанной детали составляет 3,14 кг. В рамках конкурса «Оптимизация кронштейна по массе» по программе GenerationS для предприятия НПО «Сатурн» (г. Рыбинск) победитель конкурса смог снизить массу кронштейна до 0,531 кг при сохранении прочностных свойств детали. Конечный вариант детали выглядит следующим образом (рис. 6).

Рис. 6. Конечный вариант авиационного кронштейна
Ввиду совмещения в одном оборудовании нескольких функций отпадает необходимость приобретения отдельных единиц оборудования [10]. Экономические выгоды для предприятия очевидны:
- отсутствие необходимости приобретения дополнительной единицы лазерного оборудования;
- сокращение производственных площадей;
- сокращение рабочего персонала;
- сокращение затрат на логистику.
Технологическая цепочка от получения заготовки до ее маркировки замыкается на одном рабочем месте. С точки зрения технологии машиностроения выполняется единство конструкторской и технологической базы в процессе всей технологической цепочки. В итоге, взяв за основу классические формулы, мы получаем
Еу = √ (Еб2 + Ез2) + Еп. з. (1)
где Еу — суммарная погрешность установки, Еб — погрешность базирования; Ез — погрешность закрепления; Еп. з. — погрешность положения заготовки;
Еп.з. = √ (Еу.с.2 + Еи2 + Ес2) (2)
Еп. з. — погрешность положения заготовки, Еу.с. — погрешность, вызванная неточностью изготовления и сборки установочных элементов приспособления; Еи — погрешность, вызванная износом установочных элементов приспособления; Ес — погрешность установки приспособления на станке.
С учетом того, что базирование заготовки при ее лазерном прямом выращивании происходит относительно рабочего инструмента, погрешность базирования равна нулю. С учетом сплавления материала при получении заготовки погрешность закрепления равна нулю ввиду отсутствия зажимной оснастки. Погрешность положения заготовки также равна нулю. Мы получаем идеальный вариант технологического процесса, при котором заготовка в процессе перехода от одной операции к другой не накапливает погрешности. Для точного машиностроения, приборостроения это является очень важным преимуществом.
Но наряду с преимуществами такое оборудование обладает и недостатками. В первую очередь, это высокая стоимость (стоимость станка серии Lasertec доходит до миллиона евро и выше). Также к числу технических недостатков можно отнести: ограничение габаритных размеров рабочего стола; ограничение технологических возможностей лазерной обработки. Поэтому такое оборудование в данный момент не находит широкого распространения.
Следующим логическим шагом в развитии данной тематики является переход от совмещения ЛТК и металлообрабатывающего станка к разработке специальных лазерных модулей. Такой модуль может быть установлен в инструментальную систему станка ЧПУ и будет работать как отдельная единица инструмента.
Это позволит кратно снизить конечную (потребительскую) стоимость технологий лазерной обработки за счет исключения дублирующих элементов станочных систем, синтеза структурно-компоновочных решений. Рабочие позиции ЛТК формируются из единой компонентной и информационной базы узлов современных станков с ЧПУ, включая системы перемещений по координатным осям, инструментальные системы, системы технологического оснащения. При этом разработка различных технологий лазерной обработки будет осуществляться на базе существующих разработок и исследований по данным тематикам [11–14].
В настоящее время в Тольяттинском государственном университете ведутся разработки в области создания комплексных решений на основе автоматически сменного модуля (далее — модуль) для реализации технологий лазерной обработки на станках с ЧПУ фрезерной и расточной групп, в частности маркировки, нанесения покрытий, раскроя, термоупрочнения, сварки. Принцип блочно-модульного компонования позволяет производить на практике выбор необходимого комплекта взаимозаменяемых блоков модуля для решения конкретной технологической задачи с учетом особенностей станка с ЧПУ (рис. 7), геометрии детали, вида применяемой ЛТ [15].
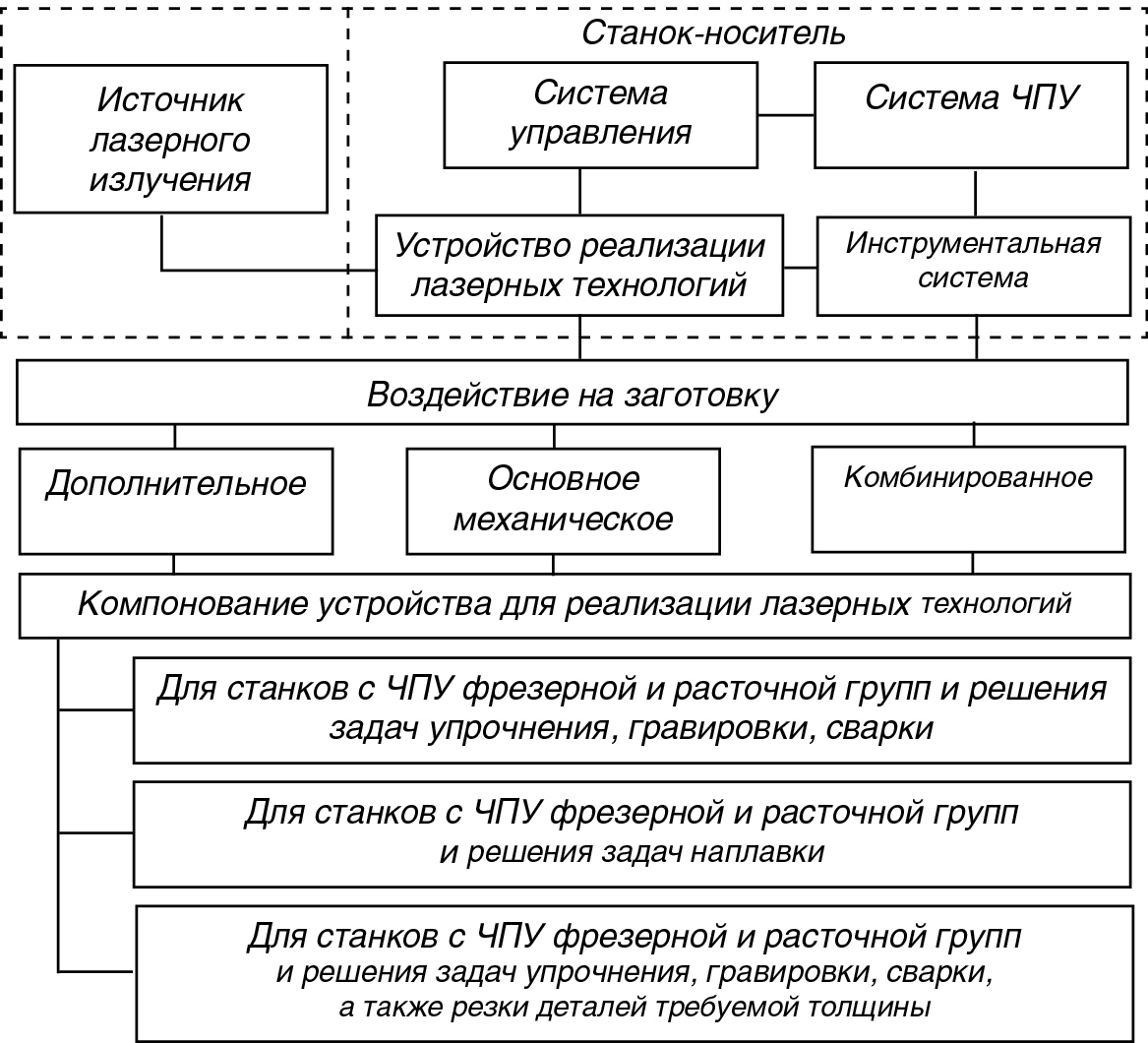
Рис. 7. Блочно-модульная система устройств для реализации технологий лазерной обработки на станках ЧПУ с применением сменных модулей
В основе решений использована элементная база оптоволоконных лазеров. Предложено техническое решение модуля, в котором оптическая система, коллиматор и излучатель лазера выполнены в виде узла, скомпонованного из отдельных блоков, параметры каждого из которых определяются требованиями, формируемыми заказчиком. При этом модуль выполнен сменным и вне рабочих циклов ЧПУ-обработки может быть свободно установлен в ячейке инструментального магазина станка.
Модуль устанавливается в шпиндель из инструментального магазина станка автоматически по команде системы ЧПУ, а непосредственно источник излучения вынесен за пределы рабочей зоны станка. Передача излучения от источника обеспечивается гибким оптоволоконным кабелем.
Ожидается, что предложенное техническое решение будет востребовано на рынке производственных услуг за счет кратного снижения капиталоемкости, так как отсутствует необходимость приобретения отдельной позиции лазерного центра, обеспечивается высокая производительность и точность обработки, не требуется дополнительная транспортировка и переустановка детали, сокращаются потери времени на обработку всей детали.
Практическая реализация устройства показана на примере модуля, применяемого для маркировки деталей на станке с ЧПУ MILLSTAR MV660. При разработке конструкции модуля были учтены технические особенности станка-носителя MILLSTAR MV660: конструкция его инструментального магазина, алгоритм установки и смены инструмента, функционал системы ЧПУ. Станок оснащен инструментальным магазином дискового типа с возможностью установки 20 инструментальных блоков с установочным конусом типа ВT 40. Механизм смены инструмента выполнен в виде двухпозиционного манипулятора с механизмом зажима и разжима. Станок оснащен системой ЧПУ FANUC 0i-MС. Общий вид станка приведен на рис. 8.
На рис. 9 приведено скомпонованное техническое решение разработанного модуля для лазерной маркировки деталей, установленных на столе станка MILLSTAR MV660.
В качестве источника лазерного излучения для модуля могут быть использованы лазеры импульсные, непрерывные, квазинепрерывные. Выбор источника определяется производственными потребностями, а также из экономических соображений.
При выполнении работ функционирование модуля предложено выполнять по алгоритмической схеме. Непосредственно перед установкой в шпиндель станка с ЧПУ модуль размещают в любое свободное гнездо инструментального магазина. Свободный шпиндель станка в автоматическом режиме перемещается в позицию смены инструмента. Источник лазерного излучения отключен. Цикл маркировки начинается с команды управляющей программы ЧПУ станка на замену инструмента, согласно которой магазин инструментов поворачивается в точку захвата манипулятором, происходит захват модуля и его установка в шпинделе станка. Манипулятор возвращается в исходное положение. Шпиндель станка с установленным модулем перемещается в позицию обработки. Далее по команде ЧПУ осуществляется подключение устройства и лазерная обработка согласно разработанной управляющей программе ЧПУ. Дальнейшая смена устройства осуществляется в обратном порядке. На станке MILLSTAR MV660 были отработаны циклы лазерного маркирования совместно с циклами механической обработки корпусной детали.
Павел Александрович Огин, инженер-исследователь Инновационно-технологического центра, Тольяттинский государственный университет, fantom241288@yandex.ru, тел.: 8-9084-214-265
Денис Геннадьевич Левашкин, к. т.н., доцент кафедры «Оборудование и технологии машиностроительного производства», Тольяттинский государственный университет, levashkind@rambler.ru, тел.: 8-9272-140-370
Литература
1. World Machine-Tool Output and Consumption Survey. Gardner Research. — Cincinnati: Gardner Business Media, 2015. — 8 p.
2. Казакевич, В. С. Тенденции развития рынка лазерных технологий для решения задач лазерной обработки материалов. Ч. 1: Мировой лазерный рынок / В. С. Казакевич, С. И. Яресько // Изв. Самар. науч. центра РАН. — 2014. — Т. 16, № 4. — С. 266–275.
3. Афримович, В. Б. Тенденции развития рынка лазерных технологий для решения задач лазерной обработки материалов. Ч. 2: Рынок лазерных технологий в России и Самарской области / В. Б. Афримович, В. С. Казакевич, С. И. Яресько // Изв. Самар. научн. центра РАН. — 2014. — Т. 16, № 4. — С. 276–286.
4. Ковш, И. Б. Стратегическая программа на 2015–2025 годы технологической платформы «Инновационные лазерные, оптические и оптоэлектронные технологии — Фотоника» /
И. Б. Ковш. — 59 с.
5. Распоряжение правительства РФ от 24 июля 2013 г. — № 1305‑р. — 23 с.
6. Малышев, В. И. Автоматизация гибридных и комбинированных технологий на основе модернизации станочного оборудования и выбора кинематических связей/В. И. Малышев, Д. Г. Левашкин, А. С. Селиванов//Вектор науки ТГУ. — 2010. — № 3. — С. 70–74.
7. Пат. 2443534 Российская Федерация. Станок многоцелевой с числовым программным управлением, лазерной оптической головкой и автоматической сменой инструмента / В. Н. Жаринов, В. В. Жаринов. — Опубл. 27.02.2012. Бюл. № 6.
8. Рекламный проспект фирмы DMG-Mori. Линейка станков LASERTEC для реализации высокоэнергетических технологий. — 54 с.
9. Григорьянц, А. Г. Технические процессы лазерной обработки / А. Г. Григорьянц, И. Н. Щиганов, А. И. Мисюров. — М.: МГТУ им. Н. Э. Баумана, 2006. — 664 с.
10. Gorinin, V. Laser Modification of Thribological Behaiver of Steel and Nonferrous Alloys / V. Gorinin, S. Kondratiev, V. Popov//Fotonika. — 2010. — № 3. — P. 26–32.
11. Огин П. А., Левашкин Д. Г. Комплексные решения на основе автоматически сменных модулей. / П. А. Огин , Д. Г. Левашкин // Вестник ЮУрГУ. Серия «Машиностроение». 2016. — Т. 16, № 3. — С. 29–35.
12. Thermal fatigue properties of laser treated steels/S. N. Aqida, F. Calosso, D. Brabazon et al.//International Journal of Material Forming. — 2010. — Vol. 3, Iss. 1. — P. 797–800. DOI: 10.1007/s12289–010–0890–1
13. Gisario, A. Characterization of laser treated steels using instrumented indentation by cylindrical flat punch / A. Gisario, M. Barletta, A. Boschetto//Surface and Coatings Technology — 2008. — Vol. 202. Iss. 12. — P. 2557–2569. DOI: 10.1016/j.surfcoat.2007.09.024
14. Microstructure and mechanical properties of laser-welded joints of TWIP and TRIP steels / L. Mujica, S. Weber, H. Pinto et al.// Materials Science and Engineering: A. — 2010. — Vol. 527. Iss.7. — P. 2071– 2078. DOI: 10.1016/j.msea.2009.11.050
15. Laser surface hardening of AISI H13 tool steel / J.-H. Lee, J.-H. Jang, B.-D. Joo et al. // Transactions of Nonferrous Metals Society of China (English Edition). — 2009.
16. Огин П.А. Реализация энергоэффективных технологий на современных станках с ЧПУ путем применения автоматически сменных модулей на примере лазерной обработки / П. А. Огин, Д. Г. Левашкин // Вектор науки ТГУ. — 2016. — № 2 (36). — С. 40–45.
Еще больше новостей |





