
Гибка металла является одной из базовых широко применяемых технологических операций изготовления изделий из листового материала. На практике используются различные схемы и приемы гибки, выбор которых зависит от конструктивных особенностей получаемых изделий, геометрии гибов, механических свойств материала, толщины листа, требований по точности, сложности реализации, экономической целесообразности и производительности. Детали из листовых материалов, получаемые гибкой, нашли широкое применение в автомобильной и авиационной промышленности, судостроении, в электронике, гражданском строительстве, производстве технологического оборудования, мебели и многих других отраслях.
Наиболее часто используют методы свободной (воздушной) гибки и штампование (рис. 1). При свободной гибке заготовка опирается на две кромки матрицы, а требуемый угол гиба достигается глубиной опускания пуансона без упора в дно матрицы. По этой причине одним комплектом инструмента (матрица–пуансон) можно выполнять гибы с разными заданными углами. Точность гиба (±15'…30') определяется точностью перемещения пуансона, колебаниями толщины листа и величиной упругого восстановления (пружинения). Этот метод обычно используется для листов толщиной более 1,2 мм.
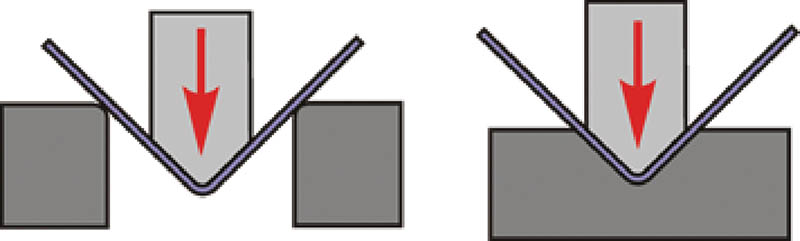
Рис. 1. Свободная (воздушная) гибка (слева) и штампование
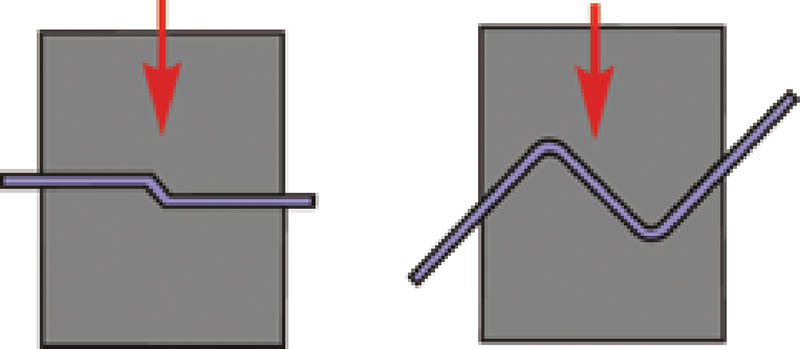
Рис. 2. Схемы гибки штампованием
Для штампования (рис. 1, 2) матрица и пуансон изготавливаются по форме гиба с учетом эффекта пружинения. Этот метод — более точный, чем свободная гибка, но требует на порядок больших сил деформирования и затрат на изготовление инструмента. Основным недостатком является необходимость в наборах инструментов для разных углов и радиусов гибки. Толщина листового металла при такой гибке обычно не превышает 5 мм. Точность угловой гибки штампованием ±10'. При штамповании возможна обработка значительно меньших радиусов и углов, чем при свободной гибке.
Некоторые другие схемы гибки приведены на рис. 3.

Рис. 3. Схемы гибки, реализуемые на гибочных машинах

а) б) в) г)
Рис. 4. Схемы гибки радиусов: а) в эластичной матрице; б) в поворотной матрице; в) с механическим подпором; г) в профильной призматической матрице
Если требуется обеспечить необходимый радиус, используют схемы, показанные на рис. 4, в частности, свободную гибку в эластичной матрице (рис. 4а), в поворотной матрице (рис. 4б), с механическим подпором.
Для выполнения гибки используют гибочные прессы и устройства различного типа:
— ручные гибочные устройства;
— гибочные машины с поворотной балкой и с электромеханическим приводом;
— вертикальные гидравлические гибочные прессы;
— горизонтальные гидравлические прессы для гибки листа и профилей;
— автоматизированные (роботизированные) гибочные комплексы (ячейки).
Очевидно, что при выборе того или иного типа гибочного оборудования требуется учитывать множество факторов: толщину, материал и размеры листовых заготовок, геометрию гибов и деталей, получаемых из них, программу выпуска, требования по точности, необходимость защиты листа от повреждений при гибке, функционально стоимостные характеристики, надежность, авторитет производителя и др.
Для тонколистовых материалов с высокими допусками по точности широко применяют ручную гибку, выполняемую поворотом рычажного устройства, загибающего участок предварительно закрепленного листа по шкале или до предварительно установленной под требуемым углом ограничительной планки (рис. 5). Типичные устройства ручной гибки показаны на рис. 6. Для удобства раскроя в комплектацию таких машин часто входят роликовые ножи. Ручные машины позволяют производить гибку листа толщиной до 1 мм и широко используются для выполнения жестяных работ. Крепят лист обычно эксцентриковыми зажимами. Для устранения повреждений поверхности материала во время гибки используют конструкции с плавающей осью. На гибочной траверсе для определения угла гибки, который находится в пределах от 0 до 180°, устанавливают шкалы. Когда необходимо выполнить множество одинаковых гибов, используют ограничители угла гибки. Ручные гибочные станки компактны, мобильны, имеют низкую стоимость.

Рис. 5. Схема гибки ручным листогибом
 Metal Master LBM‑200
Metal Master LBM‑200
 Prodmasz Z2500/0.8–145
Prodmasz Z2500/0.8–145
Рис. 6. Станки для ручной гибки
Устройства для ручной гибки изготавливаются многими производителями и представлены широким модельным рядом для разных задач с длинами гиба до 4500 мм. Среди производителей — фирмы TAPCO (США), Schechtl (Германия), Metal Master (Россия–EC), Prodmasz (Польша), Jouanel (Франция), Van Mark (США), Липецкий завод профилегибочного оборудования (Россия) и др.
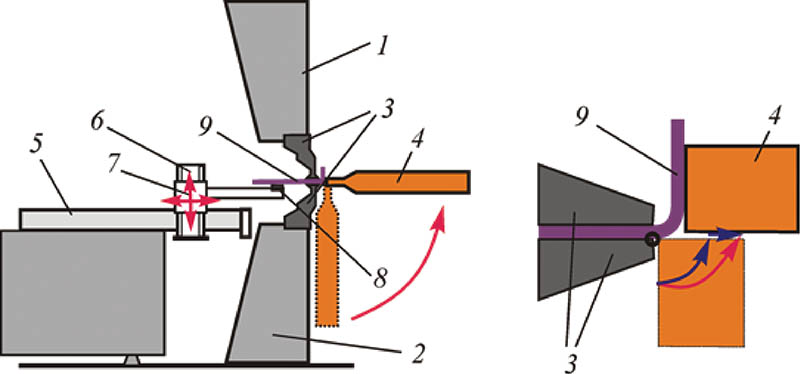
Рис. 7. Схема гибки с поворотом гибочной балки: 1 — прижимная балка; 2 — стол; 3 — зажимы; 4 — гибочная балка; 5 — поперечные направляющие задних упоров; 6 — вертикальная направляющая задних упоров; 7 — продольные направляющие задних упоров;
8 — задний упор; 9 — заготовка
Рис. 8. Гибка листа с поворотом гибочной балки


Рис. 9. Листогибочный пресс с поворотной балкой CIDAN модели MEGAPRO
Гибочные машины с электромеханическим приводом работают по схемам, аналогичным ручной гибке или по схеме с поворотной балкой (рис. 7, 8, 9). Такие машины обычно имеют сервоприводы прижимной и гибочной балки, автоматическое регулирование положения центра гибки при изменении толщины листа, систему антипрогиба балок. Они позволяют выполнять гибку как тонких листов, так и толстых (до 6 мм). При гибке система упоров позиционирует лист по отношению к линии гиба. Верхняя балка прижимает лист к нижней балке. Гибочная балка гнет лист на запрограммированный угол. Эти машины часто имеют устройство ЧПУ для перемещения задних упоров, которые позволяют позиционировать заготовки перед переходами гибки, управлять зажимом листовой заготовки (прижимной балки) и поворотом гибочной балки на заданный угол. Некоторые машины могут гнуть лист как вверх, так и вниз. Фирма RAS, например, применяет этот метод гибки в различных вариантах для листов различной длины и толщины и с различными уровнями автоматизации.
В некоторых электромеханических листогибах, например в Metal Master МЕВ, для прижима заготовки используется не балка, а электромагнит большой мощности.
Электромеханические, гидравлические гибочные машины выпускают компании:
• Schechtl (Германия), модели: MAE CNC S‑TOUCH, MAZ CNC S‑TOUCH, MBM ECT, MAX, MAB, MAXI;
• Metal Master (Россия-ЕС): MEB 1250 и MEB 2500;
• CIDAN Machinery (Швеция), модели: K15, K25, Forma, Prolino, Pro, Megapro;
• RAS (Германия), модели: UpDownBend, GIGAbend, XLTbend, FLEXIbend, TURBObend plus, TURBObend;
• Jouanel (Франция), модели: PTL, PTN, PTS;
• Davi (Италия), модели: MFD;
• ЗАО «Нелидовский завод гидравлических прессов» (Россия): ИВ2142… ИВ2146;
• Александровский завод кузнечно-прессового оборудования (Россия), модели: ЛГМ 6,0×1,6, ЛГМ 6,0×2,0, ЛГМ 4,0×2,5, ЛГМ 5,0×2,0, ЛГМ 4,0×2,5, М ЛГМ 2,5×2,5 и др.
Для выполнения точных гибочных работ широко используют гидравлические вертикальные гибочные прессы с ЧПУ (рис. 10). Эти машины производят гибку как по свободной, так и по штамповочной схемам и обеспечивают получение из листовых заготовок точных сложнопрофильных деталей с радиусными или угловыми гибами. Операции гибки выполняются матрицами и пуансонами (рис. 11), установленными в одной или нескольких позициях, обеспечивающих ориентацию заготовки с помощью управляемой устройством ЧПУ системы задних упоров (рис. 12).
Рис. 10. Гидравлический вертикальный гибочный станок с ЧПУ ОАО «СП Донпрессмаш»
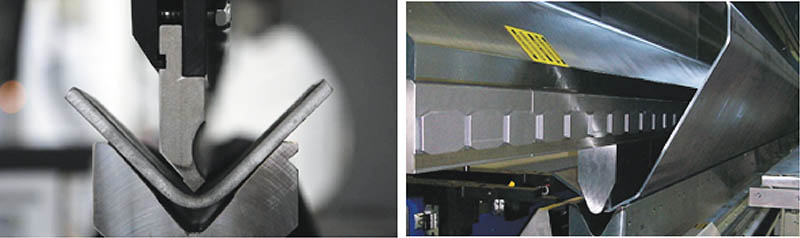
Рис. 11. Свободная гибка пуансонами
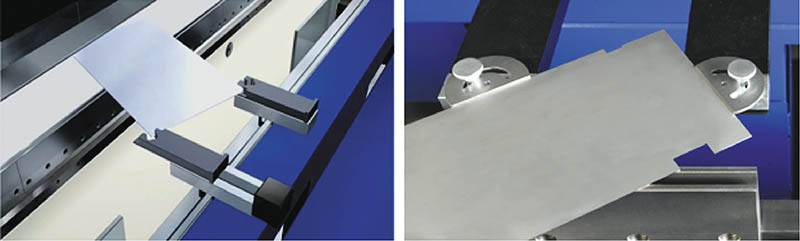
Рис. 12. Ориентация листовой заготовки системой задних упоров
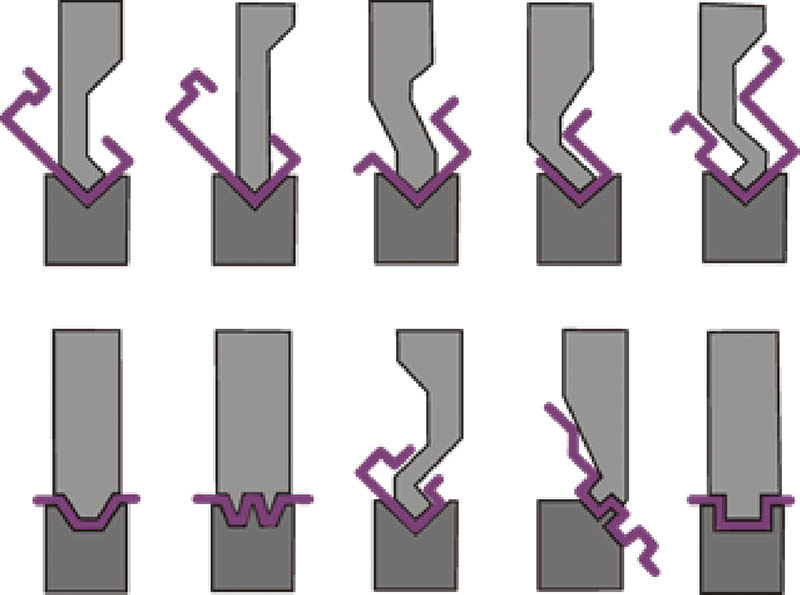
Рис. 13. Типичные гибы, пуансоны и матрицы
Пресс обслуживается оператором, в функции которого входит выполнение вспомогательных переходов по установке листа по позициям и подача команд на выполнение конкретных переходов гибки. Листовой заготовке после гибочной операции можно придать сложную конфигурацию.
Установка матриц и пуансонов производится как вручную, так и автоматически. Некоторые из переходов операций гибки показаны на рис. 13.
Для облегчения работы оператора и повышения качества гибки производители гидравлических вертикальных гибочных станков предусматривают некоторые специальные функции:
— На ползуне установлены системы светодиодов, при наладке, указывающих в каких местах необходима установка гибочных инструментов, а в процессе работы — на какой позиции должен выполняться следующий переход гибки.
— Несколько устанавливаемых в удобных для оператора местах пультов дистанционного управления MobileControl, которые обеспечивают доступ оператора к основным функциям станка и уменьшают число перемещений оператора к основному пульту. Положение пультов можно легко менять.
— Лазерная система защиты, обеспечивающая безопасность работы оператора. Рабочее движение начинается только в том случае, когда перемещающиеся вместе с ползуном лазерные лучи, контролирующие отсутствие посторонних предметов или рук оператора в рабочей зоне в процессе ускоренного хода ползуна, достигают матрицы.
— Функция регистрации рабочих параметров. Система ЧПУ пресса регистрирует и протоколирует все действия на листогибочной машине, выдавая данные, необходимые для планирования загрузки и техобслуживания.
— Система компенсации прогиба. Перемещение и требуемая сила верхней балке вертикального листогиба передается гидравлическими цилиндрами (от 2‑х до 4‑х цилиндров), расположенными по ее краям. Такая компоновка неизбежно приводит к деформации рабочего элемента (рис. 14.1), что в свою очередь влечет неравномерность расстояния между траверсами листогиба и, как следствие, отклонение угла изделия от требуемого (рис. 14.2). Для компенсации данного эффекта используется система бомбирования (антипрогиба), которая осуществляет контролируемую ответную деформацию неподвижного стола пресса (рис. 14.1). Более развитые системы динамического бомбирования дают возможность измерения деформации узлов матрицы и пуансона и ее компенсации специально установленными гидроцилиндрами. Обычно для компенсации прогиба используют клиновое устройство, располагаемое под матричным столом пресса. Управление перемещением устройства производится вручную или от ЧПУ (рис. 14.1, 14.2). Например, в прессах модели «ДИНАМИК» АО «СП Донпрессмаш» для компенсации прогиба стола используется автоматическая клиновая система бомбирования от фирмы VILA, управление которой производится устройством ЧПУ пресса. Опционально эта система может автоматически осуществлять и зажим–разжим пуансона и матрицы. Так же широко применяются и гидравлические системы бомбирования неподвижного стола пресса. В этом случае в стол встраиваются специальные гидроцилиндры, перемещение которых выгибает матричный стол и также компенсирует возникшую деформацию ползуна. Данные системы позволяют достичь равномерного расстояния между балками листогиба по всей длине и, следственно, требуемого угла в любой точке изделия. Однако при этом возникает деформация заготовки в вертикальной плоскости, так как обе балки изогнуты в одном направлении. Для достижения идеальной геометрии изделия по всей длине производители используют различные методы снижения деформации верхней балки. Например, для гидравлических вертикальных листогибов компании Rico (Португалия) успешным является решение, где для более равномерного распределения нагрузки по верхней балке гидравлические цилиндры в модели PRCN смещены к центру листогиба и соединены с балкой посредством подшипников, погруженных в масляную ванну (система Swaybend) (рис. 14.3, 15). Таким образом удается свести деформацию траверсы и необходимость в антипрогибе к минимуму. На прессах АО «СП Донпрессмаш» применяется запатентованная система гидравлического бомбирования ползуна пресса.
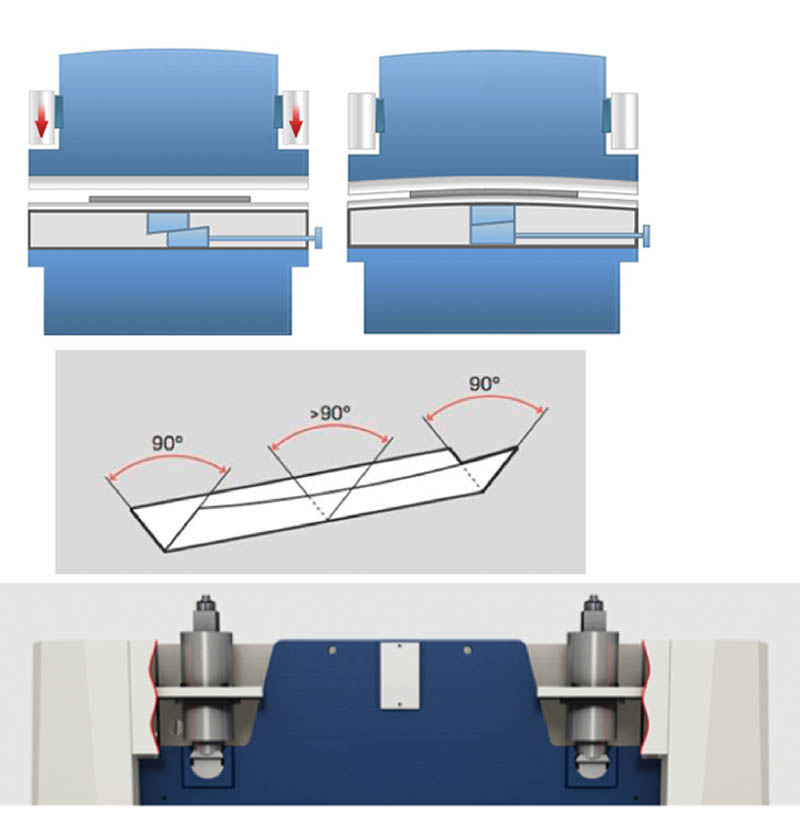
Рис. 14. Принцип работы системы компенсации прогиба: 1 — деформация верхней балки листогиба и работа системы антипрогиба; 2 — отклонение угла изделия; 3 — смещение к центру цилиндров Rico

Рис. 15. Листогибочный пресс Rico PRCN
— Система автоматического контроля гибки, позволяющая избежать процедур наладки при свободной гибке. Контроль производится контактными или бесконтактными (лазерными) датчиками, и на основе измерений корректируется глубина погружения пуансона и как следствие угол гиба детали.
Гидравлические вертикальные гибочные прессы выпускают компании:
• ОАО «СП Донпрессмаш» (Россия), модели: STS-V (50 … 100 т), STS-K (63 … 2000 т), STS-D (50 … 320 т);
• Trumpf (Германия), модели: TruBend 3100, TruBend 3000, TruBend 5000, TruBend 7000;
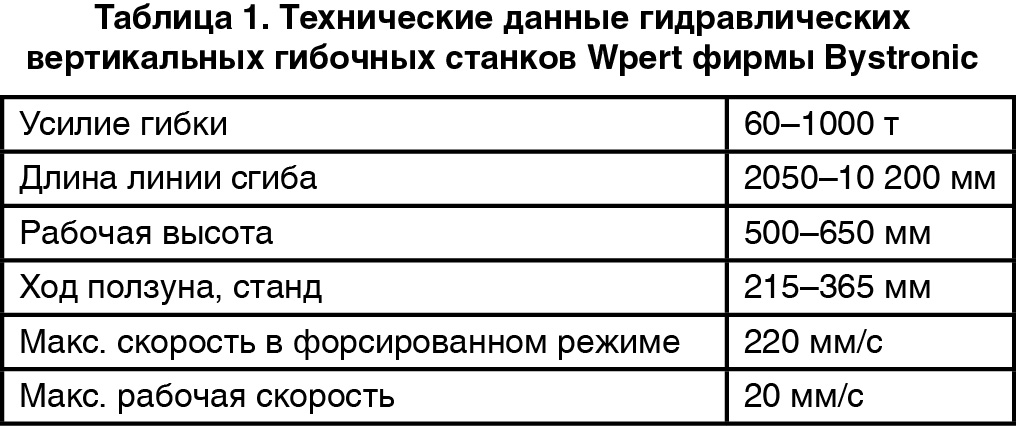
• Bystronic (Швейцария), модели: Xpert 60, 100, 150, 200, 250, 320, 400,500, 650, 800, 1000;
• ALIKO (Финляндия), модели: Standard и Giant с длиной гибки от 4 до 16 м, усилием от 300 до 4000 тонн;
• Metal Master (Россия–EC) (рис. 16) , модели: HPJ 2540, 2563, 2580, 32100; HPJ-K 2540, 2563, 2580, 32100; а также модели с другими типоразмерами;
• Rico (Португалия), модели: PRCN, PRCB с длиной от 1500 мм, с усилиями от 30 до 600 тонн;
• Vimercati (Италия), модели серии PHSY;
• Amada (Япония), модели серии HFE II, HFE 3I, HG, HG-ATC, HFE T2;
• CEMAX (Турция), модели: HNC, HCNC;
• CIDAN Machinery (Швеция): модели: K15, K25, Forma, Prolino, Pro, Megapro;
• Jouanel (Франция), модели: PPS (21 типоразмер);
• Durma (Турция), модели Durma AD-SERVO, Durma FBS;
• Warcom (Италия), модели серии Dinamica, Futura, Unica, Logica;
• MVD INAN (Турция), модели серии iBend;
• ЗАО «Нелидовский завод гидравлических прессов» (Россия) — рис. 17, модели: ИБ1424… ИБ1445 (25–3200 тонн, с длиной рабочего стола: 1000…6000 мм), серия ИА 1430… ИА1435 (100–320 тонн, с длиной рабочего стола 2400 и 5000 мм);
• Симбирский станкостроительный завод (Россия), модели серии ПЛГ-В (27 типоразмеров (40 …500 т);
• Южно-Уральский механический завод (Россия), модели: ИР 1330, ИБ1428, ИБ1429, ИБ1430 Б, ИБ1431, И1432 А, ИБ1433 с характеристиками длины рабочего стола 2000 … 5000 мм, силы 60 … 500 т.
Для иллюстрации характеристик гидравлических вертикальных гибочных станков в табл. 1 приведены данные ряда станков Bystronic Xpert 60, 100, 150, 200, 250, 320, 400, 500, 650, 800, 1000.

Рис. 16. Гидравлический листогибочный пресс Metal Master

Рис. 17. Гидравлический гибочный пресс ИБ1435, Нелидовский завод гидравлических прессов

Рис. 18. Гидравлический листогибочный пресс ALIKO
На рис. 18 представлен гидравлический пресс финской компании Aliko Oy Ltd, основным направлением деятельности которой является производство гидравлических листогибочных прессов особо крупных размеров (от 4200 мм и усилием гибки свыше 320 тонн), а также гибочного инструмента. Новое поколение прессов‑гигантов ALIKO Giant с усилием свыше 1000 тонн предназначено дня гибки сверхпрочных листов металла. 14‑метровый пресс с усилием гибки 2200 тонн был поставлен финскому заказчику, 8‑метровая модель с усилием 1600 тонн — для эстонского партнера. В начале 2017 года компания анонсирует запуск самого мощного пресса в Латвии длиной 7 метров и усилием 1000 тонн.

Рис. 19. Гибочный пресс Vimercati PHSY 15030 в гибридном исполнении
Производственная концепция компании VIMERCATI основывается на создании индивидуальных решений с учетом требований заказчика на основе передовых технологий и лучших компонентов, предлагаемых рынком. Например, модель серии PHSY 15030 (рис. 19) соединяет электромеханику с гидравликой. В машине используется всего 18 литров масла на 2 цилиндра, и она потребляет на 50 % меньше энергии, поскольку электроэнергия используется только тогда, когда траверса идет вниз. В итоге, оборудование стало более энергоэффективным и бесшумным в работе. Серия характеризуется широким диапазоном усилий от 300 кН до 11000 кН, рабочей длиной от 1250 мм до 10050 мм и ходом верхней траверсы. Инновации, заложенные в оборудовании компании: патентованная система бомбирования HCL, интегрированный инструмент для плющения, многопозиционная матрица, увеличенные держатели инструмента для производства различных типов коробок, лазерная система измерения угла, LED-подсветка позиции инструмента и т. д. Все машины VIMERCATI на 100 % сделаны в Италии.
Наибольший уровень автоматизации процессов гибки обеспечивают автоматические гибочные ячейки (комплексы). Типичными представителями таких комплексов являются ячейки TruBend Cell 7000 (рис. 20) и TruBend Cell 5000 фирмы Trumpf.

Рис. 20. Гибочный комплекс TruBend Cell 7000
Все вспомогательные переходы выполняются двумя робототехническими системами. Одна их них — LoadMaster Bend — выполняет оптическое измерение листовых заготовок и обеспечивает их передачу и ориентацию в загрузочную позицию. Имеется функция выявления сдвоенных листов и их разделения. Второй робот выполняет функции двух систем: BendMaster (рис. 21) — захвата и перемещения заготовкок в позиции гибки, гибку и перемещение заготовок на стол или транспортер и ToolMaster Bend — автоматическую смену инструмента (пуансонов и матриц). Ошибки в оснастке гибочных инструментов исключены, так как система распознает тип инструмента и его положение в стеллажном магазине. Инструмент на стеллажном магазине размещается вручную через окно в ограждении ячейки.

Рис. 21. Работа робота при гибке и смене инструмента

Рис. 22. Механизмы позиционирования заготовки (слева), зажима листа и гибки (справа)
Целый ряд гибочных комплексов ProfileCenter, Multibend-Center 79.31–2, Multibend-Center 79.22/26–2, MiniBendCenter, UpDownCenter, XXL–Center, XL–Center предлагается фирмой RAS (Германия). Они специализированы для гибки изделий из листового материала, таких как панели и ящики, и обеспечивают гибку вверх и вниз, имеют автоматическую систему позиционирования заготовки и автоматическую смену инструмента. В функции оператора или робота входит установка листовых заготовок. Позиционирование заготовки производится системой с присосками (рис. 22), которые позволяют по управляющим программам перемещать лист между переходами гибки.
Гибочные роботизированные ячейки производит и компания Bystronic (Швейцария). Их гидравлические вертикальные центры с ЧПУ могут быть автоматизированы использованием робототехнических систем подачи заготовок, гибки и смены инструмента (рис. 23).

Рис. 23. Механизм смены инструмента Bystronic
Гибочный инструмент (пуансоны, матрицы, адапторы и др.) производятся как производителями базового оборудования, так и специализированными фирмами, изготавливающими инструмент стандартных размеров и на заказ по чертежам пользователя. Например, фирма Mios производит матрицы и пуансоны для различных систем их установки: Amada/Pomecam, Trumpf/Wila, Beyeler/Safan, а также адаптеры для перехода от одной системы крепления на другую. Для защиты от повреждения и царапания при гибке, что особенно важно для полированных листов и листов с покрытиями, используют пуансоны и матрицы с элементами, выполненными из жестких пластиков (рис. 24), или специальные полимерные пленки.
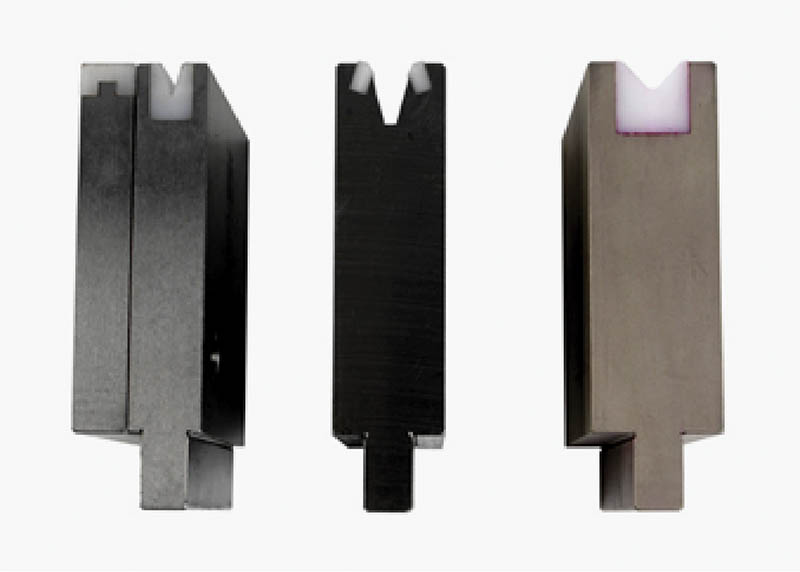
Рис. 24. Матрицы с полимерными вставками
Для управления и автоматизации расчетов процессов гибки разработано и разрабатывается специализированное программое обеспечение. Все ведущие фирмы имеют собственное программное обеспечение, учитывающее особенности и возможности производимого ими оборудования. В качестве примера можно указать, что программное обеспечение гибки фирмы Bystronic BySoft 7 состоит из четырех отдельных модулей: обработка плоских деталей (резка, раскрой), гибка, обработка труб, менеджер производства. Применительно к гибке выполняет следующие функции: стандартная трехмерная система CAD, автоматическая развертка, функции и технологии гибки, расчет времени гибки, моделирование процесса гибки, подготовка управляющих программ (CAM), расчет стоимости. Программное обеспечение TRUMPF TruTops Boost поддерживает пользователя в решении задач по обработке листового металла. Начиная с решений проектирования, принимающих во внимание особенности листового металла и специализированных систем программирования до предложений по управлению всем процессом производства и индивидуальных разработок. TruTops Boost имеет следующие, ориентированные на изготовление изделий из листового материала, модули: документация и исходные данные, конструирование (CAD), гибка, резка, подготовка программ (САМ). Программное обеспечение фирмы RAS представлено модулями: Bendex3D.designer, Bendex3D.professional Shop и Bendex3D.professional Production, соответственно для проектирования, подготовки документации и производства.
Заключение
Таким образом, в развитии технологий гибки можно констатировать следующие тенденции:
1. Существенное расширение рынков предложения оборудования и услуг по гибке (рис. 25);
2. Совершенствование технологического оборудования в направлениях повышения его производительности, концентрации операций гибки, надежности, точности, эргономичности;
3. Расширяющееся применение робототехнических систем для автоматизации основных и вспомогательных переходов гибки;
4. Применение новых принципов и схем гибки и связанных с ними методов расчета. Совершенствование программного и инструментального обеспечения;
5. Совершенствование систем управления технологическим оборудованием;
6. Снижение трудоемкости, повышение удобства и безопасности гибочных работ.
Рис. 25. Изделия, выполненные с помощью гибки
Еще больше новостей |





