
Процесс тепловой резки длинных продольных деталей имеет специфические технологические условия, соблюдая которые можно добиться оптимального результата.
Наиболее важным параметром при плазменной резке является тепловая деформация отрезаемого материала относительно основной заготовки. В случае отрезки от основного листа детали меньшей по массе и габаритам, ее отгибает «саблей» в сторону, после остывания деталь примет нормальные очертания. На снимках видно, что чем дальше отъезжает резак от края заготовки, тем сильнее отгибается отрезаемая деталь (рис. 1).


Рис. 1. Отгиб обрезка относительно чистовой грани детали
Особенно внимательно надо относиться к данному явлению, если осуществляется совместный рез. Совместная резка подразумевает такую раскладку деталей, когда они имеют общие грани и располагаются друг от друга на расстоянии толщины струи. Таким образом при одном резе формируются грани двух деталей.
При резке полос всегда следует формировать траекторию таким образом, чтобы последним был рез контура, соеденяющего деталь с оставшимся листом (рис. 2). Резак начинает движение из позиции 1 (зеленая стрелка) и заканчивает верхнюю деталь. Далее следует в точку 2 (зеленый пунктир) и так же по часовой стрелке успешно вырезает вторую деталь.
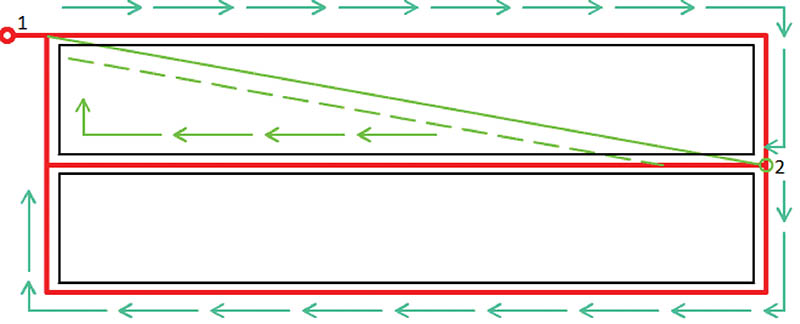
Рис. 2. Правильная последовательность резки
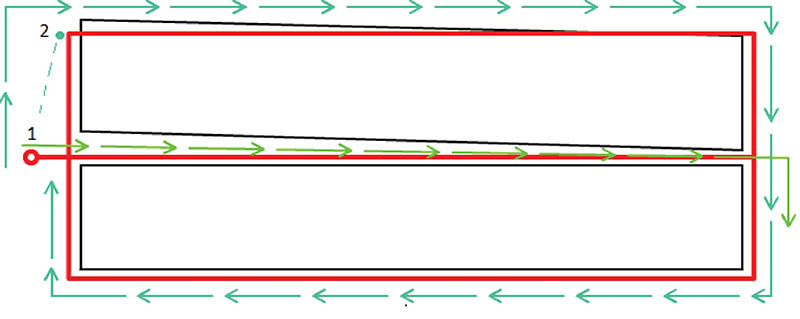
Рис. 3. Последовательность, которая приведет к браку
В другом случает (рис. 3, 4) резак начнет резку с позиции 1 (зеленая стрелка) и формирует две чистовых грани деталей, при этом одна из деталей начнет отгибаться в следствии тепловой деформации. Закончив нижнюю деталь, резак переедет на точку 2, чтобы начать резать новую деталь. Но, как видно из рис. 4, деталь уже смещена. Если позволить станку ее обработать, она будет испорчена. Пример брака показан на рис. 5.
Также совместный рез уместно использовать для деталей, которые удобно распологать симметрично (рис. 6, 7).

Рис. 4. Неправильно выбранная точка начала реза детали

Рис. 5. Пример неверно подобранной последовательности обработки
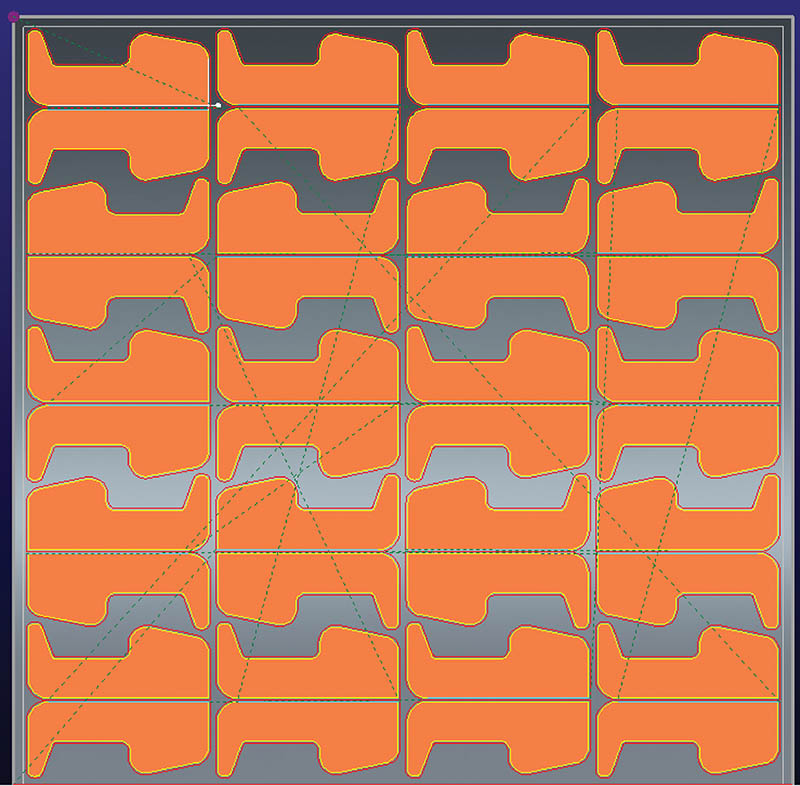
Рис. 6. Раскладка деталей, имеющих общую грань

Рис. 7. Готовые детали с общей гранью
Данные правила вытекают из рекомендаций производителей оборудования и опыта работы, тем не менее зачастую не исполняются на производстве, а возникающие трудности становятся причинами отказа от эффективного экономичного раскроя.
Денис Каменев
e-mail: kamenev_d@mail.ru
Еще больше новостей |





