
Применение электроискрового метода нанесения покрытий обеспечивает возможность качественного восстановления изношенных поверхностей и деталей машин в отсутствие стационарной ремонтной базы.
Взаимодействие контактирующих деталей в узлах и агрегатах различной техники при ее эксплуатации связано с протеканием деформационных, тепловых и химических процессов. В результате происходят износ деталей, нарушение геометрической формы рабочих поверхностей и ухудшение условий работы на контакте в сопряжениях. Износ деталей и утрата необходимых прочностных свойств их поверхностных слоев являются причиной ограничения ресурса машины, и для последующей ее эксплуатации требуется ремонт изношенных агрегатов. Затраты на ремонт и обслуживание техники значительны и сопоставимы с их начальной стоимостью, особенно если речь идет об импортной технике и запчастях, приобретаемых за границей.
Существенное снижение при ремонте этих потерь возможно путем использования восстановленных деталей взамен приобретения новых. При этом эксплуатационные характеристики восстановленных деталей порой не уступают новым, а часто и превышают их. Ввиду того, что износ основной массы деталей выражен изменениями размеров поверхности и качества поверхностного слоя, а объемные прочностные свойства материалов этих деталей сохраняются на требуемом уровне, ремонт машин с использованием качественно восстановленных деталей является технически и экономически оправданным и целесообразным. Он способствует значительной экономии материальных, энергетических и трудовых ресурсов, снижает экологическую нагрузку на окружающую среду.
Наиболее значительны расходы предприятий России при ремонте техники на удаленных территориях страны. Здесь повышены периодичность ремонта и его сложность по причине тяжелых климатических условий и интенсивной эксплуатации техники. Из-за слабой ремонтной базы восстановление деталей обычно не производится. Поставка запасных частей за несколько тысяч километров в эти сложные климатические районы весьма затратна, выполняется зачастую целевой отправкой самолета для срочной доставки одной-двух деталей, т. к. простой вышедшей из строя техники оборачивается еще большими материальными потерями по сравнению со стоимостью авиаперевозок.
В России эксплуатируется значительное количество импортной техники, спрос на нее возрастает, несмотря на высокую цену. При этом зарубежные компании лишают возможности российских потребителей самостоятельно обслуживать и ремонтировать машины, не предоставляя необходимой технической документации. Отсутствие этой информации осложняет возможность быстрого подбора отечественных технологий и материалов для организации качественного восстановления импортных деталей.
Между тем при использовании современных отечественных методов обработки материалов возможно прямо на местах организовать ремонт машин и оборудования в некоторых случаях даже без полной разборки механизма [1].
Одним из таких универсальных методов является электроискровое легирование (ЭИЛ). Используя установки ЭИЛ нового поколения, например, типа «БИГ», которые заменили морально устаревшие установки типа «Элитрон», «Вестрон» и др., можно без больших капитальных вложений организовать восстановление разных по назначению деталей: валов, осей, шкворней, цапф, корпусных деталей, крышек, коренных опор блоков цилиндров, коленчатых валов компрессоров, золотников и корпусов гидрораспределителей и гидроусилителей руля, лопаток турбин и многих других деталей, что реализовано на практике [2].
Многолетний опыт работы института ГОСНИТИ (с недавнего времени — ФГБНУ ФНАЦ ВИМ) подтверждает, что данный метод обеспечивает возможность восстановления деталей с односторонним износом до 100–120 мкм (условия трения скольжения) и до 600–700 мкм (в неподвижных соединениях). Известные достоинства ЭИЛ (высокая универсальность метода; отсутствие перегрева и деформации детали при обработке; высокая адгезия нанесенного слоя покрытия с основным материалом; возможность восстановления детали в размер без механической обработки; возможность локального нанесения покрытий; возможность использования любого токопроводящего материала в качестве электрода; высокий коэффициент переноса материала электрода — до 80–95 %; низкая энергоемкость процесса (0,5–1,0 кВА); экологичность процесса и другие) являются основой успешного использования его для ремонтных целей.
В ЭИ технологиях учитываются условия эксплуатации восстанавливаемых поверхностей и факторы, инициирующие разрушение рабочих поверхностей [3]. Особенность этих технологий в нанесении на изношенные поверхности покрытий под номинальный размер или с минимальным припуском для последующей механической обработки. При отсутствии жестких требований по шероховатости поверхности последующая механическая обработка не выполняется.
В результате обработки методом ЭИЛ на поверхности детали образуется новый слой, которому в зависимости от параметров искрового разряда, состава электродного материала и других факторов можно придать требуемые свойства: повышенную микротвердость, жаростойкость, износостойкость, задиростойкость и др.
Процесс нанесения покрытий этим методом достаточно прост, оборудование мобильно, для организации работ достаточно в большинстве случаев наличия слесарного верстака и однофазной электрической сети. А возможность использования в качестве электрода любого токопроводящего материала делает этот способ незаменимым помощником в самых сложных ситуациях, связанных с восстановлением деталей.
Приведем ряд примеров работ на выезде с восстановлением различных деталей у заказчика.
Восстановление блока и головки блока цилиндров дизельного двигателя DXi 11 грузового автомобиля «ВОЛЬВО»
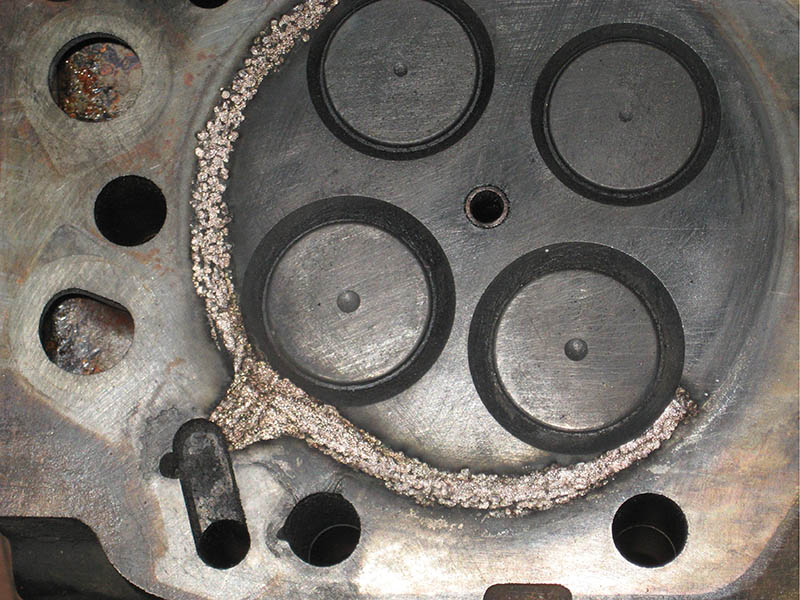
В двигателе эти детали наиболее нагружены, они подвергаются многократным термическим и динамическим нагрузкам, кроме того, это достаточно дорогие детали. После снятия головки с блока цилиндров оказалось, что вследствие неправильной эксплуатации на плоскости разъема этих деталей образовался свищ общей высотой более 3 мм (рис. 1).


а) б)
Рис. 1. Дефекты на плоскости разъема головки (а) и блока (б) цилиндров
Как видно на фотографиях, дефект имеет зеркальное отображение, поэтому восстановление плоскостей было проведено по одной технологической схеме. Работа проводилась непосредственно на грузовике без снятия блока с машины, использовалась установка «БИГ‑4». Для заполнения на плоскости разъема дефектной полости площадью около 6 см2 и глубиной около 1,5 мм использовали в качестве электрода пруток из нихрома Х20 Н80 диаметром 2 мм.
Восстановление плоскости осуществляли чередующимися операциями нанесения покрытия нихромом и осадкой этого покрытия медью на электрических режимах, приведенных в табл. 1.
| Наименование параметра |
Значение параметра при обработке | |
|---|---|---|
| нихромом | медью | |
| Условный номер электрического режима | 10 | 30 |
| Энергия импульсов, Дж | 0,09 | 2,52 |
| Длительность импульсов, мс | 40 | 700 |
| Частота импульсов, Гц | 1500 | 120 |
| Амплитудный ток, А | 125 | 200 |
Первым проходом ЭИЛ, используя медный электрод, оплавляли кромки образовавшегося дефекта на максимальном энергетическом режиме, т. е. осуществляли разделку дефекта. При этом за счет высокой температуры в зоне искрового разряда (до 10000°С) с восстанавливаемой поверхности удаляются все масляные загрязнения, и, кроме того, поверхность покрывается медной пленкой, которая в дальнейшем является подложкой для качественного нанесения последующего слоя нихрома. Это еще одно ценное качество метода ЭИЛ: обработка возможна без предварительной подготовки и очистки, достаточно удалить металлической щеткой рыхлую ржавчину.
В процессе обработки ЭИЛ электрод-инструмент перемещали по дефектной поверхности, совершая осциллирующие движения, не выходя за границы дефекта.
Полного устранения дефекта добивались за 5–6 циклов обработки. При этом последний цикл завершался обработкой медным электродом, за счет чего происходило сглаживание нихромового покрытия. Этой последней операцией ЭИЛ достигали получение достаточно плотного покрытия с минимальным припуском на механическую обработку в пределах 0,02…0,03 мм (рис. 2).

а) б)
Рис. 2. Восстановленная поверхность разъема головки блока: а — после ЭИЛ; б — после локальной ручной механической обработки
Так как дефект имел относительно небольшие размеры (площадь около 6 см2), то последующая мехобработка свелась к локальной зачистке нанесенного слоя ручной шлифовальной машинкой. Качество восстановления плоскости разъема проверялось поверочной линейкой. Время полного восстановления головки и блока методом ЭИЛ составляло не более 3‑х часов.
Для сравнения: по стандартной технологии для такого дефекта пришлось бы снять блок цилиндров с машины и шлифовкой удалить дефекты плоскости разъема деталей на специализированном станке, кроме того, приобрести компенсирующую и уплотняющую прокладки, по общей толщине равные величине съема металла с плоскости разъема. Очевидно, это значительно более затратная по времени и финансам технология.
Электроискровые покрытия эффективно применять также при наличии следующих дефектов блоков цилиндров: износ коренных опор, износ гильз цилиндров. Актуальность восстановления многократно возрастает для некоторых дизельных двигателей импортной техники, которые конструктивно не имеют съемных гильз, например, в блоках Caterpillar (модели 3116, 3126), блоках МАН D 0836 (модели LOH 55, 65) и др., где гильза отлита заодно с блоком. Необходимо учитывать, что в Россию не поставляются ни ремонтные поршни, ни ремонтные поршневые кольца для этих моделей, что делает невозможным их восстановление расточкой под ремонтный размер.
При выборе материалов и режимов ЭИЛ, устраняющих задиры или износ гильз цилиндров, учитывалось следующее: покрытие должно иметь достаточную прочность сцепления с материалом гильзы в условиях многоцикловых механических и тепловых нагрузок при долговременной эксплуатации. В ГОСНИТИ проведены лабораторные исследования ЭИ покрытий, нанесенных при использовании более чем десяти различных электродных материалов. В результате получены новые данные для различных покрытий по прочности, контактной жесткости, триботехнической работоспособности, стойкости и др. Ряд испытаний и производственная проверка технологии восстановления выполнены во 2‑м автобусном парке г. Москвы, где также подтверждена эффективность метода ЭИЛ в ремонтном производстве.
Восстановление гильз цилиндров
По данным 2‑го автобусного парка г. Москвы, эксплуатирующего более 700 единиц техники, диаметральный износ гильз цилиндров дизельных двигателей к периоду капитального ремонта не превышает 150–200 мкм [4]. В случае износа гильз блок снимают с машины и подвергают разборке, изношенные гильзы обычно отправляют в утиль. Однако накопленный нами опыт показывает, что гильзы цилиндров, даже если они съемные, целесообразно восстанавливать методом ЭИЛ без демонтажа из блока. Это касается задиров зеркала и кольцевой выработки в его верхней части.
В качестве такого примера на рис. 3–6 приведены фотографии, касающиеся восстановления гильз цилиндров блока САТ‑3116. Технологические приемы аналогичны восстановлению дефекта блока, приведенному выше. Отличие заключается в используемом электродном материале: вместо электрода Х20 Н80 для заполнения дефекта использовали электрод из бронзы БрКМц 3–1. Этот материал хорошо себя зарекомендовал при восстановлении пар трения, полученный микрорельеф способствует созданию масляных карманов, т. е. обеспечивает более благоприятные условия смазки для работы пары «гильза — поршневое кольцо». Бронзовое покрытие позволяет реализовать беззадирную работу пары трения, что особенно ценно в условиях запуска двигателя в зимний период.

Рис. 3. Изношенные гильзы цилиндров двигателя САТ‑3116

Рис. 4. Гильзы цилиндров двигателя САТ‑3116 после восстановления методом ЭИЛ (без механической обработки)

Рис. 5. Восстановленные гильзы цилиндров двигателя САТ‑3116 (после механической обработки)

Рис. 6. Устранение в гильзе цилиндра двигателя САТ‑3116 дефекта в виде глубокой царапины восстановле-нием методом ЭИЛ (после мехобработки)
Технология восстановления гильз предусматривает после ЭИЛ выполнение операции хонингования в номинальный размер. Отметим как достоинство технологии, что эту операцию можно выполнить и без использования стационарных станков, применив недорогую портативную хонинговальную головку фирмы «САННЕН» с приводом от электродрели. Т. е. для выполнения полного цикла восстановления большого типового диапазона гильз блока необходимо иметь всего лишь установку ЭИЛ и одну хонголовку с пределами обработки отверстий диаметра от 60 до 160 мм; это охватывает основные типы эксплуатируемых дизельных двигателей. Удачная рамная конструкция хонголовки с ручной регулировкой подачи брусков обеспечивает необходимую точность обработки отверстия. На рис. 5 и 6 показан результат такой обработки.
При электроискровом способе восстановления изношенных деталей удается не только восстановить их геометрические размеры, но и изменить физико-механические свойства поверхностей, улучшая их триботехнические характеристики. Так за 8‑летний период эксплуатации восстановленных методом ЭИЛ блоков и гильз не было ни одной рекламации, связанной с качеством покрытия.
Таким образом, опыт многолетнего применения ЭИ метода для восстановления блоков цилиндров и гильз показал, что себестоимость восстановления этим методом значительно ниже по сравнению с другими. Технологический маршрут восстановления гильз содержит всего две операции: нанесение покрытия и его хонингование с удалением минимального припуска на небольшом участке рабочей поверхности.
Восстановление чугунной вилки переключения передач КПП (коробка ZF)
Одной из ответственных деталей коробки перемены передач автомобиля является вилка переключения. Характерным ее дефектом, появляющимся в результате длительной эксплуатации, является износ участка торцовой поверхности (рис. 7), находящегося в контакте с переключаемой деталью. Износ вилки на величину более 1 мм приводит к включению сразу 2-х передач, что неминуемо влечет к выходу из строя всей КПП.
На практике эта чугунная деталь является невосстанавливаемой.
По данным официального дилера немецкой фирмы стоимость вилки составляет около 100 евро, к капитальному ремонту 20–25 % вилок имеют недопустимый износ. Доставка этой детали от фирмы-производителя осуществляется под заказ из Германии, сопряжения с потерей времени и денег.
На рис. 7 показан изношенный участок вилки с частичным устранением дефекта методом ЭИЛ. Это достигнуто благодаря тому, что данный метод нанесения покрытий реализуется без значительного разогрева тонкостенного участка детали. И такие детали качественно восстанавливаются в номинальный размер с ресурсом не ниже ресурса новой детали. В данном случае материалом электрода служила пластина, вырезанная из аналогичной вилки переключения передач КПП.

Рис. 7. Восстановленный участок чугунной вилки переключения передач КПП
Полное устранение дефекта в связи с небольшой площадью износа составляет менее часа, стоимость восстановления — около 10 % от стоимости новой детали.
Упрочнение зубьев зубчатых колес
Работа проводилась на территории ООО «РОСМЕТАЛЛ» (Калужская обл.) и была связана с упрочнением зубчатого колеса из стали 40Х (диаметр 1100 мм, вес 900 кг), установленного в редукторе наматывателя штрипса агрегата продольной резки (рис. 8). Технологией изготовления предусмотрена закалка ТВЧ зубьев колеса для получения твердости 50–55 НRС на глубину 1 мм.

Рис. 8. Общий вид станка наматывания штрипса продольной резки
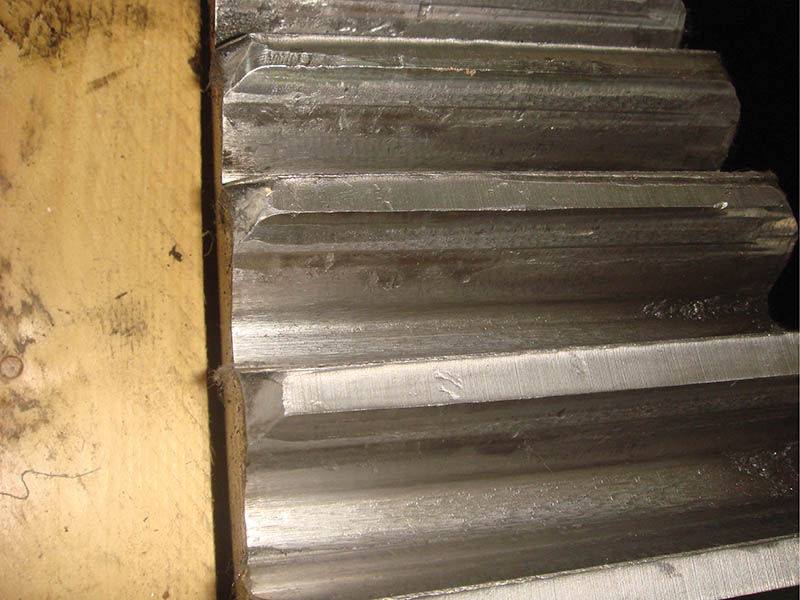
Рис. 9. Изношенные зубья колеса
Это новое зубчатое колесо после 300 часов эксплуатации имело значительный — более 2 мм — износ поверхности зубьев (рис. 9). Дальнейшая его эксплуатация грозила аварийным выходом из строя редуктора и остановкой на длительный срок всего конвейера по производству труб.
Для частичного восстановления ширины зубьев и снижения их интенсивного изнашивания методом ЭИЛ была проведена обработка поверхности зубьев колеса твердосплавным электродом ВК8 с дополнительным последующим науглероживанием поверхности зубьев графитовым электродом. Использовалась установка «БИГ‑4», в режиме энергии импульсов 5 Дж. Обработка зубьев колеса выполнялась непосредственно на агрегате без его демонтажа.
После нанесения ЭИ покрытия интенсивный процесс изнашивания и смятия поверхности зубьев прекратился. Контроль этого зубчатого колеса после эксплуатации продолжительностью более 600 часов показал, что нанесенный твердосплавный слой сохранился, и поверхность зубьев не имеет заметной деформации. Данное оборудование продолжает эксплуатироваться с момента восстановления более 2‑х лет.
Восстановление деталей электродвигателей
Анализ традиционно применяемой технологии восстановления посадочных мест под подшипники при ремонте электродвигателей показывает ее отсталость, нетехнологичность и высокую затратность. Изношенные посадочные поверхности валов (радиальный износ, как правило, не более 100 мкм) обычно восстанавливают кернением или сваркой, нанося швами слой металла с последующим точением или шлифованием в размер. Первый вариант технологии не обеспечивает достаточной опорной поверхности, ресурс соединения недопустимо низкий. При сварке вал разогревается, велика вероятность его деформации, термические напряжения могут привести к его поломке. Изношенные посадочные поверхности подшипниковых щитов (радиальный износ обычно не превышает 250 мкм) растачивают, завтуливают и вновь растачивают под подшипник.
Технология применения метода ЭИЛ малоизвестна для решения этой проблемы, хотя этот метод давно эффективно используется на отдельных предприятиях. Технологией предусматривается непосредственное нанесение ЭИ покрытий на изношенные поверхности, причем материал электрода, электрические режимы и удельное время обработки подбираются таким образом, чтобы получить необходимую толщину и качество нанесенного слоя покрытия, исключая или минимизируя последующую обработку.
Данная технология неоднократно использована специалистами лаборатории электроискровых технологий ГОСНИТИ при восстановлении деталей электродвигателей многих предприятий.

Рис. 10. Зубья колеса после восстановления методом ЭИЛ


БИГ-1М БИГ-4
 БИГ-5
БИГ-5
Рис. 11. Установки типа «БИГ»
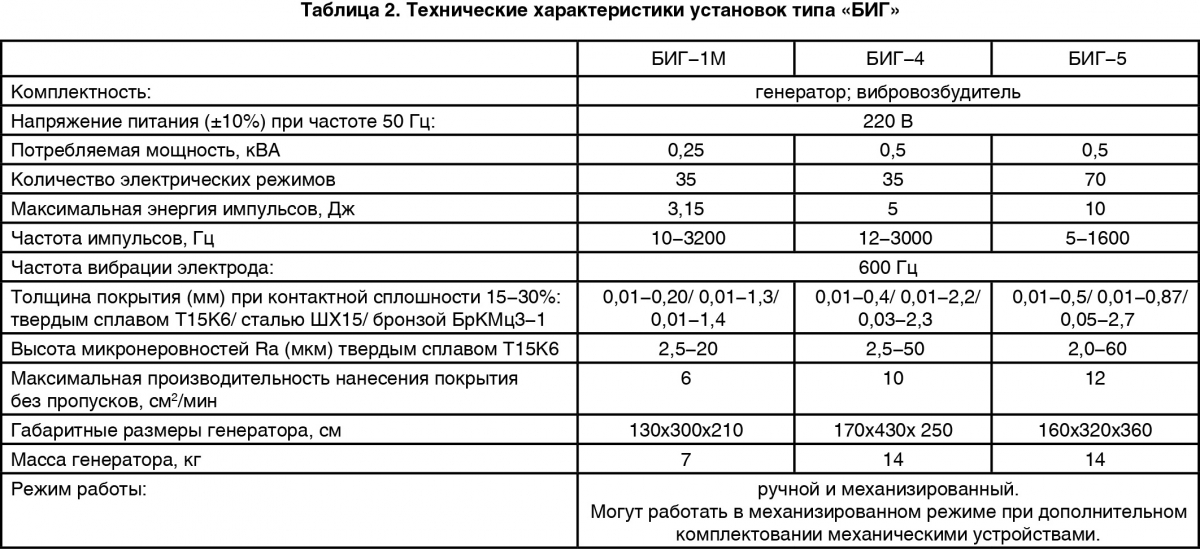
В практической деятельности хорошо зарекомендовали себя при выполнении указанных и подобных работ установки типа «БИГ» (рис. 11), характеристики которых приведены в табл. 2.
Режим работы: ручной и механизированный. Могут работать в механизированном режиме при дополнительном комплектовании механическими устройствами.
Их отличает широкий диапазон электрических режимов, что является основой высокой универсальности, а также экономичности и мобильности.
Выводы
Приведенные материалы на примере восстановления отечественных и импортных деталей показывают эффективность применения ЭИ технологий. При 100-процентном ресурсе восстановленных деталей их стоимость обычно не превышает 30 % от цены новой детали. Восстановление деталей способствует существенной экономии денежных средств при ремонте машины, экономии времени на приобретение новых деталей. Это подтверждается многими предприятиями, использующими метод ЭИЛ, а также высоким интересом посетителей научно-технических выставок к совместным разработкам лаборатории ГОСНИТИ и Учебно-научно-производственного Центра при Институте механики и энергетики Мордовского госуниверситета.
Наряду с указанными примерами эффективного использования метода ЭИЛ для ремонтных целей, он обладает также высокой универсальностью применения для нанесения упрочняющих покрытий на различные объекты (режущие инструменты, штамповая оснастка, прессформы, детали машин), способствуя значительному увеличению их ресурса, а также для нанесения покрытий со специальными свойствами [3].
Метод ЭИЛ может быть особенно полезен в условиях отдаленности объектов ремонта от специализированных ремонтных баз.
В. И. Иванов, к.т.н
А. Ю. Костюков, к.т.н
Федеральное государственное бюджетное научное учреждение Федеральный научный агроинженерный центр «ВИМ» (ФГБНУ ФНАЦ ВИМ)
Тел. +7 (499) 174‑83‑42, +7 (495) 371‑27‑56
E‑mail: tehnoinvest-vip@mail.ru
Литература
1. Черноиванов В. И. Состояние и перспективы развития технического сервиса машин в АПК./Труды ГОСНИТИ. 2012. Т. 109. № 1. С. 4–8.
2. Бурумкулов Ф. Х., Лезин П. П., Сенин П. В., Иванов В. И., Величко, С. А., Ионов П. А. Электроискровые технологии восстановления и упрочнения деталей машин и инструментов. Саранск: Красный октябрь, 2003. — 504 с.
3. Иванов В. И. Классификация объектов, методологические и технологические особенности электроискрового упрочнения и увеличения ресурса/Труды ГОСНИТИ. Том 106. — Москва. — 2010. С. 31–41.
4. Иванов В. И., Костюков А. Ю., Денисов В. А., Задорожний Р. Н., Донской Д. В., Назаров А. А. Восстановление деталей импортных двигателей во втором автобусном парке Москвы. Ремонт, восстановление, модернизация. 2013. № 5. С. 3–10.
Еще больше новостей |





