
Использование оцинкованного проката и изделий — это сотни тысяч тон сэкономленной стали, сохраненная электроэнергия и нефть, человеческие ресурсы и огромные суммы инвестиций.
Общемировые тенденции роста требований к качеству и долговечности поставляемой продукции пришли и к нам. Всё чаще в техзаданиях можно встретить пожелания по повышению срока службы деталей и конструкций, увеличению межсервисного периода, снижению расходов на ремонт и эксплуатацию. На все эти параметры оказывает влияние коррозионная стойкость изделия или конструкции.
Учитывая неотвратимость процессов коррозии, специалисты увеличивают толщины несущих конструкций (их покрывают красками, уменьшающими доступ агрессивных сред). Однако подобная защита не долговечна, и приходится производить ремонтные работы, которые зачастую в несколько раз увеличивают итоговую стоимость объекта — с учетом эксплуатационных расходов. Для решения задач, стоящих при проектировании, необходимо предусмотреть наиболее эффективные способы антикоррозионной обработки. Важно обеспечить в обусловленные проектом сроки безотказную работу изделия, минимизировать риски аварий и катастроф.
Прежде чем перейти к вопросу о преимуществах и областях применения различных методов антикоррозионной обработки, необходимо выяснить, что такое коррозия.
Коррозия — это разрушение металлов при их физико-химическом взаимодействии с окружающей средой. В зависимости от типа окружающей среды и дополнительных внешних воздействий коррозия делится на атмосферную, почвенную, жидкостную, коррозию под напряжением, биокоррозию, щелевую, контактную, застойную и др.
Характер и скорость ее развития зависят от множества факторов, поэтому методы защиты металлов от коррозии не являются универсальными — в зависимости от типа коррозии (химической или электрохимической) принимаются различные технологические решения, но все они сводятся к двум типам — катодная защита и изоляция стали поверхности слоем, непроницаемым к реакционно-активным веществам.
Катодная защита заключается в том, что на защищаемые конструкции, прикрепляется металл (анод), который обладает более электроположительными свойствами и именно он под действием окисляющих агентов разрушается в первую очередь
Изолирующие покрытия плотно прилегают к поверхности стали и ограничивают доступ разрушающих изделие реагентов. Обычные виды защитных покрытий: хромирование, анодирование, покраска — защищают сталь, создавая барьер между окружающей средой и защищаемым материалом. В случае повреждения защитного слоя коррозия начинает развиваться под ним.
Наиболее оптимальным методом является комбинация катодной защиты в качестве первого слоя и изолирующей защиты в качестве второго и последующих слоев. В этом случае жертвенный анод защищает основной металл, но сам анод защищается от коррозии изолирующим покрытием.
Существует огромное количество способов защиты от коррозии, в статье будут рассмотрены технологии с применением цинка.
При использовании оцинкованных изделий не требуется ежегодно подкрашивать и периодически менять поврежденные коррозией конструкции, не надо содержать (и возить на объекты) целую армию работников, ежегодно тратить деньги на краску, грунтовки и пр. Если говорить о государственном уровне решения проблемы, то использование оцинкованного проката — это сотни тысяч тон стали, сохраненная электроэнергия и нефть, человеческие ресурсы и огромные суммы инвестиций, которые сберегаются для страны в целом и могут служить будущим поколениям.
Использование цинкового покрытия в качестве защитного слоя уже предусматривает оба метода защиты: катодную и изоляционную. В результате образования гальванической пары цинк защищает основной металл от коррозии даже в местах царапин и отверстий (рис. 1).
Существует несколько технологий по защите от коррозии на основе цинка. Каждая из них предназначена для своего вида металлопроката или условий эксплуатации.
Напыление цинка. После пескоструйной обработки поверхности на неё распыляют капельки полурасплавленного цинка, для чего используют цинковую проволоку или порошок. Цинковые покрытия, нанесенные таким способом, являются хоть и сравнительно толстыми, но очень пористыми, поэтому под слоем цинка могут проходить процессы окисления металла-основы. Эти процессы идут очень медленно (катодная защита действует), но образуются продукты коррозии железа коричневого цвета. Этот способ используют для защиты крупногабаритных изделий непосредственно на месте эксплуатации сооружений. Например, мостовые опоры или несущие балки зданий.
 рис. 1
рис. 1
Электролитическое цинкование. Покрытие наносится электролитическим методом из солевого раствора цинка на очищенную поверхность стали. Цинковое покрытие, нанесенное электрохимическим способом, по механическим свойствам подобно чистому цинку, то есть является относительно мягким. Сам процесс нанесения покрытия представляет определенные сложности с точки зрения равномерности нанесения на сложные по форме детали. Использование электролитов, содержащих кислоты, цианидов и других химически активных соединений заставляет применять нейтрализацию и глубокую очистку отходов экологически опасного гальванического производства, строить дорогостоящие очистные сооружения, что несколько нивелирует положительные качества этого высокопроизводительного процесса.
Не стоит использовать гальванически оцинкованные изделия без дополнительной защиты на открытом воздухе или в агрессивной среде. Поэтому при использовании этого способа защиты необходимо учитывать условия эксплуатации. Обычно это автомобильный лист под последующую окраску с высокими требованиями к качеству поверхности (кривизна, шероховатость).

Рис. 2. Горячее цинкование металлоконструкций (фото ГК «ЭЛСИ»)
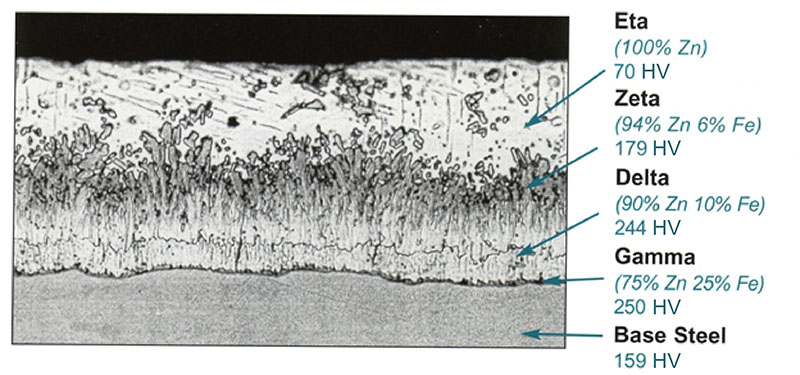
Рис. 3. Схема расположения слоев (фаз) цинкового покрытия, полученного методом горячего цинкования (в расплаве цинка), и их микротвердость
Цинкнаполненные краски. В состав цинковых красок входит чистая цинковая пыль (до 99 % металлического цинка). Чтобы получить эффект цинкования от таких красок, необходимо, чтобы сухая лакокрасочная пленка обладала электропроводностью и хорошим контактом со сталью. Для этого очень важно тщательно подготовить защищаемую поверхность. Относительно катодной защиты цинкнаполненных красок однозначного мнения нет. В тонких покрытиях (до 20 мкм) цинк работает как протектор, но срок службы лимитируется временем растворения цинка. В толстых слоях цинкнаполненных красок в самом начале цинк действует как протектор, а затем — за счет уплотнения пленки краски продуктами коррозии цинка краска выполняет барьерную функцию.
Имеется ряд недостатков, ограничивающих применение цинкнаполненных красок: пористая структура, точечные проколы, пустоты, трещины. Естественно цинконаполненные покрытия в еще большей степени, чем газотермические чувствительны к механическим воздействиям.
Необходимо разобраться с использования термина «цинкование». В отношении цинкнаполненных красок оно дает ложное представление об эквивалентности свойств различных цинковых покрытий. Некоторые производители и дистрибьюторы цинкнаполненных ЛКМ заявляют, что их продукты холодного цинкования являются эквивалентом горячего цинкования или «столь же хорошими, как оцинковка». Причем выводы о преимуществах холодного цинкования делаются на основании одного вида испытаний — в камере соляного тумана, более того, производится сравнение цинкового покрытия с комплексом, состоящим из цинкнаполненной грунтовки и покрывного материала, что не дает представления об истинной коррозионной стойкости и вводит в заблуждение потребителей. Использование термина «холодное цинкование», с точки зрения технологии, неправильное и его можно рассматривать как маркетинговый ход и поэтому потребитель может принять ошибочное решение.
Сочетание протекторных грунтовок с промежуточными грунтовками и покрывными ЛКМ позволяет получить полный спектр положительных качеств для эффективной долговременной защиты металла при эксплуатации в разных климатических, агрессивных, тепловых и др. условиях.
Горячее цинкование. Очищенную сталь погружают в расплавленный цинк (при 440–460°C), где происходит реакция, формирующая металлическую связь между цинком и сталью, которая приводит к образованию нескольких слоев с разным удельным соотношением цинка и железа (рис. 2, 3). Внешний слой мягче стали, что позволяет противостоять ударным нагрузкам, а внутренние слои железоцинковых сплавов прочнее стальной основы, что придает покрытию высокую устойчивость к истиранию. Цинковое покрытие, в отличие от лакокрасочного, не боится внешнего воздействия при перевозках, монтаже и обслуживании. Методом горячего цинкования обеспечивают продолжительную (до 50–80 лет) защиту стали от коррозии в различных атмосферных условиях.
Преимущества:
— во время горячего цинкования изделие полностью погружается в расплавленный цинк. Защищаются все его поверхности, углы, щели и т. п.
— покрытие будет более толстым на углах и кромках, в отличие от других типов защиты, например, при
окраске;
— возможность защитить внутренние поверхности и полости, трубы;
— процесс простой и легко контролируемый;
— сравнительно низкая стоимость;
— при монтаже не требуется подготовка поверхности, окраска, доделки и проверки;
— проверка толщины покрытия осуществляется с помощью магнитного или электромагнитного измерителя, что позволяет спрогнозировать примерный срок службы оцинкованных изделий;
— обеспечивают продолжительную (до 50–80 лет) защиту стали от коррозии в различных атмосферных условиях;
— отсутствие необходимости ухода за изделиями во время эксплуатации.
Этим способом защищают лист, металлоконструкции и мелкие детали. Максимальные размеры металлоконструкций ограничиваются размерами ванны с расплавом цинка.
Если лет 20 назад нанесение этих покрытий ограничивалось практически полным отсутствием заводов горячего цинкования в России, то сейчас у нас в стране около 60 таких предприятий. Больше того, это не просто маленькие участки с крохотными ваннами, а современнейшие производства, оснащенные по последнему слову техники, на которых установлено самое лучшее оборудование, поставляемое такими мировыми лидерами отрасли, как W. PILLING, KOERNER, BISOL, WESTERN TECHNOLOGIES, LOI, Weber и др.
Термодиффузионное цинкование: очищенные стальные изделия помещаются в барабан с цинковой пылью при температуре чуть ниже точки плавления цинка — обычно около 320–380 °C. Цинк диффундирует в сталь, образуя твердый равномерный слой цинк/железо. Большим преимуществом метода является то, что покрытие очень однородно и примерно одинаково по толщине как на внешней, так и на внутренней поверхности. Покрытие имеет высокую твердость (в 3–4 раза выше, чем у горячего цинкового покрытия) и обладает высоким сопротивлением абразивному износу. Например, термодиффузионное цинкование используется в нефтегазовой отрасли на протяжении 10–15 лет без замены для защиты периодически разбираемых трубных соединений.
Этот способ защиты особенно эффективен для обработки деталей из высокопрочных сталей, в частности, пружинных элементов и крепежа. Относительно невысокая температура процесса позволяет сохранить высокие эксплуатационные характеристики, а равномерность покрытия позволяет защищать изделия с резьбовыми соединениями без дополнительной её прогонки.
Синергетический эффект комбинированных систем. Оцинкованный и дополнительно окрашенный прокат обеспечивает повышение срока службы в 1,5–2 раза. Аналогичные процессы синергизма наблюдаются и в случае окраски изделий защищенных с помощью термодиффузии. Пленка краски увеличивает срок эксплуатации оцинкованного покрытия путем дополнительной барьерной защиты слоев цинка. Нижний слой цинка способствует продлению срока эксплуатации окрашенного покрытия, предотвращая развитие коррозии защищаемого металла основы. Продукты коррозии цинка и его сплавов в дальнейшем замедляют повреждения окрашенного покрытия путем заделки трещин и пор в краске. При этом надо отметить, что цинк залечивает дефекты, будучи на расстоянии от дефекта даже в 5–7 мм.
Следует отметить, что гальванические напыляемые цинковые покрытия и, конечно же, цинкнаполненные краски, не содержат интерметаллических соединений (фаз), состоят из цинка соответствующего химического состава и держатся на защищаемом материале только за счет адгезии (т. е. налипания). Получаемые методом горячего цинкования и термодиффузионные покрытия, имеют одинаковый механизм образования — диффузионный и представляют из себя систему железо-цинковых сплавов (с постепенно уменьшающимся содержанием железа по мере приближения к внешней стороне покрытия). Поэтому эти технологии нанесения защитных антикоррозионных покрытий на основе цинка можно отнести к одному виду (классу) как по системе образования, так и по надежности защиты и долговечности.
Антикоррозионная обработка изделий и конструкций никогда не была сильной стороной отечественной промышленности. Но в современных условиях, когда экономия на сервисе, ремонте и содержании инфраструктуры становится неотъемлемой частью выживания и конкурентоспособности, качество и долговечность конечного продукта становятся одним из главных направлений модернизации производства. Опыт использования антикоррозионной защиты в развитых индустриальных странах за последние 30 лет доказал, что даже при повышении конечной стоимости изделий на 20–30% за счет дополнительной обработки поверхности обеспечивает 2–3‑х кратное увеличение срока службы за счет сохранения их эксплуатационных характеристик. Качественный продукт с высокими потребительскими свойствами — сильный аргумент для победы в конкурсах и тендерах, особенно, если заказчик — «государственный бюджет».
В связи с тем, что основная аудитория читателей журнала «РИТМ машиностроения» — техническая элита машиностроения, хотелось бы в заключении статьи привести несколько успешных примеров использования цинковых покрытий именно в этом направлении.
Все в принципе знакомы с характеристиками гальванически оцинкованных изделий (рис. 4), их плюсами и минусами, поэтому давайте рассмотрим относительно новую для нашей страны технологию — термодиффузионное цинкование. Этот метод благодаря хорошему сочетанию эксплуатационных, технологических и экологических качеств находит все более широкое применение. Многообещающе выглядят перспективы использования термодиффузии в практике общего химического и транспортного машиностроения, приборостроения в строительстве, в частности, при изготовлении закладных деталей.
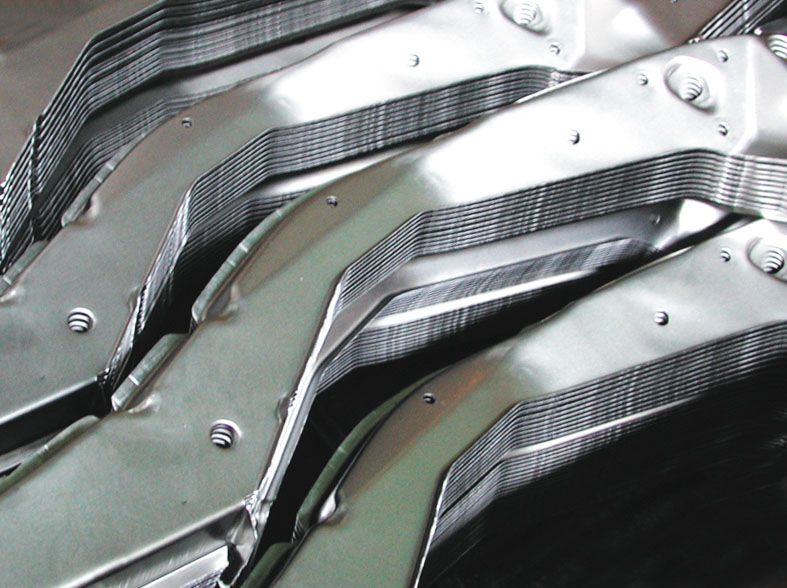

Рис. 4. Оцинкованные детали кузова автомобиля
Железные дороги являются одним из крупнейших потребителей услуг горячего цинкования, но наряду с ним метод термодиффузионного цинкования нашел применение для изготовления деталей и конструкций контактной сети в соответствии с «Инструкцией по применению термодиффузионного цинкования деталей и конструкций контактной сети», введенной ОАО РЖД (техническое указание ТК‑106/04 от 20.01.04 г.)
Так, например, базируясь на методе термодиффузии, ООО «ТЕРМИШИН РУС» разработал комплексный процесс финишной обработки, который обеспечивает глубокую модификацию приповерхностного слоя изделия, придавая ему новые свойства. Оборудование «Термишин» органично встраивается в процесс производства стальных изделий, но также может существовать и как самостоятельный бизнес, предоставляющий сервис по антикоррозионной обработке. В данный момент на ПАО «КАМАЗ» идет создание многопрофильного цеха Термишин, который будет обеспечивать не только потребности КАМАЗа, но и принимать на обработку продукцию других предприятий.
Удачным является опыт сотрудничества «Термишин» с ВНИИЖТ (отраслевым институтом РЖД). Серии лабораторных и натурных испытаний показали, что системы упругих рельсовых скреплений, обработанные по технологии «Термишин», превышают показатели западных аналогов в условиях эксплуатации особо нагруженных участков пути, расположенных в зонах экстремальной коррозионной нагрузки, где соли, эрозия, абразивный износ и резкие колебания температур быстро выводят из строя детали, призванные обеспечивать безопасность ж/д пути (рис. 5).
Горячее и термодиффузионное цинкование являются наиболее надежными, простыми и легкодоступными видами антикоррозионной обработки.

Рис. 5. Элементы ж. д. скреплений, обработанные по технологии Термишин, после 8‑ми месяцев эксплуатации.
Таким образом, при выборе той или иной технологии по защите от коррозии с использованием цинка важно, чтобы специалисты проектных и эксплуатирующих организаций опирались именно на принципы эффективности, надежности и безопасности.
В. И. Полькин, к.т.н., генеральный директор
НКП «Центр по развитию цинка»
polkin@zdc.ru, www.zdc.ru
Еще больше новостей |





