
В настоящее время все большую популярность приобретают настольные универсальные токарно-винторезные станки. Данное оборудование устанавливают в учебных классах школ и колледжей для наглядной демонстрации конструкции и возможностей универсального металлорежущего оборудования, в мастерских для выполнения токарной обработки небольших деталей, пользуются большой популярностью у частных лиц для реализации хобби-проектов. Однако не все пользователи в полной мере владеют знаниями об особенностях конструкции их основных узлов и механизмов, а также основных моментах, на которые стоит обратить внимание при выборе оборудования.
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настольные токарно-винторезные станки появились в России относительно недавно. По причине большого интереса к данному оборудованию на рынке представлено большое число моделей различных производителей, которые могут значительно отличаться друг от друга, как по функционалу, так и по цене. Компоновка настольных токарно-винторезных станков аналогична станкам большего типоразмера, широко распространенным и известным, однако в них получили распространение некоторые специальные конструктивные решения, которые позволяют выделить их в отдельную группу.
Настольные токарно-винторезные станки предназначены для выполнения разнообразных токарных работ по чёрным и цветным металлам, пластмассам, дереву и т. д., включая точение конусов, нарезание метрической и дюймовых резьб. Такие станки имеют высокую степень универсальности и используются главным образом в условиях единичного производства. Конструктивная компоновка станков на примере Metal Master MML 180x300 V показана на рис. 1 и 2.
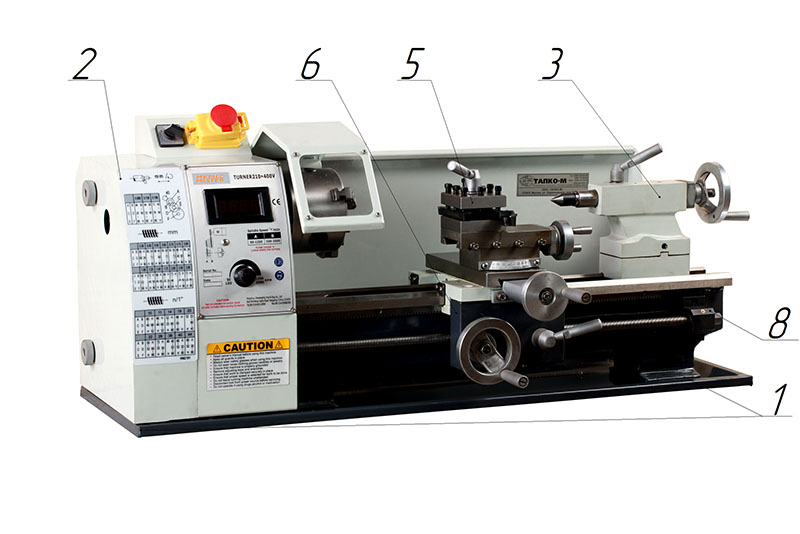
Рис. 1. Компоновка настольного токарно-винторезного станка.
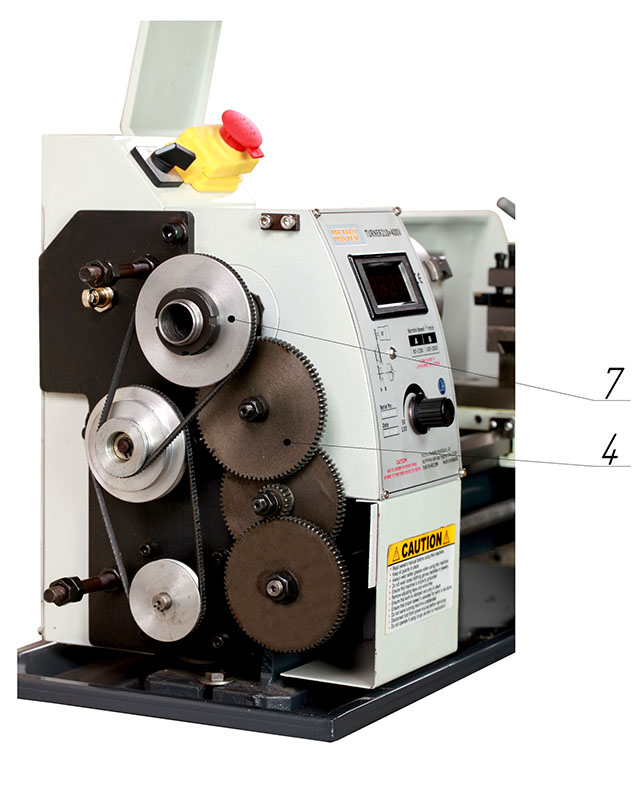
Рис. 2. Привода настольного токарно-винторезного станка.
Основными узлами являются:
• Станина (1) — опора для передней и задней бабок, имеет направляющие для перемещения по ним суппорта и задней бабки.
• Передняя бабка (2) — служит для поддержания обрабатываемой детали, в передней бабке монтируется привод главного движения (7) и шпиндельный узел, обеспечивающие вращение заготовки.
• Задняя бабка (3) — служит для поддержания другого конца обрабатываемой детали, может использоваться также для установки сверла, развертки, метчика и других инструментов.
• Суппорт (5) — предназначен для перемещения резца, закрепленного в резцедержателе, в продольном, поперечном и наклонном к оси станка направлениях.
• Коробка подач (4) — предназначена для передачи вращения ходовому винту (8), а также для изменения числа их оборотов.
• Фартук (6) — служит для преобразования вращательного движения ходового винта в продольное или поперечное движение суппорта.
Станина
Все узлы настольного токарно-винторезного станка монтируются на станине. Станина имеет направляющие, количество и конструкция которых зависит от модели станка. На левом конце станины крепят переднюю бабку, а на правом, на направляющих, устанавливают заднюю бабку. Заднюю бабку можно перемещать по направляющим вдоль станины и закреплять в требуемом положении, также по направляющим станины перемещается нижняя плита суппорта, называемая кареткой. Станина может представлять из себя либо цельную литую конструкцию из чугуна, либо сварную конструкцию из металлопрофиля. При выборе настольного токарно-винторезного станка стоит отдать предпочтение той модели, станина которой отлита из чугуна, так как это гарантирует высокую жесткость, и чугун обеспечивает гашение вибраций, возникающих в процессе работы. Кроме того, изготовление литых станин требует специально оборудованного литейного цеха и означает то, что производитель выпускает данную модель серийно и ее производство отлажено, что предполагает более высокое качество. Стоит учесть, что направляющие станины должны быть закалены и точно обработаны по рабочим плоскостям, а также строго прямолинейны и взаимно параллельны, так как от этого зависит точность обработки деталей.
Передняя бабка
Передней бабкой называется часть токарного станка, служащая для поддержания обрабатываемой детали и приведения ее во вращение. В корпусе передней бабки в подшипниках скольжения или качения вращается шпиндель, который передает вращение обрабатываемой детали при помощи патрона. На наружной стенке корпуса передней бабки расположены элементы управления: кнопка аварийной установки, переключатели скоростей, индикатор оборотов шпинделя станка и др.
Шпиндель приводится в движение посредством привода главного движения, передающего крутящий момент на него с электродвигателя. Привод главного движения настольных токарно-винторезных станков может быть реализован посредством коробки зубчатых передач или одно- и двуременных (рис. 2) передач, во втором случае вращение передается с вала электродвигателя сначала на промежуточный шкив, а затем с него прямо на приводной шкив шпинделя.
При выборе настольного токарно-винторезного станка не стоит опасаться отдать предпочтение оборудованию с ременным приводом шпинделя. Такая конструкция проста и одновременно эффективна:
1. Позволяет с легкостью осуществлять плановое обслуживание и ремонт;
2. Производит мало шума в виду отсутствия пар трения зубчатых колес;
3. Позволяет сократить затраты на эксплуатацию, так как ременные передачи не нуждаются в смазке и охлаждении, пропадает необходимость в масляной ванне и насосе.
При выборе станка с ременным приводом шпинделя необходимо обратить особое внимание на качество ремней, потому что именно от этого элемента будет во многом зависеть работа станка, стоит отдать предпочтение ремням известных производителей, например, немецкой фирмы
Gates. Регулирование числа оборотов шпинделя может осуществляться ступенчато и бесступенчато. Стоит обратить внимание на те модели, где обороты шпинделя регулируются бесступенчато, так как это позволяет точно подобрать режим обработки в зависимости от обрабатываемого материала заготовки и ее диаметра. Необходимо, чтобы привод позволял осуществлять реверсивное вращение шпинделя, это расширяет возможности оборудования, к примеру, обеспечивает возможность нарезать и правую, и левую резьбу.
Шпиндель
Шпиндель является наиболее ответственной частью любого токарного станка. Это стальной пустотелый вал, в коническое отверстие которого монтируют передний центр, а также различные оправки и приспособления. Сквозное отверстие в шпинделе служит для пропускания прутка при выполнении его точения. Шпиндели настольных токарно-винторезных станков вращаются в подшипниках качения (шариковых или роликовых). Одно из главных условий точной обработки деталей — это правильное вращение шпинделя. Необходимо, чтобы шпиндель под действием нагрузки не имел в подшипниках никакого люфта — ни в осевом, ни в радиальном направлениях — и вместе с тем равномерно легко вращался. Наличие слабины между шпинделем и подшипниками вызывает биение шпинделя, а это, в свою очередь, приводит к дрожанию обрабатываемой детали, а, следовательно, к неточности обработки. Таким образом, при выборе станка необходимо обратить внимание на материал и термообработку шпинделя, а также на то, чтобы в качестве опор были использованы специальные подшипники.
Задняя бабка
Задняя бабка служит для поддержания правого конца длинных деталей. В ряде случаев она используется также для установки в ней сверл, разверток, метчиков и других инструментов. Задняя бабка станка Metal Master MML 180x300 V изображена на рис. 3. Корпус задней бабки (6) расположен на плите (1), лежащей на направляющих станины. В отверстии корпуса может продольно перемещаться пиноль (2). С переднего конца пиноль снабжена коническим отверстием, в которое вставляется центр (3) или хвостовая часть сверла, зенкера и др. Перемещение пиноли производится посредством вращения маховичка (4). При помощи специальных винтов (5) можно смещать корпус относительно плиты в поперечном направлении и тем самым смещать ось пиноли задней бабки относительно оси шпинделя. К этому прибегают при точении пологих конусов.
Для обтачивания в центрах деталей разной длины плиту перемещают вместе с корпусом задней бабки вдоль станины и закрепляют в нужном положении. Закрепление бабки на станине производится зажимными болтами или с помощью эксцентрикового зажима.
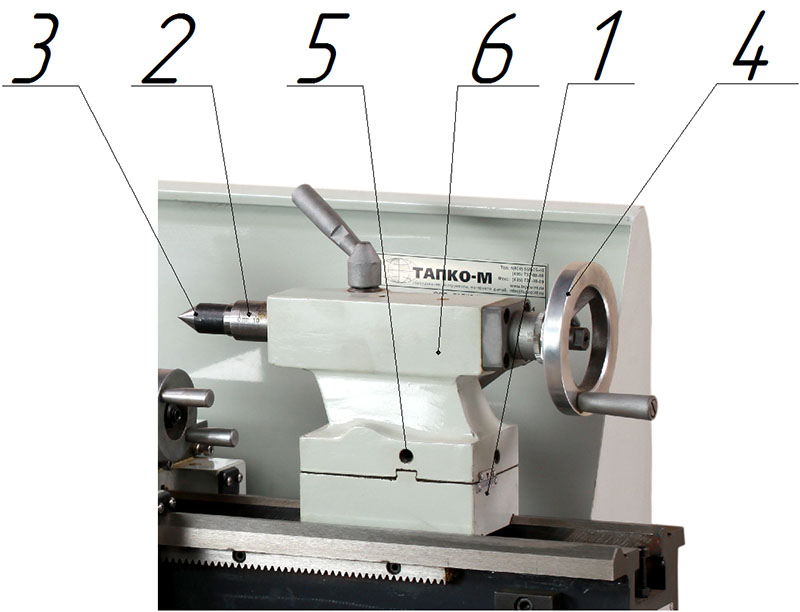
Рис. 3. Задняя бабка настольного токарно-винторезного станка.
Механизм подач Механизм передачи движения от шпинделя к суппорту состоит: из механизма изменения направления подачи; гитары со сменными зубчатыми колесами (рис. 2 поз. 4), которая дает возможность получать различные подачи (крупные и мелкие); коробки подач; ходового винта; ходового вала; фартука, в котором расположены механизмы, превращающие вращательное движение ходового вала и ходового винта в поступательное движение резца. Не во всех настольных токарно-винторезных станках имеются все перечисленные механизмы. Например, ачастую отсутствует коробка подач, подачи в таких станках изменяют сменой зубчатых колес гитары.
На стенке коробки подач обычно имеется табличка, указывающая, какие именно подачи или какие шаги резьб получаются при соответствующем подборе колес гитары. При выборе оборудования необходимо учесть, что производители настольных токарно-винторезных станков иногда используют в механизме подач шестерни из пластмасс или не термообработанных сталей, срок службы таких деталей значительно меньше чем у зубчатых колес, изготовленных из специальных сталей и прошедших соответствующую термообработку.
Суппорт
Суппорт токарного станка предназначен для перемещения резцедержателя с резцом в продольном, поперечном и наклонном к оси станка направлениях. Резцу можно сообщить движение вдоль и поперек станины как механически, так и вручную. Общий вид суппорта станка Metal Master MML 180x300 V представлен на рис. 4. Нижняя плита суппорта (1), называемая кареткой или продольными салазками, перемещается по направляющим станины механически или вручную, и резец движется в продольном направлении. На верхней поверхности каретки имеются поперечные направляющие (2) в форме ласточкина хвоста, расположенные перпендикулярно к направляющим станины. На направляющих перемещается нижняя поперечная часть — поперечные салазки суппорта (3), посредством которых резец получает движение, перпендикулярное к оси шпинделя. На верхней поверхности поперечных салазок расположена поворотная часть суппорта (4). Можно повернуть эту часть суппорта под нужным углом относительно направляющих станины. На верхней поверхности поворотной части расположены направляющие в форме ласточкина хвоста, по которым при вращении рукоятки перемещается верхняя часть — верхние салазки суппорта (5).
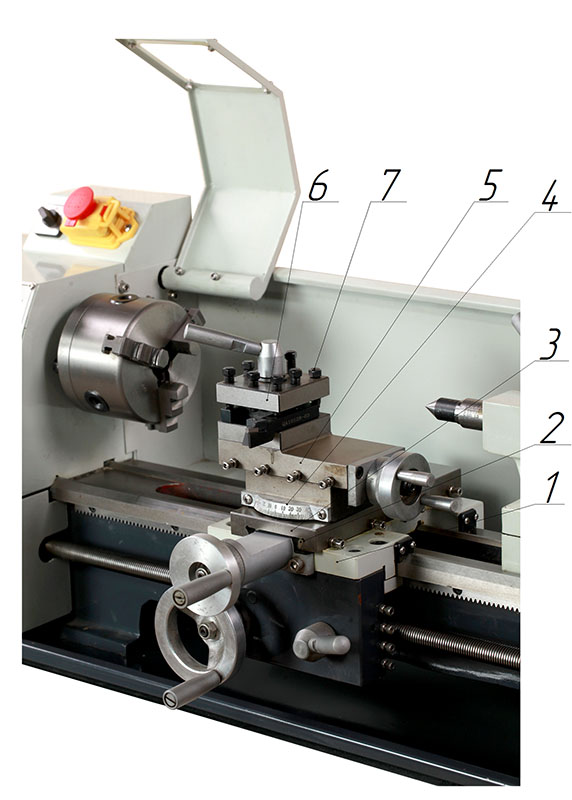
Рис. 4. Суппорт настольного токарно-винторезного станка.
Рассматривая конструкцию суппорта, обратите внимание на то, чтобы направляющие были выполнены именно в виде ласточкиного хвоста, потому что после некоторого срока работы станка, когда на боковых поверхностях направляющих появляется зазор, точность работы станка снижается. Для уменьшения этого зазора до нормальной величины на направляющих типа ласточкин хвост предусмотрена возможность подтянуть имеющуюся для этих целей клиновую планку. На верхней части суппорта устанавливают резцедержатель (6) для закрепления резцов. Резцедержатели бывают различных конструкций. Чаще всего на настольных токарно-винторезных станках применяют четырехгранные поворотные резцедержатели. Резцедержатель устанавливается на верхней части суппорта; в нем можно закрепить винтами (7) четыре резца одновременно. Работать можно любым из установленных резцов. Для этого нужно повернуть резцедержатель и поставить требуемый резец в рабочее положение.
Конструкция суппортов настольных токарно-винторезных станков может отличаться от описанной в сторону упрощения, например, могут отсутствовать какие-либо узлы или резцедержатель будет иметь упрощенную конструкцию и возможность установки только двух резцов. Все это
снижает универсальность оборудования.
Фартук
К нижней поверхности каретки прикреплен фартук — так называется часть станка, в которой заключены механизмы для продольной и поперечной подачи и механизмы управления подачей. Поперечная подача резца производится перемещением нижней части суппорта. Для ручной продольной подачи по направляющим станины в станке служит специальный маховичок. Для более точного механического перемещения суппорта пользуются ходовым винтом. Винт приводится во вращение от привода подач. При всех токарных работах, кроме нарезания резьбы резцом,
продольная подача осуществляется при помощи жестко скрепленной со станиной зубчатой рейки и катящегося по ней зубчатого колеса, установленного в фартуке. Это колесо получает вращение либо вручную, либо автоматически. Конструкция фартука стандартна, при выборе стоит обратить внимание на материал ходового винта и подшипники на которых он смонтирован, а также на материал и термообработку используемых шестерён.
ВЫВОДЫ
Конструкция настольных токарно-винторезных станков во многом похожа на конструкцию хорошо известных и распространенных универсальных токарных станков. Однако существуют и некоторые особенности, использование которых позволяет сократить габаритные размеры и массу станков, упростить эксплуатацию и техническое обслуживание. Не стоит опасаться эксплуатации оборудования, привод главного движения которого реализуется ременными передачами, а число оборотов шпинделя регулируется во всем диапазоне чисел оборотов. В тоже время, обращайте пристальное внимание на материалы, из которых изготовлены нагруженные и моментопередающие детали и узлы станка, они должны быть отшлифованы и термообработаны, а также на подшипники, на которых смонтированы наиболее ответственные детали станка — шпиндель и ходовой винт.
Никита Владимирович Канатников, к. т.н.
эксперт центра НИОКР Metal Master
Тел. 8 (800) 775-78-34
www.metalmaster.ru






