
В статье рассмотрены основные схемы гибки труб с приложением крутящего момента, вопросы влияния скручивания на изменение величины утонения/утолщения стенки трубной заготовки на внешнем и внутреннем радиусах колена трубы. Показано, что введение крутящего момента,
а с ним и осевых сил в гибочный процесс трубной заготовки способствует созданию желаемых сдвиговых деформаций в зоне формоизменения колена трубы. Ранее влияние скручивания трубной заготовки в зоне перегиба целенаправленно не изучалось.
В основе процессов гибки труб лежат положения общей теории изгиба, характеризующейся утонением (smin < sн) стенки трубы (s0) на наружном радиусе её погиба и утолщением (smax > s0) на внутреннем, связанное с тем, что при гнутье разные части трубы испытывают нагрузки разного типа (растяжение/сжатие). Отмеченное напрямую зависит от величины радиуса погиба (R0): чем больше радиус погиба стремится к минимальному значению (R0 → Rmin), тем больше выражена разница между толщиной стенки трубы наружного и внутреннего радиусов погиба
smax / smin > 1 и тем больше поперечное сечение трубы стремится принять форму овала
θ = ((Dmax – Dmin) / D0) ∙ 100%.
С технологической точки зрения величину радиуса погиба (R0) можно привязать к толщине стенки трубной заготовки (s0).
Известно, что величину проходного сечения трубопровода выбирают от требуемой производительности прокачки рабочей среды, а при определении номинальной толщины стенки трубы к расчетной по давлению величине прибавляют суммарную прибавку компенсаций на максимальное утонение стенки трубы, связанную с технологией операции гибки, минимальным допуском на изготовление, компенсацией коррозии на время эксплуатации, условиями эксплуатации и т. д. [1]. Следовательно, с экономической точки зрения необходимо стремиться к уменьшению радиуса погиба трубы, так как это приводит к уменьшению требуемой толщины стенки, что существенно отражается на массогабаритных параметрах трубопровода.
Существующие методы изготовления трубопроводов из углеродистых, нержавеющих сталей, алюминиевых сплавов, цветных металлов с использованием охлаждённых наполнителей при холодной технологии гибки или трубопроводов больших диаметров, а также трубопроводов из труднодеформируемых сталей с использованием нагретого песка при горячей технологии гибки труб, в том числе штамповки отдельных сегментов колен труб с последующей сваркой патрубков, характеризуются пониженной герметичностью, недостаточной точностью координат стыковочных поверхностей, значительным объёмом ручных доводочных работ, низким качеством сборки при малой производительности ручного труда.
С точки зрения живучести конструкций трубопроводов летательных аппаратов важную роль играет форма угловых переходов колен труб, к которым предъявляются жёсткие требования на появление браковочных признаков, влияющих на ресурс эксплуатации в условиях высоких давлений и окислительных сред. С экономической точки зрения уменьшение массогабаритных размеров колен труб приводит к уменьшению толщины стенки трубопроводов, что приводит к увеличению полезной массы, выводимой на орбиту летательным аппаратом. Кроме того, производство трубопроводов характеризуется большой номенклатурой деталей и малой серийностью изготовления.
В жидкостном ракетном двигателе (ЖРД) конструкция трубопроводов отличается сложной пространственной конфигурацией с многочисленными изгибами в различных плоскостях, существенным разнообразием типоразмеров труб и плотной упаковкой трубопроводов. Большой диапазон разброса наружного диаметров труб (Dн) от 8 до 120 мм и радиусов погиба R0 = (0,75÷∞) Dн одного вида ЖРД летательного аппарата приводит к необходимости содержать большой парк трубогибочных станков, отличающихся друг от друга методами гибки: обкаткой, намоткой, поворотным рычагом и гибкой проталкиванием.
С точки зрения экономики производства и производительности труда нерентабельно иметь большой парк трубогибочных станков при единичной серии производства летательных аппаратов, включающих сравнительно небольшое единичное количество изделий ЖРД. Данный вопрос решается путём создания многоцелевого трубогибочного оборудования, способного изготавливать многоколенные пространственные трубопроводы, включающие все существующие виды технологий гибки труб, работающие как в автоматическом цикле по вводимой в систему управления ЧПУ, например, NCT104/FS-программе, так и в ручном режиме (рис. 1) [2].
а) 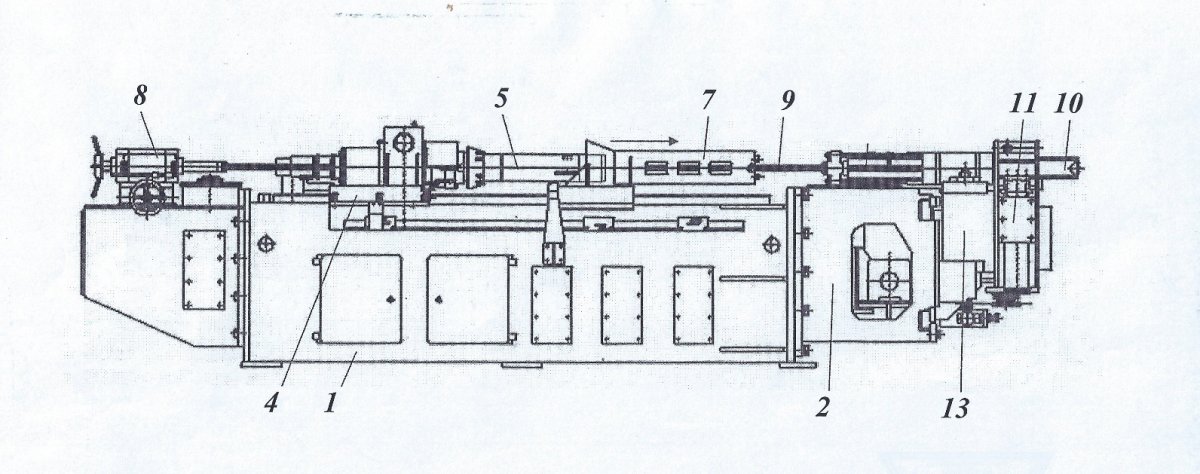
б) 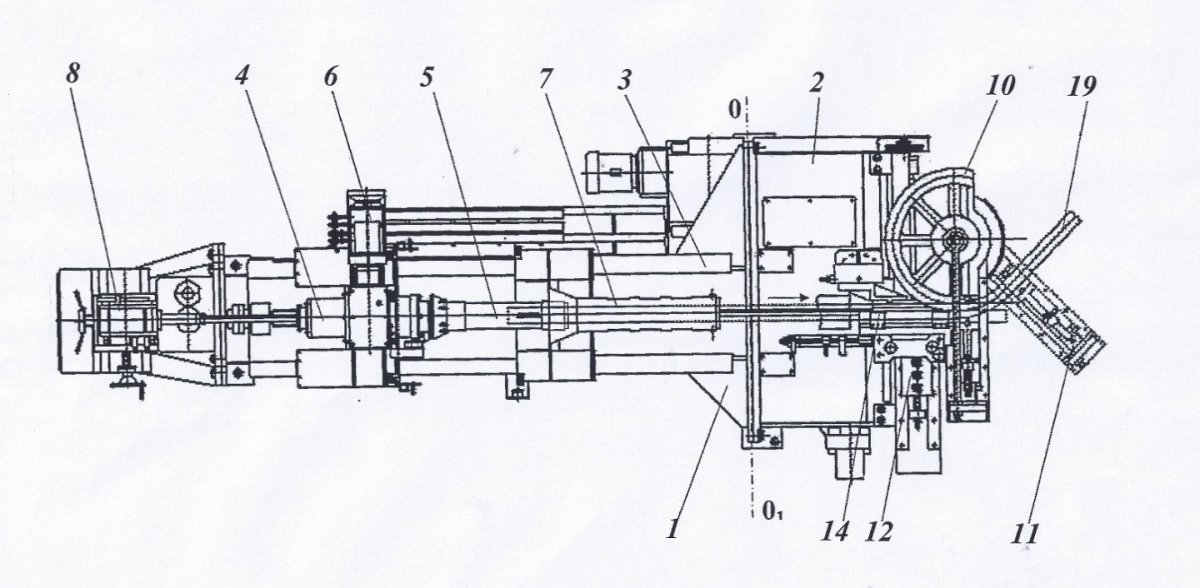
1 — станина; 2 — гибочная головка; 3 — направляющие; 4 — каретка продольной подачи; 5 — цанговый патрон; 6 — механизм реверсивного вращения цангового патрона; 7 — люнет; 8 — механизм выдвижения дорна; 9, 10 — гибочный шаблон; 11 — гибочный кронштейн;
12 — каретка перемещения бустера; 13 — каретка поперечной подачи; 14 — прижимная матрица; 15 — гибочный ролик; 16 — прижимная матрица; 17 — опорные ролики; 18 — упор; 19 — трубная заготовка
Рис. 1. Схема универсального трубогибочного станка модели СТОПН‑80: а) вид спереди, б) вид сверху
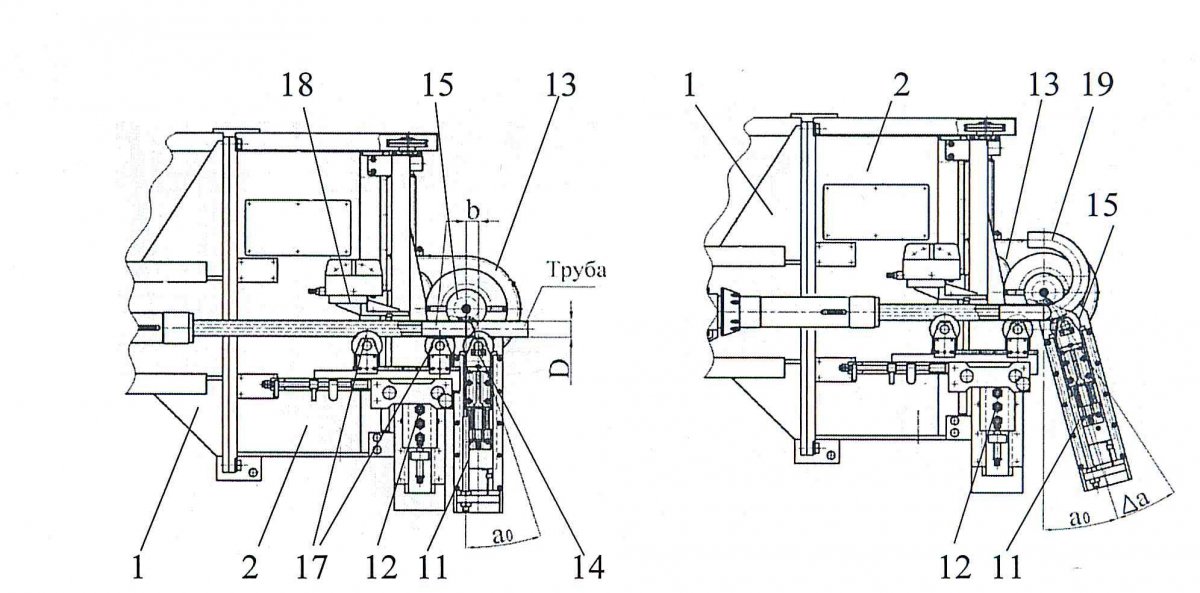
После доработки гибочной головки 2 и модернизации стола опорной платформы 20 (рис. 2) [3] СТОПН‑80Д обеспечил реализацию всех четырёх схем гибки труб за счёт сменного гибочного инструмента, включающего гибочный шаблон (обкатка, намотка, рис. 3), опорные и гибочные ролики (проталкивание трубы, рис. 4) [4], опорную, прижимную матрицы с подвижной опорной платформой (гибка поворотным рычагом, рис. 2).
а) 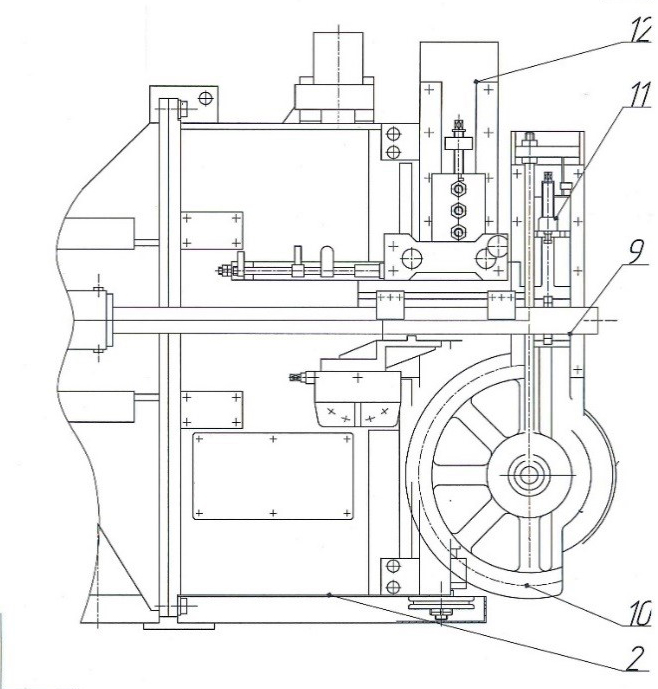
б) 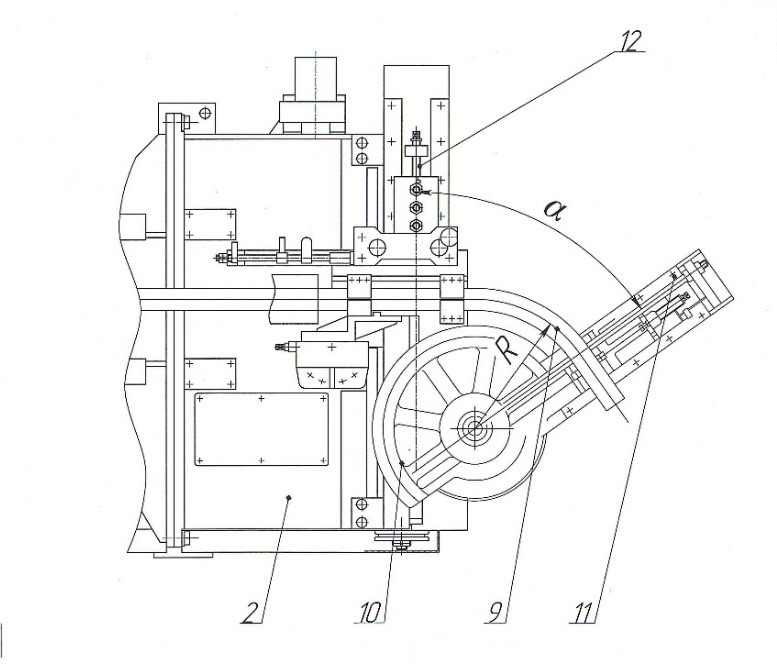
Рис. 2. Схема гибки поворотным рычагом: а) исходное положение, вид сверху б) конечное положение гибки поворотным рычагом при повороте кронштейна на угол α, вид сверху
а) 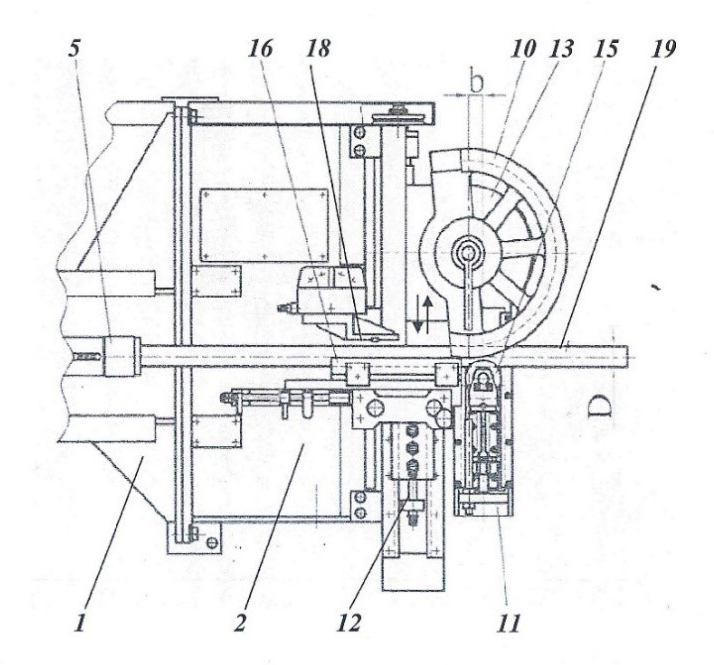
б) 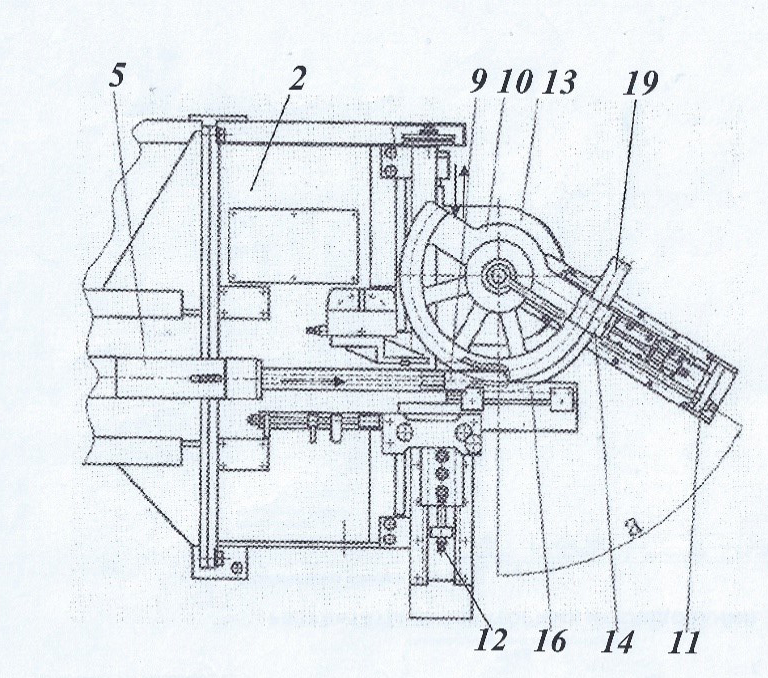
Рис. 3. Работа гибочной головки станка в режиме обкатки трубной заготовки вокруг гибочного шаблона и намотки трубной заготовки на гибочный шаблон: а) обкатка трубы, исходное положение; б) намотка трубы, конечное положение
а) б)
Рис. 4. Работа гибочной головки станка в режиме проталкивания трубной заготовки через сменный опорный гибочный шаблон: а) гибочный шаблон минимального диаметра, исходное положение; б) гибочный шаблон минимального диаметра, конечное положение; α — угол поворота отклоняющего ролика, ∆α — угол поворота отклоняющего ролика, b — начальное плечо гиба, D — наружный диаметр трубы
Известные способы гибки труб и реализующее их трубогибочное оборудование не обеспечивают допустимые ГОСТ разнотолщинность, утонение/утолщение стенок колена трубы, овализацию поперечного сечения трубных изделий в том случае, когда это касается гибки трубных заготовок на малый радиус (R ≤ 2dн), вследствие знакопеременной деформации, противоположно расположенных участков трубы, относящихся к внутреннему и внешнему радиусам изгиба колена труб. Поэтому основным недостатком устройств, реализующих указанные способы гибки труб, является дефект в виде вмятины на трубе в начале изгиба, а также складкообразование на внутреннем радиусе погиба, утонение на внешнем радиусе изогнутого колена и овализация поперечного сечения трубы.
Универсальный трубогибочный станок дает возможность за одну установку трубной заготовки получать на ней изгибы в разных плоскостях с различными радиусами погиба: от 1Dн до 25 000Dн, что позволяет снизить трудоёмкость изготовления деталей из трубных заготовок за счёт исключения ручных и доводочных работ. Технология изготовления трубных изделий на рассматриваемом трубогибочном станке позволяет проводить последовательное чередование всех четырёх отмеченных выше схем гибки трубных изделий.
Немонотонная гибка трубной заготовки реализуется по следующим схемам:
— гибка обкаткой: выполняется для получения заданного радиуса изгиба трубы R > 3Dн, для толстостенных труб необходимо определённое соответствие между величиной стенки и внешним диаметром:
1 ≤ ( s / dн) ≥ 0,5;
— гибка намоткой: получают радиусы погиба R ≤ 2,5Dн для труб, имеющих соотношение
( Dн / s ) > 40;
— гибка поворотным рычагом: позволяет получать трубы малого радиуса погиба R ≤ 2,5dн для тонкостенных труб отношением толщины стенки к наружному диаметру меньше трёх сотых
( s / Dн ) < 0,03;
— гибка проталкиванием: позволяет получать трубы малого радиуса погиба R ≤ 1,5dн для тонкостенных труб отношением толщины стенки к наружному диаметру аналогично методу гибки поворотным рычагом.
Гибка со скручиванием зоны перегиба колена трубы частично выравнивает толщину стенки трубы за счёт создания в толще стенки сдвиговую деформацию при одновременном осевом растяжении/сжатии, однако этого недостаточно для гибки труб на малый радиус R ≤ 2,5dн с относительной толщиной стенки s > 0,03.
Результаты экспериментальных работ по холодной монотонной гибке труб со скручиванием показывают повышение качества трубных изделий (отсутствие гофрообразования) и возможность регулировки утонение/утолщение стенок колен труб на 4% при уменьшении энергосиловых параметров трубогибочного станка на 20–22% [5].
На рис. 5 представлены схемы гибки с кручением по круглому шаблону (рис. 5а), гибки поворотным рычагом (рис. 5б) и гибки проталкиванием через гибочный ролик (рис. 5в).
а) 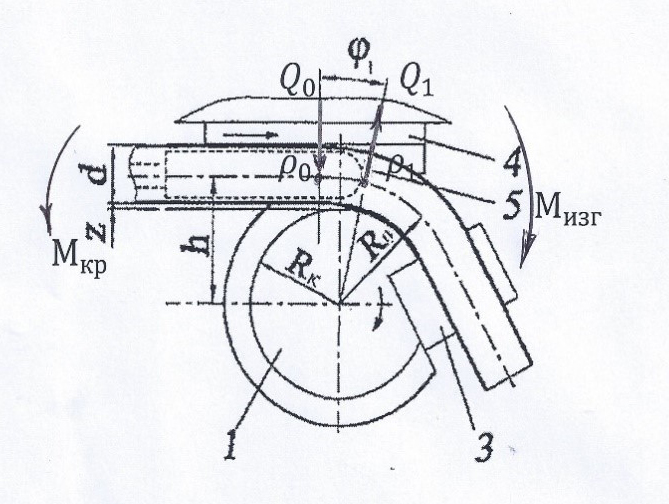
б) 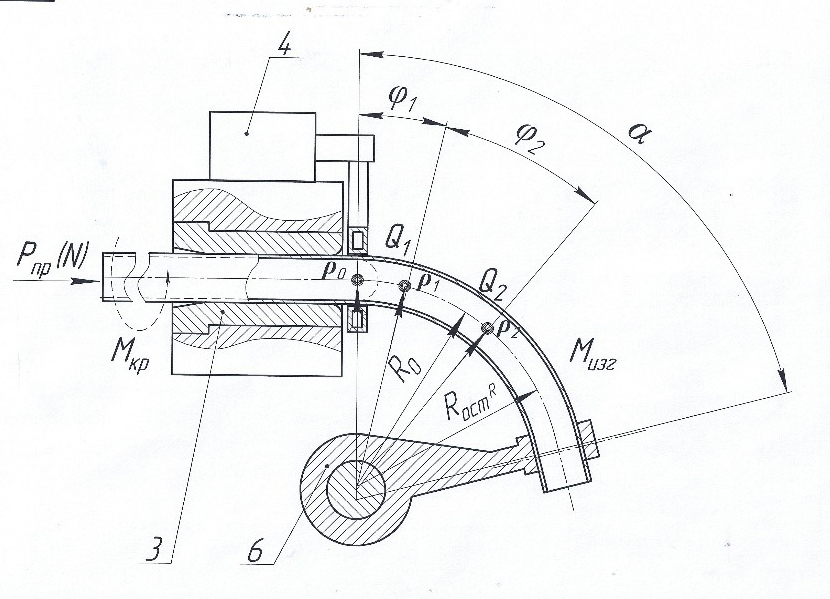
в) 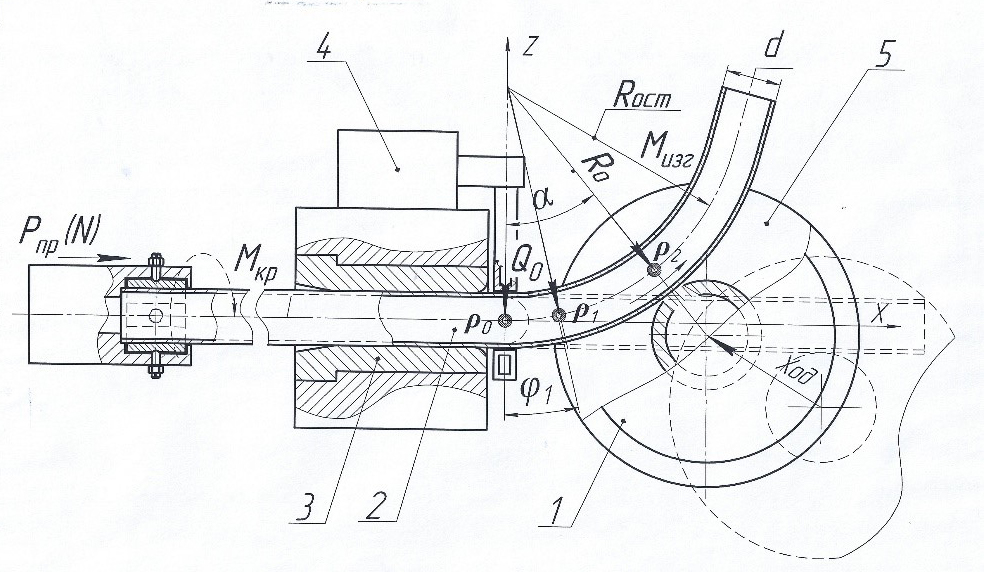
1 — гибочный ролик, 2 — трубная заготовка, 3 — прижимная (направляющая) втулка, 4 — индуктор, 5 — устройство скручивания; ρ0 – ρ1 — зона активного деформирования (гибки); ρ0 – ρ1– зона пассивного деформирования (разгрузки); Q0 — поперечная внешняя сила; Q1 — поперечная внутренняя сила; R — переменный радиус оси трубы на участке ρ0 – ρ1; 0 ≤ R ≤ R0; N — внешняя толкающая сила; φ1 — угол наклона нормали к оси трубы в точке ρ1; d — наружный диаметр трубы
Рис. 5. Основные схемы гибки труб со скручиванием зоны перегиба: а) схема гибки труб намоткой, б) схема гибки труб поворотным рычагом, в) схема гибки труб проталкиванием
Показано [5], что дозированное кручение осуществимо при наматывании трубы на копир (рис. 5а) [6] или проталкивании через ролики (рис. 5б) [4]; в первом случае основную работу выполняет момент Mизг на валу копира (рис. 5а), во втором — толкающая сила Pпр (N) (рис. 5в), в третьем — две составляющие: толкающая сила Pпр (N) и момент Mизг (рис. 5б).
В зоне активного холодного деформирования (гибки) ρ0 – ρ1 радиус оси R изменяется от ∞ до заданного значения R0, крутящий момент и перерезывающая сила остаются неизменными ввиду малых значений угла φ1 [7]. Поперечная сила прикладывается через ползун, плечо ее равнодействующей Q0 относительно точки ρ1 составляет около 2,5d [8].
Холодная гибка в роликах происходит одновременно с упругой разгрузкой. На участке ρ1 – ρ2 момент внутренних сил в плоскости гибки уменьшается до нуля, а кривизна оси приобретает остаточное значение 1/Rост. За пределами контакта с выходным роликом изогнутый участок имеет спиральную форму вследствие разгрузки от крутящего момента. Под действием кручения снижается толкающая сила N, что важно учитывать, так как осевое сжатие тонкостенных труб может образовывать гофры [3]. Перерезывающая сила скачкообразно изменяется в точке ρ1, нарушая монотонный характер сдвигов сечений. Из равенства работ внешних и внутренних сил следует:
N = Mизг / Rост, где N — проталкивающая сила.
Реакции роликов определяют из условий статического равновесия деформируемого участка заготовки [7].
Холодная деформация кручения прямого участка трубы γпр считается близкой к предельному упругому значению γ02.
При z = 0 в трубной заготовке скачкообразно наступает пластическое состояние в связи с появлением сдвига γух,0 от перерезывающей силы, одновременно с этим резко возрастает деформация кручения γкр,0, определяемая из трансцендентного уравнения:
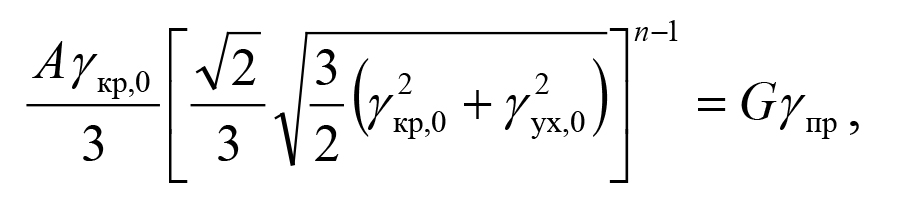
где А и n — константы степенной функции напряжения текучести; G — модуль сдвига.
Значение γух,0 известно и служит для косвенного задания zp1, т. е. длины участка ρ0 – ρ1.
Касательные напряжения τух и τкр равномерно распределены по сечению трубы на границе зоны гибки при z = 0.
Перемещения кручения подсчитываются приближённо:
Приведённые ниже результаты расчётов получены в вычислительной среде MathCAD с исходными данными: материал трубы — сталь 20, показатели механических свойств: А = 748 МПа, n = 0,15, G = 77000 МПа, γ02 = 0,0026, диаметр трубы d = 33 мм, толщина стенки t = 3 мм, длина зоны гибки zр1 = 2… 3d, кручение прямого участка заготовки γпр выражали через предельную упругую деформацию сдвига γ02.
В результате перехода материала в пластическое состояние при z = 0 деформация γпр порядка 10–3 возрастает в несколько раз. На выходе из зоны гибки ее значения близки к r/R0 и практически неизменны в рассматриваемом диапазоне zр1 = 2…3d. Рассчитанное уменьшение работы изгиба, вызванное кручением, составило 20…22%.
Рисунок 6 иллюстрирует расчёт холодной гибки трубы с кручением по заданным в 4‑х сечениях относительным значениям кривизны изогнутой оси κjR0.
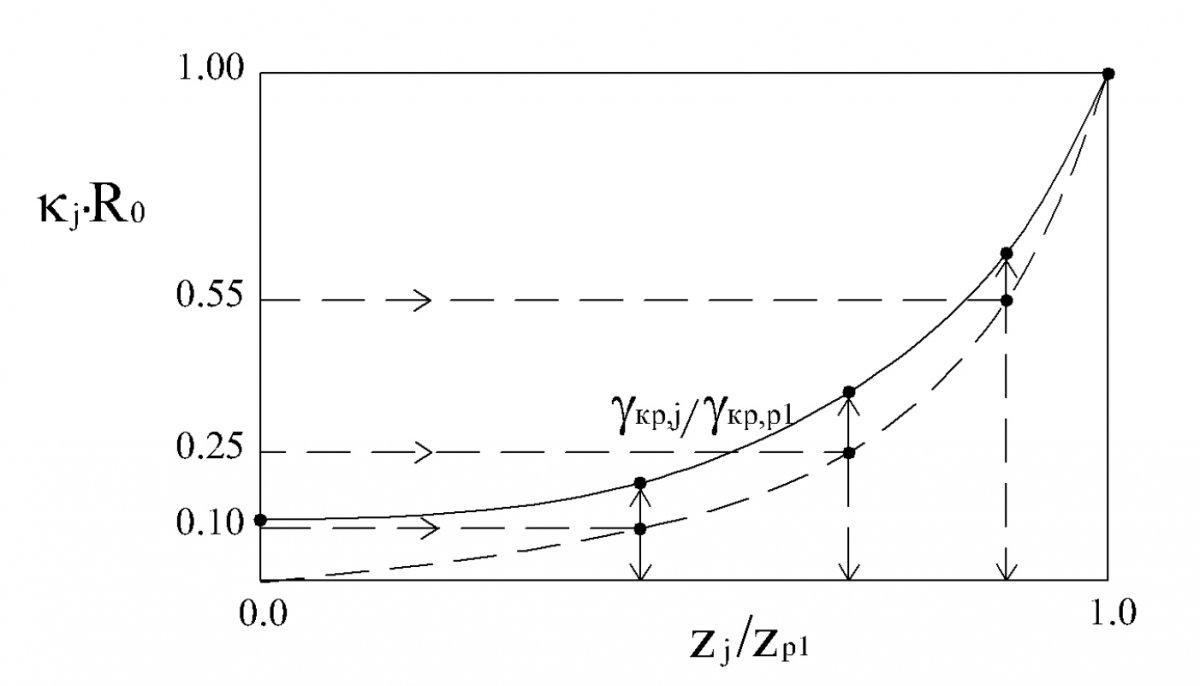
– – – — график кривизны оси;
–––– — график деформации кручения в зоне гибки, отнесённой к деформации кручения при z = ρ1
Рис. 6. Изменение кривизны оси трубы и деформации кручения в зоне гибки, где κj R0 — обобщённое обозначение дискретных значений (0; 0,1; 0,25; 0,55; 1,00) кривизны изогнутой оси, отнесённой к величине 1/R0; zp1 — координата z точки ρ1; zj — координаты z точек, в которых относительная кривизна изогнутой оси κj R0 принимает значения 0; 0,1; 0,25; 0,55; 1,00.
Выходные данные расчёта относительной координаты zj /zр1. при γпр = γ02, zр1 = 2d и R0 /d = 6 представлены на кривой (рис. 6) жирной точкой (•).
Окончательный вид полиномов, соответствующих кривым, представленым на рис. 6:

Интегрирование по z полученного выражения кривизны оси с подстановкой z = zр1 дает значение угла φ1 — наклона оси трубы на границе зоны гибки (показано на рис. 5).
Мгновенное приращение деформации εz

Относительное удлинение материального волокна трубы на выходе из зоны гибки в диапазоне 0 ≤ z ≤ zp1 может быть представлено уравнением:
εz = ∫dεzdz. (2)
На рис. 7 приведены графики функций εz (1) и (2) (верхняя и нижняя сплошные линии), рассчитанные по исходным данным (рис. 6), а также величины r sinα /R0 — относительного удлинения материального волокна при гибке трубы без кручения.
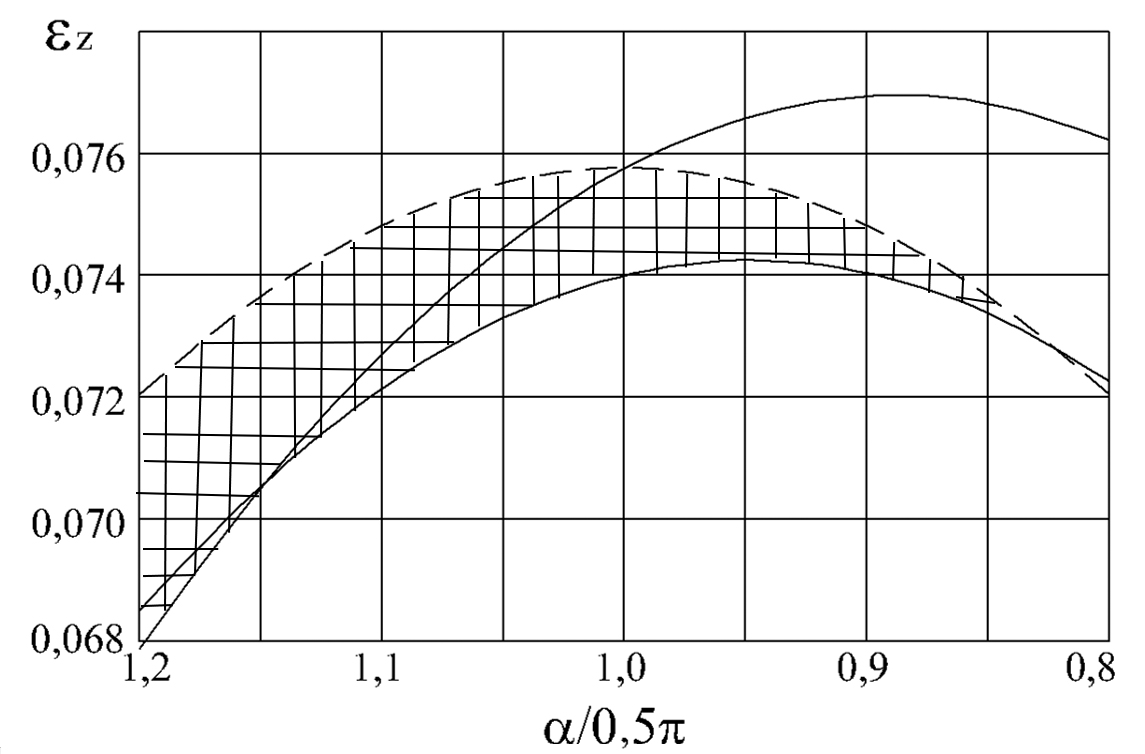
Рис. 7. Результаты расчёта деформаций εz в окрестностях их максимума:
εz — линейная деформация в направлении оси z; ––––– — график εz при изгибе с кручением; – – – — график εz без учёта кручения;
α — угловая полярная координата в формуле εz (1);  — область уменьшения утонения стенки трубы при гибке труб со скручиванием.
— область уменьшения утонения стенки трубы при гибке труб со скручиванием.
Экстремумы функций εz (1) и (2) смещены относительно плоскости гибки в направлении, обратном повороту сечений. Их значения по сравнению с гибкой без кручения отличаются примерно на 4% в большую и меньшую сторону, соответственно зонам растяжения и сжатия изгиба колена трубы.
Утонение стенки трубы зависит от величины относительного перемещения кручения uкр /r и расстояния между местом «заделки» трубы — началом скручивания и местом изгиба (ρ0 – ρ1) колена трубы. При этом величина относительной степени деформации в любом случае достаточна для её учёта, так как она гораздо больше той, что вызывают другие неучтённые факторы, например, смещение нейтральной линии относительно центра сечений трубы (1%) [9, 10], и превосходит эффективность деформации, полученную от градиентного нагрева (3%) при горячей узкозональной гибке труб [11].
В реальных условиях трубного производства известно: чем меньше расстояние между местом «заделки» трубы и местом перегиба (ρ0 – ρ1) колена, тем больший вклад в уменьшение разностенности (sн /sвн) сечения изгиба колена трубы вносит приращение величины деформации от скручивания, где sн — толщина стенки колена трубы внешнего радиуса погиба, sвн — толщина стенки колена трубы на внутреннем радиусе погиба.
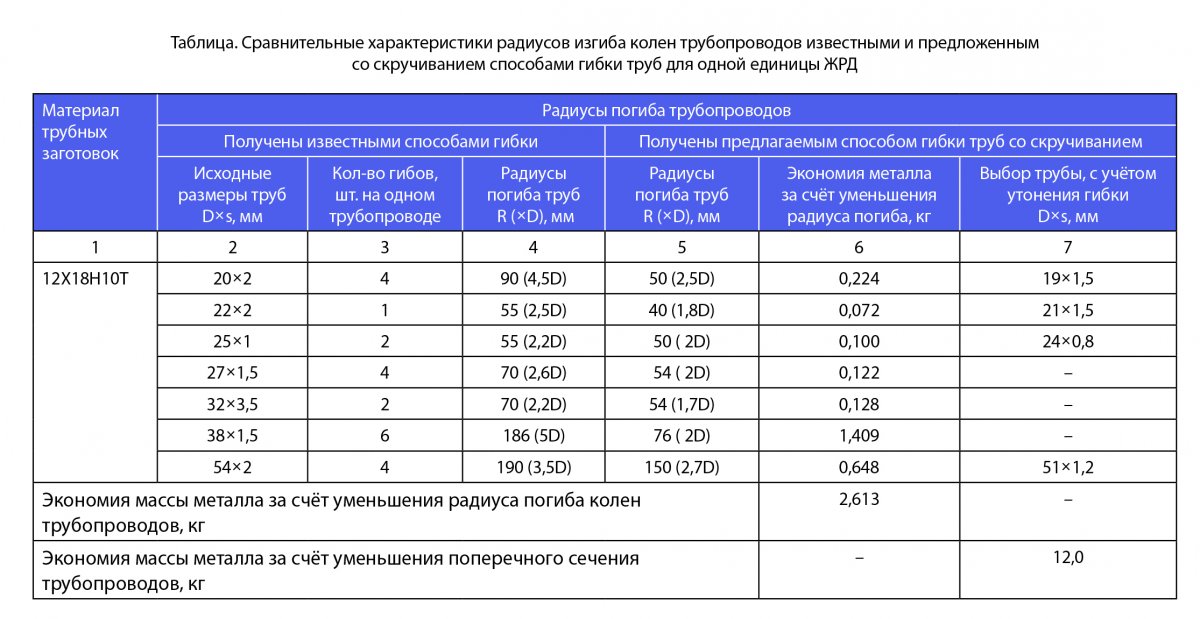
Трубопроводы широко применяются в жидкостных ракетных двигателях (ЖРД) и уменьшение радиуса погиба колена трубы, как правило, ведёт за собой и уменьшение толщины стенки трубопровода, что способствует уменьшению всей его массы. На рис. 8 представлена типовая монтажная схема труботранспортной системы камеры ЖРД, в таблице — сравнительные характеристики радиусов изгиба колен традиционными и предложенными методами холодной монотонной гибки труб.
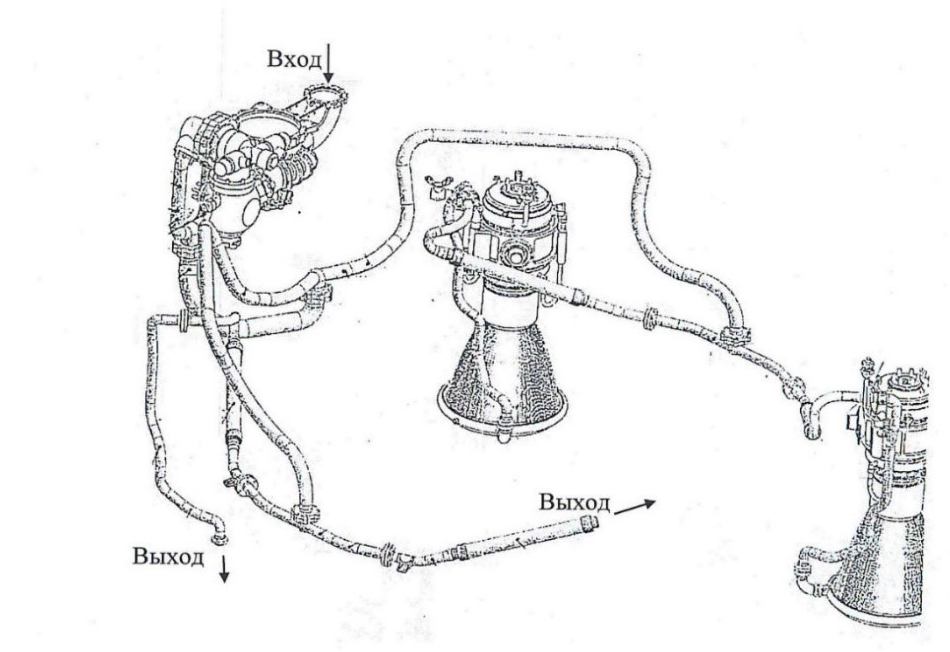
Рис. 8. Типовая монтажная схема труботранспортной системы камеры ЖРД
Исходя из того, что средняя стоимость доставки одного килограмма полезного груза на околоземную орбиту составляет порядка $40 000 [12], уменьшение веса трубопровода на одном ЖРД дополнительно позволит увеличить полезный груз, только за счёт уменьшения радиуса погиба колен трубопроводов — на сумму $104 520 и дополнительно на сумму $480 000 за 12 кг экономии массы трубопровода (например, для ЖРД‑0110Р), что в совокупности составит порядка $584520.
С учётом того, что количество ЖРД на ракетоносителе (РН) первой ступени составляет не менее четырёх (рис. 9), дополнительно можно вывести на орбиту массу полезного веса на сумму не менее $2 338 080.

Рис. 9. Ракетоноситель США Space Launch System Lift Capabilities
В качестве сравнительного примера — перевозка 1 кг груза полезной массы на РН Minotaur IV (орбитальной научной корпорации США) или на Space Launch System Lift Capabilities (рис. 9) составляют порядка $88 000 [12, 13].
Заключение
При холодной гибке труб можно управлять осевыми (εz) и круговыми (εΘ) деформациями, которые формируют профиль поперечного сечения колена трубы, а кручение повышает предельную деформацию материала трубы на 100%.
Приложенный к изгибаемой трубе крутящий момент реализуется силовыми или кинематическими средствами. Регулировка крутящего момента обеспечивает заданное числовое значение величине стенки трубы (утонение/утолщение), изгибаемой в колено. Кинематические средства осуществляются оборудованием с числовым программным управлением, которое поддерживает равным zр1 заданный угол поворота трубной заготовки uкр, р1 /r и поступательное перемещение трубы в зону гибки.
Предложенная инженерная методика расчета монотонной холодной гибки труб позволяет учитывать соотношение uкр, р1 / (rzр1), отвечающее за потерю продольной устойчивости и пластическое деформирование прямого участка трубы до его прохождения через зону гибки.
Уменьшение радиуса погиба колена трубы позволяет существенно снизить массогабаритные размеры трубопровода.
Литература
- ГОСТ 32388–2013 Трубопроводы технологические. Нормы и методы расчёта на прочность, вибрацию и сейсмические воздействия. Москва: Стандартинформ 2016.
- Котов А. Н., Кривенко Г. Г., Вайцехович С. М. и др. Универсальный трубогибочный станок для изготовления трубных изделий многоколенной пространственной формы / Заготовительные производства в машиностроении. № 12. М.: Машиностроение, 2011. С. 31–35.
- Вайцехович С. М., Кривенко Г. Г. Новое направление в технологии гибки трубопроводов / Вестник «НПО «Техномаш». 2016. № 1. С. 11–12.
- Вайцехович С. М., Рубцов И. С., Кривенко Г. Г. Разработка технологии гибки трубопроводов скручиванием зоны изгиба / Заготовительные производства в машиностроении. Том 15. № 3. М.: Машиностроение. 2017. С. 111–114. ISSN: 1684–1107.
- Вайцехович С. М., Муртазин Д. А., Вдовин С. И. Пластический изгиб и кручение при холодной гибке труб / Кузнечно-штамповочное производство — обработка металлов давлением (КШП-ОМД). 2021 № 6.
- Гальперин А. И. Машины и оборудование для изготовления криволинейных участков трубопроводов. М.: НЕДРА, 1983. 203 c.
- Вдовин С. И. Теория и расчеты гибки труб / М.: Машиностроение, 2009. 95 с.
- Никитин, В. А. Проектирование станков холодной и горячей гибки труб. СПб.: ОАО «ЦТСС». 2011. 236 с.
- Ренне И. П. Методика построения диаграммы пластичности путем испытания цилиндрических образцов в условиях совместного кручения и растяжения / И. П. Ренне, В. А. Огородников, В. Г. Нахайчук // Проблемы прочности. 1976. № 6. С. 142–145.
- Аркулис Г. Э., Дорогобит В. Г. Теория пластичности: учебное пособие для вузов. М.: Металлургия, 1987. 352 с.
- Долгополов М. И., Евсюков С. А. Определение утонения тонкостенных труб при гибке с узкозональным градиентным нагревом / Известия ТулГУ. 2019. № 5. С. 345–355.
- https://zen.yandex.ru/media/cosmos_news/skolko-stoit-dostavka-1-kg-gruza....
- https://aboutspacejornal.net/2016/03/07/сравнительная-стоимость-запуска-пол/Журнал «Всё о космосе».
Источник журнал "РИТМ машиностроения" № 4-2021
Еще больше новостей |





