
Не секрет, что новое направление транспортного машиностроения, получившее название «электромобильность», находится в стадии бурного развития. Поэтому не стоит удивляться результатам одного из новейших исследований, проведенных консалтинговой компанией Strategy Analytics, согласно которому к 2025 году прогнозируется увеличение объемов производства электромобилей до уровня в 25% от всего мирового авторынка. Но не стоит забывать, что, во-первых, данный сектор включает все формы электромобильности (то есть гибридные автомобили, приводы на топливных элементах и непосредственно электромобили), а во-вторых, рынки в глобальном масштабе очень неоднородны. Предполагается, что 50% производства будет приходиться на долю Китая, а остальные 50% – на долю всех других стран мира.
На неоднородных рынках действует множество производителей, присутствует еще большее количество моделей и одновременно множество систем приводов. Кроме того, три четверти автомобилей, как и прежде, будут оснащаться традиционными двигателями внутреннего сгорания. Планировщики производства и субпоставщики автопрома находятся с сложном положении: как же реагировать на такое разнообразие выпускаемой продукции и увеличение объемов производства?
Компания EMAG Maschinenfabrik уже на протяжении многих лет дает ответ на этот вопрос, предоставляя широкий спектр комплексных решений для производства деталей, используемых в автомобильных трансмиссиях.

Драган Иванович, руководитель отдела технологических продаж компании EMAG Maschinenfabrik GmbH
Серия станков VLC производства группы EMAG позволяет реализовать широкий спектр технологий обработки: токарная обработка, сверление, фрезерование, зубофрезерование, шлифование, обработка как незакаленных, так и закаленных деталей – в общем, все операции, необходимые для создания комплексных технологических линий. «Станки VLC позволяют нам полностью обеспечить всю технологическую цепочку производства деталей коробок передач от заготовки до готовой детали», – объясняет Драган Иванович, руководитель отдела технологических продаж компании EMAG Maschinenfabrik GmbH. – При этом заказчик пользуется всеми преимуществами унификации конструкции наших станков, а именно одинаковой высотой передачи деталей со станка на станок и встроенной системой Pick-up автоматизации, которые и обеспечивают простое объединение отдельных станков в линию».

Вертикальные станки EMAG, совершившие революцию на рынке почти 30 лет назад, обязаны своим успехом системе Pick-up автоматизации. Каждый станок серии VLC оснащен накопителем для заготовок и готовых деталей, а также главным шпинделем, который самостоятельно осуществляет загрузку деталей на обработку и выгрузку обработанных деталей. Таким образом обеспечивается минимальное вспомогательное время и высокая производительность обработки.
«Разумеется, станок VLC 200 GT, который мы разработали специально для комбинированной токарно-шлифовальной обработки, и который мы используем в самом конце технологической цепочки, также обладает всеми этими характеристиками», – добавляет господин Иванович.

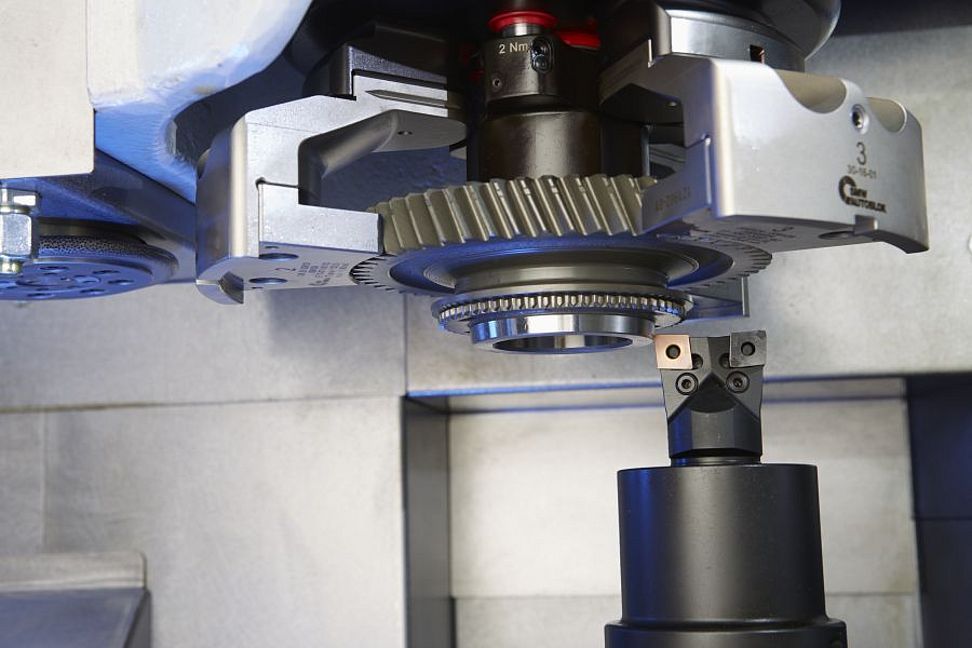
Гибкая наладка: рабочая зона может быть оснащена 12-ти позиционной револьверной головкой и шпинделями для внутреннего и наружного шлифования
Комплекс технологических процессов для обработки шестерен коробок передач
Выпущенный на рынок в 2016 г. станок VLC 200 GT был разработан специально для комплексной обработки шестерен коробок передач. «Благодаря возможности обработки огромных партий деталей и соответствию самым строгим требованиям к качеству изделий, станки VLC 200 GT идеально подходят для задач обработки шестерен коробок передач», – объясняет господин Иванович. – Мы тщательно проанализировали технологический процесс и обнаружили, что всю комплексную твердую обработку мы можем выполнять за один установ». Компания EMAG активно использует комбинацию процессов твердого точения и шлифования. Сначала выполняется предварительное твердое точение буртиков и отверстий. После этого на шестерне коробки передач остается только остаточный припуск в несколько микрометров. Процесс шлифования значительно ускоряется благодаря использованию шлифовальных кругов из корунда или CBN, а сокращенная продолжительность цикла обработки, в свою очередь, в два раза сокращает затраты – как расходы на инструмент, так и общие затраты на единицу продукции. В то же время комбинация токарной и шлифовальной обработки улучшает общее качество обработки: если после токарной обработки нужно снимать лишь незначительный припуск, то параметры шлифовального круга можно подобрать исходя из требуемого конечного качества поверхности. На станке VLC 200 GT достижимы параметры шероховатости Rz менее 1,6 мкм.

VLC 200 GT оснащен мощным шпинделем для наружного шлифования.
Рабочий шпиндель мощностью 22 кВт позволяет выполнять быстрое твердое точение.
Технологическое решение для обработки компонентов бесступенчатых коробок передач
Несмотря на то, что шестерни коробок передач и после 2025 года останутся одними из самых широко применяемых деталей в автомобильной промышленности, тенденция электромобильности будет способствовать возрождению некоторых «старых» концепций коробок передач. Драган Иванович объясняет: «Наблюдается тенденция перехода к бесступенчатым коробкам передач. Это объясняется их высокой эффективностью, ведь передаточное отношение регулируется не только бесступенчато, но и без прерывания тягового усилия, что позволяет обеспечить оптимальное использование подаваемой энергии и, следовательно, снижать расход топлива. Электрический заряд обеспечивает для гибридных автомобилей гораздо больший запас хода, например, круглосуточную работу от источника электроэнергии в городских условиях».
Интеллектуальный узел, в составе которого отсутствуют шестерни, обеспечивает бесступенчатое регулирование передаточного отношения, тем самым повышая комфорт вождения. Приводное усилие может передаваться стальной лентой или шарнирно-пластинчатой цепью, которые вращаются на двух осях с конусообразными дисками. От качества изготовления этих компонентов зависит очень многое - именно поэтому их высокоточную твердую обработку обычно выполняют в рамках многоступенчатого процесса на различных токарно-шлифовальных станках. При этом для твердой обработки планировщики производства не допускают возникновения даже малейших дефектов, поскольку затраты на предварительное изготовление каждой закаленной заготовки к моменту финишной обработки уже достаточно высоки. Компания EMAG берет решение этой задачи на себя.

Встроенный измерительный щуп обеспечивает стабильно высокое качество обработки.
Производственное решение для обработки шкивов бесступенчатых коробок передач
Рабочую зону станка VLC 200 GT можно легко сконфигурировать в зависимости от конкретной решаемой задачи обработки. Например, в качестве опций для установки в зоне обработки доступны шпиндели внутреннего и наружного шлифования, инструментальные блоки или уже многократно доказавшая свою высокую эффективность 12-ти позиционная револьверная головка производства EMAG. «Благодаря универсальности этого станка мы можем обрабатывать не только шестерни, но и шкивы бесступенчатых коробок передач», – продолжает господин Иванович.
Для решения этой задачи станки VLC 200 GT от EMAG оснащаются не только инструментальной револьверной головкой, но и шпинделем для наружного шлифования, который обеспечивает выполнение комбинированного процесса твердого точения и шлифования. «Такое сочетание технологических процессов позволяет нам оптимально подбирать шлифовальный круг в зависимости от требований к качеству поверхности шкива бесступенчатой коробки передач, поскольку остальные поверхности и отверстия нужно обрабатывать только для достижения требуемых характеристик», – объясняет Драган Иванович. Это ведет к снижению расходов на инструмент и сокращению времени такта, поскольку шлифовальный круг изнашивается медленнее и, следовательно, править его необходимо реже. При этом следует отметить, что станки VLC 200 GT оснащены отдельным правильным шпинделем с алмазным роликом. «Наши станки оборудованы отдельной приводной системой правки шлифовального круга и датчиками корпусного шума для обеспечения оптимального использования всех преимуществ шлифовальных кругов с CBN», – отмечает Иванович. Высокая эксплуатационная надежность в течение длительного времени и высокое качество обработки обеспечиваются также за счет использования встроенного измерительного щупа, с помощью которого выполняются проверка и корректировка диаметра и длины детали за один установ. Особое значение разработчики EMAG уделяют удобству эксплуатации станка и доступности его узлов: так, большие двери упрощают доступ к рабочей зоне, а инструменты и зажимные приспособления можно заменить быстро и легко.






