
В связи с тем, что технология плазменной резки является высокоскоростным процессом, резка отверстий малого, сравнимого с толщиной листа диаметра, связана с определенными трудностями:
• длина разгона плазмотрона оказывается меньше, чем длина окружности вырезаемого отверстия;
• применяемое во многих случаях программирование окружностей по квадрантам, когда вырезка отверстий осуществляется пятью кадрами, а существующее во всех функционального программного обеспечения (ФПО) автоматическое торможение в конце каждого кадра приводит к повышенным нагрузкам приводов и дефектам геометрии вырезаемого отверстия;
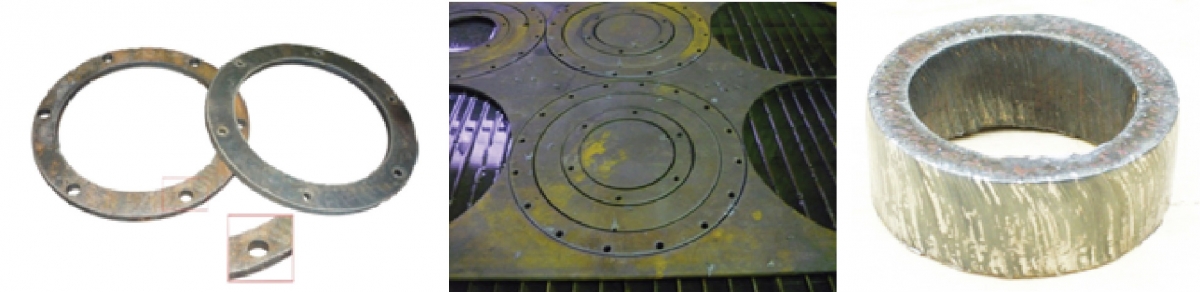
• для получения качественной безгратовой резки необходимо оптимальное соотношение диаметра сопла, тока резки и скорости движения плазмотрона, которые трудно реализовать на малых длинах реза и, соответственно на отверстиях малых диаметров неизбежно образование грата на нижней кромке (рис. 1а) [1];

а) б)
Рис. 1. а) Грат при вырезании отверстий; б) разность диаметров отверстий на верхней и нижней кромках
• отставание факела дуги при больших скоростях резки приводит к разности диаметров отверстий на верхней и нижней кромках листа (рис. 1б) [2].
В результате на многих предприятиях введено искусственное ограничение минимального диаметра вырезаемого отверстия. Как правило, отверстия диаметром меньше 50 мм вырезаются альтернативными методами.
Опыт работы фирмы НПО «Флагман» в области плазменной резки заложен в создание нового ФПО, содержащего все элементы известных отечественных и импортных программ, и помимо этого учитывающего особенности вырезки отверстий малого диаметра. Нами установлено, что базовые скорости при контурной резке и вырезке отверстий должны существенно различаться, что не позволяет реализовать традиционное ФПО. Поэтому вырезка отверстий и контуров с приемлемым качеством реализовывалась последовательно используемыми двумя программами для разных скоростей резки.
Разработанное ФПО позволяет автоматически уменьшать контурную скорость на 10–30 % при вырезке отверстий, а также автоматически учитывать изменение ускорений в начале и конце кадра. При этом установленные настройки резки в каждой управляющей программе сохраняются. Это дает возможность реализовать вырезку контура и малых отверстий детали одной программой. Пример вырезки мелких отверстий на листе толщиной 10 мм представлен на рис. 2 а, б.
а) б) в)
Рис. 2. Детали, вырезанные на МТР «Флагман»
а) б)
Рис. 3. Примеры обхода контура окружности
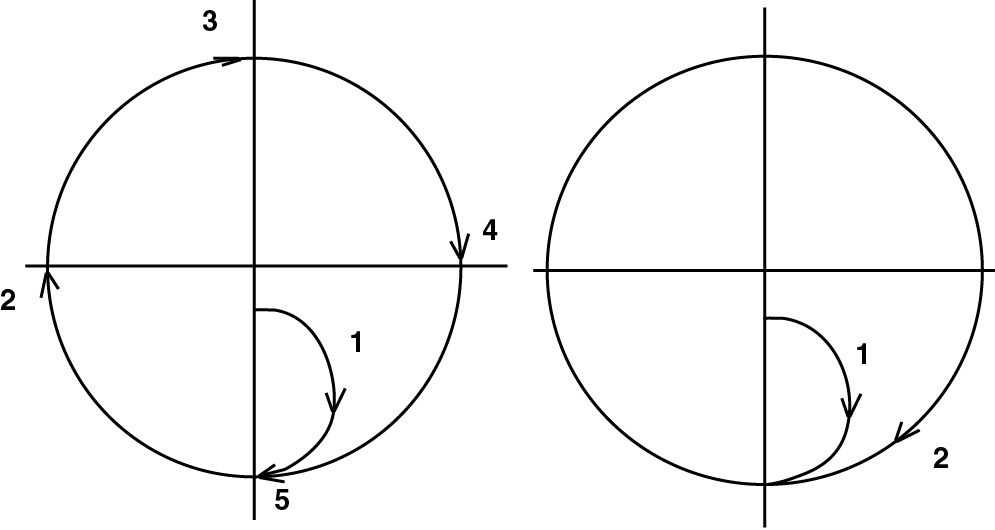
Получившее наибольшее распространение программное обеспечение фирмы «ТЕХТРАН» реализует вырезку отверстия за пять кадров (кадр врезки и четыре кадра сегментов окружности, рис. 3а), что приводит к видимой огранке контура отверстия, связанные с автоматическим торможением в конце каждого кадра. Программа НПО «Флагман» реализует обход контура окружности за один кадр, что исключает промежуточные дефекты на стыках кадров (рис. 3б).
Внедрение разработанного ФПО позволяет решить поставленную задачу в рамках одного процесса и создает условия для сокращения дорогостоящей механической доработки вырезанных плазмой деталей.
1. http://www.cnc-club.ru/forum/viewtopic.php?f=34&t=3517&start=40.
2. http://www.smart2tech.ru/articles-on-welding/item/68‑sovety-po-plazmennoy-rezke-otverstiy.
С. В. Алексеев, В. А. Кузнецов, Р. И. Умников, А. Г. Трояножко
8-812-362‑18‑06, 8-812-362-87-35.
flagman-npo@mail.ru






