
Разработка конструкций изделий сложного машиностроения или проектирование технологических процессов изготовления конструктивно разнообразных прецизионных деталей — это наукоемкие инженерные задачи. Возможно ли сегодня синтезировать цифровую среду, способную заместить (хотя бы частично) заводских специалистов в этих областях, чтобы уйти от традиционно длительной и итерационной рутины управления изменениями в конструкторской и технологической документации (КД/ТД) и «ручных» циклов согласования технологической документации? Как «цифра» изменит парадигму технологического проектирования в российской промышленности? Тотальная цифровизация основных бизнес-процессов обусловлена желанием реализации «безлюдных» технологий ведения бизнеса.
Подготовка производства и ее центральная составляющая — технологическая подготовка производства (ТПП) являются самым слабым звеном жизненного цикла изделий по критериям оперативности, гибкости и адаптивности к производственной инфраструктуре конкретного предприятия и требуют реинжиниринга как связующего мультидисициплинарного звена между конструкторскими подразделениями, закупкой сырья и производством.
Технологическая подготовка производства (ТПП) — это совокупность мероприятий, обеспечивающих технологическую готовность производства. Под технологической готовностью производства понимается наличие на предприятии полных комплектов конструкторской и технологической документации и средств технологического оснащения, необходимых для обеспечения заданного объема производства продукции с установленными технико-экономическими показателями [1].
Главная проблема ТПП заключается в сложной синергичной ее взаимосвязи с предшествующими КПП (конструкторскими подготовками производства) и последующими стадиями жизненного цикла (производство), требующими бесшовного информационного обеспечения сквозной цепи инженерного сопровождения бизнес-процессов создания машиностроительных изделий. В прошлом был невозможен такой информационно безразрывный принцип сопровождения основных процессов создания изделий — сейчас цифровизация обеспечивает «сквозную» архитектуру управления данными об изделиях на всех стадиях их ЖЦ.
В процессе ТПП необходимо гармонично связать следующую триаду инженерных задач машиностроительного предприятия: конструкторскую → технологическую → производственную. Если пояснить это образно в терминах цифрового предприятия, то необходим интегрированный синтез и сквозное сопровождение в ЖЦ цифровых двойников изделий и производства, где ТПП выполняет роль организующей и итерационно-демпфирующей технологической шины между конструкторами и производственниками.
Проводимая ныне цифровизация машиностроения вынуждает проводить ревизию наработок прежних десятилетий и оценивать возможность встраивания актуальных прежде технических и интеллектуальных решений в современную машиностроительную жизнь.
Документированный подход при прежних принципах автоматизации процессов разработки и подготовки производства был единственно возможным в условиях слабой информационной поддержки и вынужденной разделенной ответственности за конечный результат, формирующийся длительно разными службами и выполняемый «ручными» методами с бумажной отчетностью на каждом шаге цикла.
Сложившаяся документоориентированная система ТПП является ныне барьером на пути к цифровой организации основных стадий жизненного цикла (ЖЦ) изделий. Подчеркнем, что главная особенность цифровизации — недопустимость лоскутного подхода, возможного в прежнее время, а также необходимость ассоциативного единства и неразрывности данных в информационной среде управления.
Как известно, традиционные инженерные подходы были понятные: сложный интеграл брали по частям! Разбивали задачу на ряд простых фрагментов, достигали нужного результата на каждой фазе, а потом пытались «склеить-сшить» полученное со всеми вытекающими из этого издержками и проблемами. Поставленные задачи как-то решались, хоть и долго, и не оптимально! И мы свыклись с тем, что на этом длинном дискретном пути потерь было столько же, сколько и достигнутого результата. И сейчас мы имеем неконкурентоспособные сроки вывода новых изделий на рынок, не сокращаемые никакими автоматизациями! И неизбежны ошибки с многочисленными итерациями по их исправлению, и фатальная незавершенность каких-то фаз и действий; все это скрыто под покрывалом традиционного инженерного документооборота с «ручным» согласованием в привычных циклах конструкторской и технологической подготовки производства.
Отсутствие на заводах аналитических инструментов поддержки процессов технологического проектирования объясняется тем, что сложившаяся практика работы технологов не требует от них серьезных аналитических и творческих компетенций — все происходит шаблонно, «по аналогу», и как следствие, закладывается технологическое отставание в производстве новых и перспективных изделий.
Сложившийся традиционный подход в ТПП обусловлен:
— поэтапностью и многономенклатурностью машино-строительной деятельности, что приводит к информационно-материальной многопоточности: разделению/интегрированию данных конкретного изделия с данными других изделий (по портфелю заказов) с помощью разного рода сводных документов планово-экономических и диспетчерских служб, ведущих учет и контроль;
— отсутствием интегрированного информационного инструментария управления большими и разнородными данными (недостаточная развитость информационной среды).
Родовыми негативными признаками документо-ориентированного подхода являются:
— ошибки в документации, обусловленные систематическими изменениями данных об изделии в сопровождающих производственно-технологических и конструкторских документах;
— неоптимальность управления данными по изделиям, материальным потокам и документам;
— длительность цикла вывода продукции на рынок и др.
Можем ли мы такой подход транслировать в цифровое будущее? Ответ очевиден! В связи с этим перед нами объективно возникла сложная проблема фильтрации того что было, для того, что будет, при обозначенных ограничениях для «цифры».
Традиционная детализация процессов технологической подготовки производства (ТПП) хорошо описана многочисленными гостами системы ЕСТД/ЕСТПП/СРПП (система разработки и постановки на производство).
Стоит задача правильной адаптации к цифровому формату наработанных регламентов и теоретических основ организации и сопровождения конструкторско-технологических процессов машиностроительных предприятий. Многие госты, посвященные ТПП, фиксируют устаревшую систему технологического обеспечения прошлого технологического уклада и нуждаются в пересмотре и актуализации в «цифре» («электронный» уровень уже недостаточен). Анализ «на цифровизацию» показал, что из действующего перечня восьми рекомендаций ЕСТПП актуальными можно считать лишь три: Р 50-54-93-88, Р 50-54-11-87, Р 50-54-11-87.
Подготовка производства высокотехнологичных и уникальных изделий обычно организуется многоуровнево — на отраслевом и заводском уровнях на базе национальных стандартов. Например, нормативные документы по созданию, производству и эксплуатации ракетно-космических изделий определяют задачу технологического обеспечения как совокупность мероприятий в комплексе работ по созданию и постановке на производство изделий, проведению научно-исследовательских и опытно-конструкторских работ, экспериментальной отработке новых технологических процессов, подготовке и освоению производства изделий.
Согласно ГОСТ Р 50995.0.1-96 «Технологическое обеспечение создания продукции» и ГОСТ Р 55977-2014 «Система технологического обеспечения разработки и постановки на производство изделий космической техники. Основные положения», организационная структура подготовки производства включает ряд взаимосвязанных компонентов, имеющих самостоятельное целевое назначение (рис. 1).
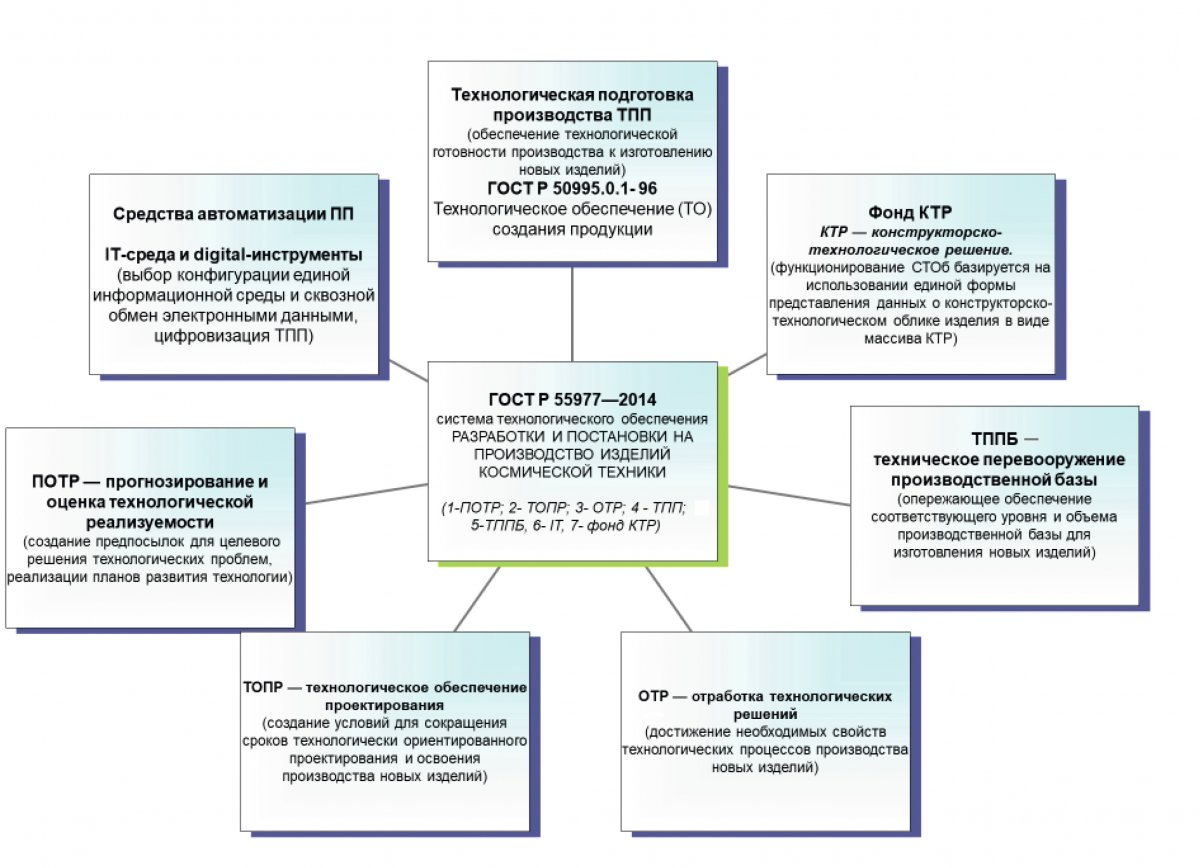
Рис. 1. Структура системы технологического обеспечения (СТОб) СРПП высокотехнологичных изделий
Опыт говорит о необходимости преемственности в нормотворчестве и инженерии знаний. Здесь важным для старшего поколения является кардинальная ревизия своих знаний в отношении цифровизации — это позволит востребованные компетенции оформить в новом формате цифрового уклада. Серьезным барьером заводской цифровизации является необходимость освоения новых принципов подготовки технологических данных для более эффективной организации производства изделий. Удастся ли нам ментально переформатироваться под баланс и гармонию «цифры»? Инновационные цифровые инженерные решения заставят быть эффективными.
Объективно более сложный аспект этой проблемы: насколько актуальны для «цифры» прежние интеллектуальные разработки и методические документоориентированные подходы, нормативно регламентирующие ключевые стадии жизненного цикла машиностроительных изделий («ОКР–КПП–ТПП–производство»)? Сможем ли мы отделить зерна от плевел, чтобы обновить машиностроительную инфраструктуру и неэффективную инженерную практику сопровождения основных бизнес-процессов с помощью цифровых технологий и цифровых стандартов, чтобы стать конкурентоспособными?
Ключевая проблема здесь — в отсутствии сколько-нибудь масштабного и положительного опыта реальной цифровизации заводских ТПП в российской промышленной среде: в основном за «цифру» выдается САПР ТП/CAPP-автоматизация прошлого уклада. Поэтому требуются best practices — решения по цифровизации ТПП, которые можно положить в основу референтных моделей и стандартизации.
Цифровое машиностроение
Цифровая трансформация машиностроения требует систематических усилий по внедрению передовых цифровых решений и организационных наработок в управлении жизненным циклом наукоемкой продукции. Цифровые инструменты позволяют глобализовать всю бизнес-систему и управлять ходом производственного цикла из единого центра принятия решений за счет оцифровки данных всей номенклатуры изделий предприятия, выстраивания их в правильном порядке за счет сопровождения и безошибочного управления изменениями в документации [2].
Цифровая ТПП должна быть изделиеориентирована. Кроме этого, как универсальный рыночный продукт она должна включать полный перечень возможностей и функционала даже избыточного, который, как правило, сейчас не используется в полном объеме на предприятиях, но к которому им следует стремиться как цифровому эталону в ТПП.
Здесь актуально сказать о цифровой «безлюдности» — цифровые платформы несут потенциальную возможность полной автоматизации основных бизнес-процессов, минуя стадию ТПП [3]. Трудности здесь часто возникают в невозможности полной автоматизации наукоемких машиностроительных бизнес-процессов, к которым относятся КПП/ТПП, где креативное начало доминирует.
Современное машиностроительное предприятие представляет собой функциональную структуру, стремящуюся упорядочить многообразие отдельных процессов с помощью информационных технологий. Цифровая машиностроительная среда должна организовываться цифровыми технологиями, обеспечивающими неразрывность информационных потоков, оптимизацию материальной логистики, интеллектуальность и прогнозируемость управления в жизненном цикле изделий. Базовыми скрепами цифровой бизнес-системы являются объектность (целеориентированность на конечный результат, выраженный объектами (финишными изделиями), описываемыми «цифрой» через их свойства и отношения), ассоциативность (свойство процессов самовосстановления последовательности их выполнения на основе причинно-следственных связей и безошибочного упорядочения вносимых изменений), контекстность и креативность (интеллектуальность, творчество и знания как главный ресурс, отличающий бизнес и дающий ему решающие конкурентные преимущества) [4].
Вышесказанное предполагает применение интероперабельных информационных средств для управления ЖЦ изделий. Например, опрос экспертов-технологов и ключевых разработчиков САПР ТП-решений показал, что известные и развитые на предприятиях САПР ТП, функционирующие как CAPP-инструменты, не могут гармонично и информационно безразрывно встроиться в PLM-среду, использующую PDM-функционал цифрового управления данными об изделиях.
Цифровая организация процессов ТПП является весьма сложной задачей в силу их разнородной многоплановости по составу деталей, информационным источникам, средствам обеспечения и требует правильной иерархической декомпозиции (рис. 2). Информационно безразрывно соединить такую сложноорганизованную структуру с плохо структурированными и динамично изменяющимися данными и связями возможно лишь опираясь на научно обоснованные теоретические подходы и аналитические решения, заложенные в универсально гибкий инструментарий, способный структурировать многовариантность проектно-технологических решений, гармонизировать ТПП-систему в цифровом формате представления данных об изделии и по производственно-технологической инфраструктуре конкретного предприятия.
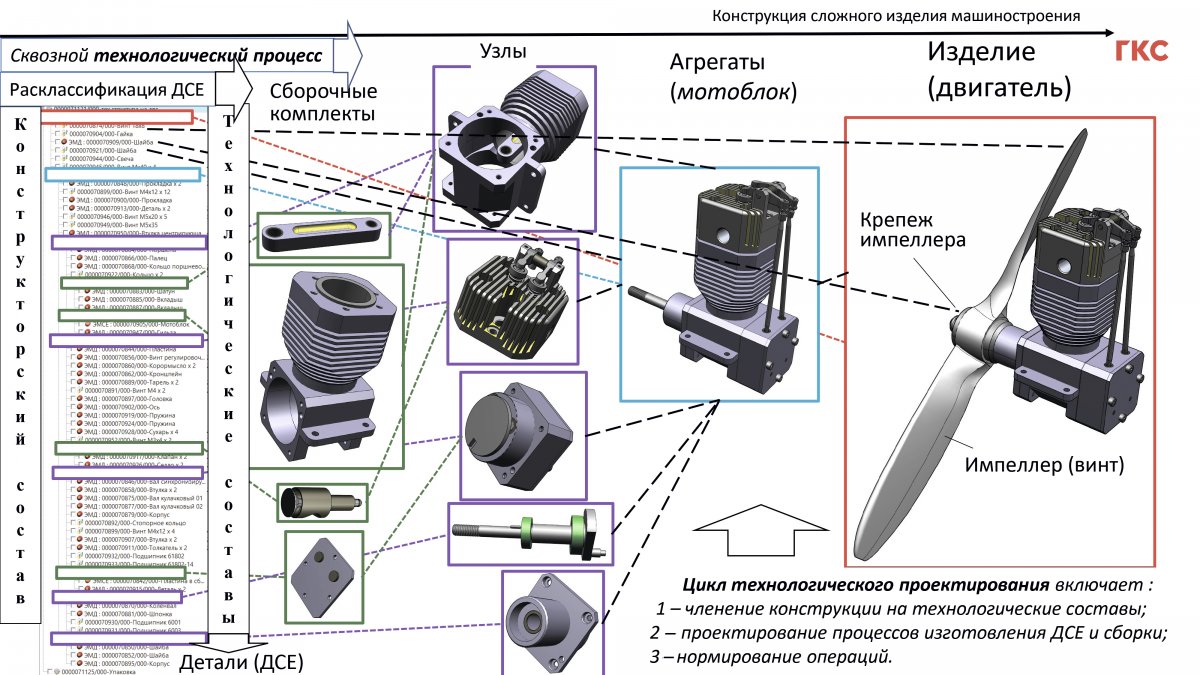
Рис. 2. Архитектура классификации состава изделия в рамках ТПП
Цифровая подготовка производства
Современная подготовка производства включает этапы технологической, метрологической, организационной и материально-технической подготовки, осуществляемые в рамках системы разработки и постановки продукции на производство (СРПП).
В практическом плане для правильной организации цифровой ТПП необходимо сформулировать базовые принципы и целевые ориентиры, которых следует достичь в задачах цифровизации основных бизнес-процессов. Это:
1. Информационная безразрывность в сквозном производственном цикле выпуска продукции.
2. Безлюдность, предполагающая тотальную (сквозную) автоматизацию бизнес-процессов.
3. Гармоничность (системную связанность) внедряемых решений, обеспечивающих комплексность решения за счет интеграции «цифрой» всех сопряженных процессов и направлений деятельности, исключающих разрывы в технологической цепи.
4. Ориентация на лучшие эталоны, фронтиры, best-practice и референтные модели.
5. Интеллектуализация принятия решений (кибер-интеллект и предиктивная аналитика) и управление знаниями.
6. Технологическая дисциплина на базе цифровых инструментов и нормативных регламентов.
7. Гарантированное качество (безошибочность) выходного результата (КД/ТД).
8. Сокращение сроков (циклов) ТПП и вывода новой продукции на рынок.
9. Открытость цифровой среды для улучшений и специализированного конфигурирования функциональных модулей с учетом продуктовой специфики и производственных особенностей конкретных предприятий.
Рассмотрим классическую триаду ключевых задач ТПП в разрезе цифровизации:
1. Анализ конструкции изделия для обеспечения его технологичности, в первую очередь — производственной технологичности.
2. Классификационный анализ деталесборочных единиц (ДСЕ) из конструкторского состава изделия по топологическим и технологическим признакам.
3. Технологическое проектирование (синтез) технологических процессов (ТП) изготовления ДСЕ по сформированным (п. 2) технологическим составам и группам.
Задача обеспечения технологичности конструкции изделий (ГОСТ 14.201-83) возложена на конструкторские подразделения, а место и роль технологических служб предприятия по этому профилю регулируется нормативной документацией предприятий. В рамках ТПП приоритетной является задача производственной технологичности, которая целеориентируется как стоимостная. Поэтому в современных условиях производства малых партий изделий данная задача является организационно противоречивой, т. к. экономический выигрыш по этому профилю ТПП часто оказывается ничтожным. В этих условиях обозначается конфликт компетенций и интересов «конструктор – технолог» на стадии готовности КД, передающейся на стадию ТПП. Вышеописанная противоречивость и проблема производственной технологичности может и должна быть гармонично разрешена в цифровом формате управления требованиями, конструкцией изделия и ТПП.
Классификационная задача анализа конструктивно-технологической сложности изделия и состава ДСЕ становится важным связующим звеном обозначенной триады ТПП, дающей информационную основу как для оценки производственной технологичности ДСЕ, так и решения задачи технологического синтеза ТП. Множество обрабатываемых деталей и их поверхностей анализируется по признакам конструктивно-технологического группирования для формирования технологических составов и синтеза структуры сквозного техпроцесса создания изделия (рис. 2).
Решение задач технологического синтеза в цифровой постановке
Именно заводская ТПП закладывает базу для обеспечения эффективности бизнес-деятельности любого предприятия, и в основе этого лежат стадии технологического синтеза ТП изготовления и сборки.
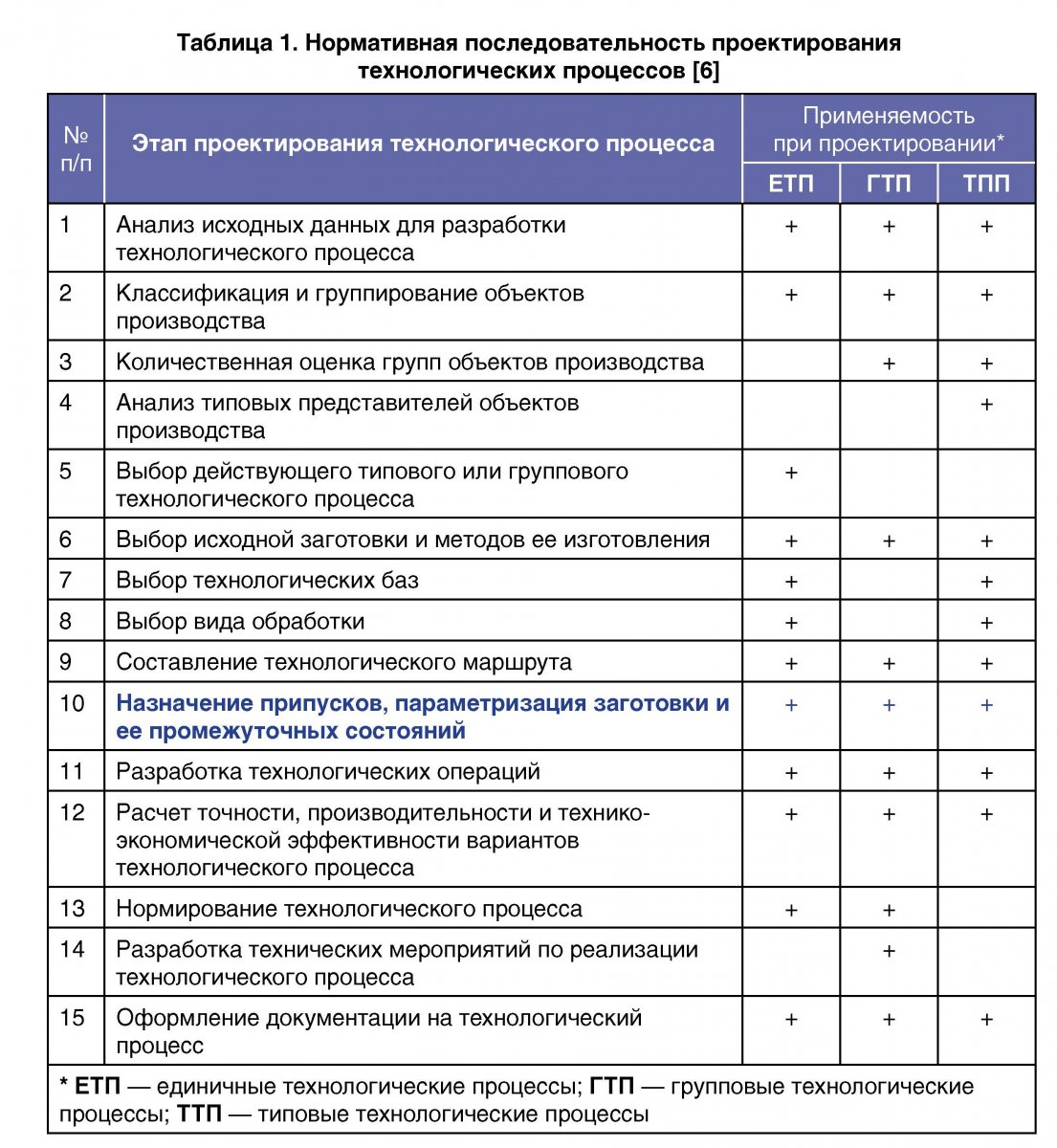
Согласно ЕСТПП, основные задачи, решаемые на каждом этапе разработки технологических процессов для документирования единичных (ЕТП), групповых (ГТП) и типовых (ТТП) технологических процессов, приведены в таблице 1. Существующий алгоритм САПР ТП, изложенный в Р 50-54-87-88 «Организация автоматизированного технологического проектирования» требует ревизии для цифровизации (табл. 1 п. 10).
Заводская ТПП в цифровом формате на начальной фазе технологического синтеза ТП должна быть инвариантной к прикладным средствам производства и иметь функционал вариативности в выборе доступных ресурсов на стадии конкретного производства, опираться на закономерности технологии машиностроения, ориентироваться в приоритете на формирование технических требований к средствам оснащения, а не к их конкретным образцам. При этом за счет целостности охвата всех фаз подготовки производства разработанная цифровая ТПП обладает организационным быстродействием и адаптивностью к конкретной производственной среде.
Разработанный цифровой ТПП-инструмент поддерживает апробированный порядок технологического проектирования ТП и является обобщенным, позволяющим решать известные технологические задачи, встречающиеся в заводской практике.
Цифровой технологический синтез цикла создания изделия начинается со сквозного технологического процесса, отражающего конструкторско-технологическое членение, сформированные технологические составы, структурированные перечни процессов сборки и изготовления сборочных единиц и изделия в целом (рис. 2).
На рис. 3 приведен фрагмент универсального алгоритма технологического проектирования для деталей любой конструктивно-технологической сложности, адаптированного к цифровизации.
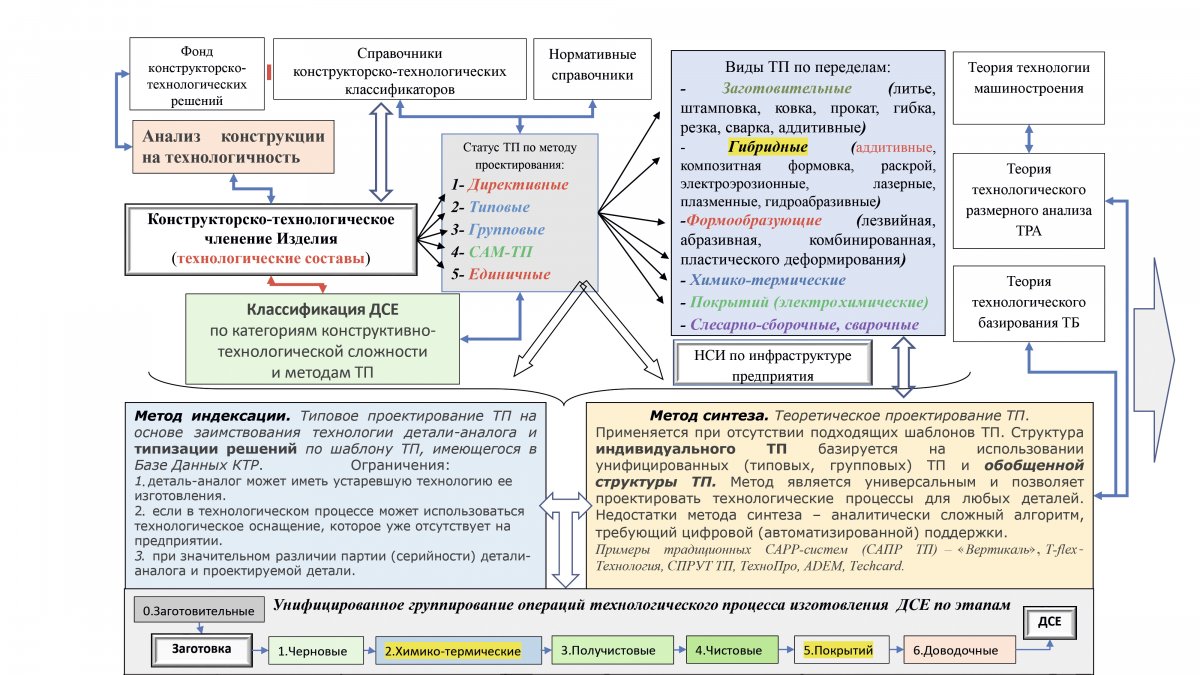
Рис. 3. Фрагмент цифроориентированного алгоритма технологического синтеза деталей любой конструктивно-технологической сложности
При этом в цифровой среде гармонично разрешается проблема информационного разрыва, возникающая вследствие применения традиционного обратимого алгоритма структурного технологического синтеза маршрута «от заготовки» (табл. 1, п. 6–9) и прямоточной параметризации самой заготовки «от детали» наращиванием назначаемых припусков к заданным исходным размерам детали (табл. 1, п. 10) . Это позволяет на самых ранних стадиях ТПП организационно запараллелить процессы закупки заготовительного сырья и операционного технологического проектирования в технологических подразделениях цехового/ передельного уровня.
Кодифицированные связи позволяют обоснованно сформировать структуру ТП в цифровом формате. Оцифрованная унифицированная структура технологического процесса и вариативность технологических факторов в ТП изготовления машиностроительной детали показана в таблице 2.
Структура ТП формируется множеством допустимых технологических переходов, обеспечивающих достижение заданного качества поверхностей (точность, шероховатость и др.) изготавливаемой детали при начальном состоянии поверхностей, определяемом заготовкой в условиях заданного производства. Выбор методов обработки поверхностей осуществляется с помощью матриц связей Т1(а, b), Т2(а,  ), Т3(а, K), где а — технологические методы, — обрабатываемые поверхности, K — показатели качества; b — технологическое оборудование. Для нахождения достаточного перечня технологических методов обработки поверхности, показатели качества которой меняются в процессе обработки от значений Кмин (качество, определяемое заготовкой) до Кмакс (качество, назначаемое конструктором исходя из служебного назначения детали), используются два вида матриц: 1 — матрицы характеристик технологических методов a по достижимому качеству К; 2 — матрицы связей между технологическими методами a и обрабатываемыми поверхностями [5].
), Т3(а, K), где а — технологические методы, — обрабатываемые поверхности, K — показатели качества; b — технологическое оборудование. Для нахождения достаточного перечня технологических методов обработки поверхности, показатели качества которой меняются в процессе обработки от значений Кмин (качество, определяемое заготовкой) до Кмакс (качество, назначаемое конструктором исходя из служебного назначения детали), используются два вида матриц: 1 — матрицы характеристик технологических методов a по достижимому качеству К; 2 — матрицы связей между технологическими методами a и обрабатываемыми поверхностями [5].
Цифровой формат ТПП позволяет прозрачно и гибко синтезировать технологические процессы изготовления деталей путем выбора требуемых этапов обработки из унифицированного перечня, сформировать 3D-модели промежуточных состояний предмета производства — полуфабриката-заготовки — для каждого этапа технологического процесса (рис. 4). Каждая цифровая 3D-модель промежуточного состояния заготовки в процессе преобразования «заготовка → деталь» содержит не только параметризованный геометрический образ, но и все необходимые требования (параметры PMI), позволяющие в последующем параллельно выполнять операционный синтез ТП и детализацию технологических документов, в т. ч. при назначении режимов и расчете норм времени и их верификации в единой цифровой среде. При этом учитывается технологическое наследование погрешностей заготовки на промежуточных состояниях, реализуется обоснованный выбор первичных технологических баз и формируются требования к их точности, а также проводится экспресс-оценка достаточности числа уточнений в маршруте ТП (табл. 2, столбец 8). Нормирование операций завершает технологический синтез, и исполнители получают на АРМы полный комплект цифровых документов для выполнения операций на конкретных рабочих местах.
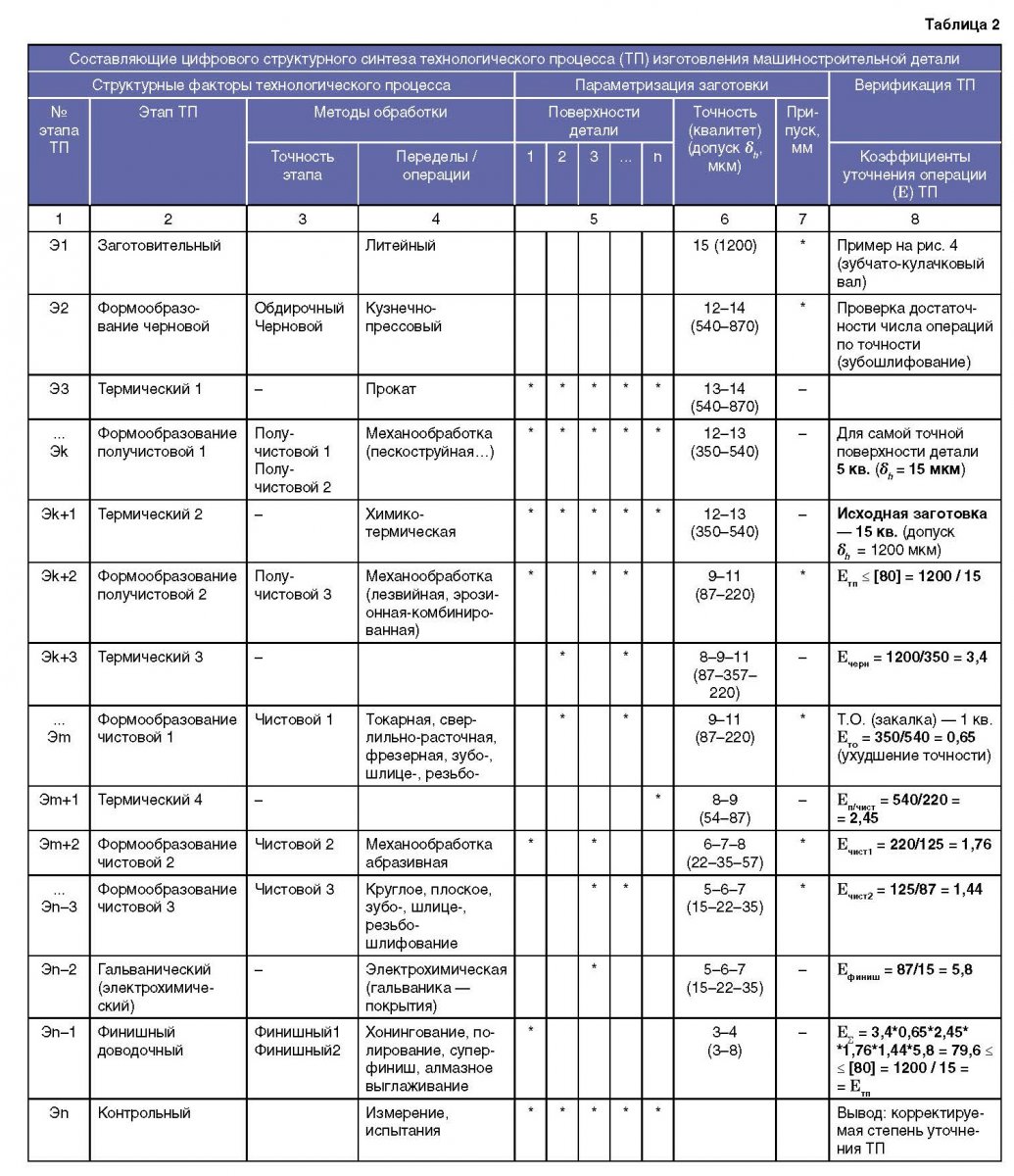
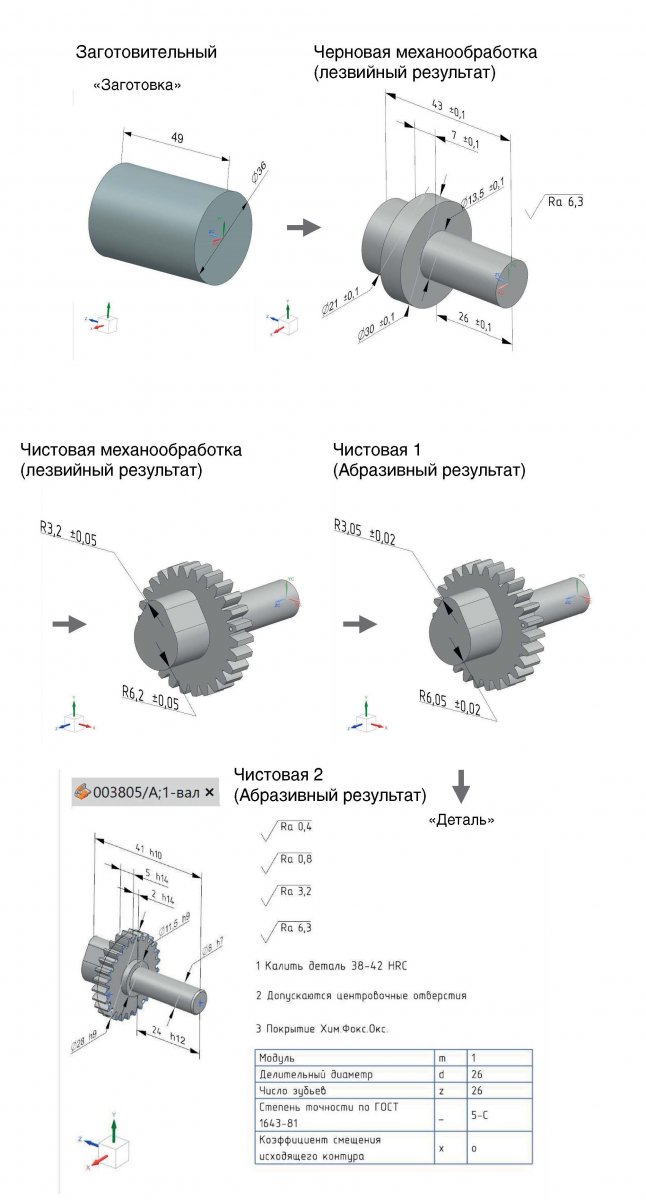
Рис. 4. Совокупность 3D-моделей промежуточных состояний заготовки по этапам ТП зубчато-кулачкового вала
Компьютерная симуляция разработанных процессов/операций позволяет сбалансировать циклограмму изготовления изделия с учетом встраивания данного заказа в общий логистический поток заводского производства и превентивно находить варианты гармонизации оперативно-календарного планирования по данному заказу уже на стадии ТПП.
Спроектированные ТП внедряются в производство в сжатые сроки и с минимальным числом доработок, характеризуются высокой эффективностью. Эффективность ТП изготовления ДСЕ оценивается комплексом показателей, среди которых гибкая адаптация ТП к производству за счет вариативности выбора альтернативных рабочих мест (рациональная структура ТП) для достижения конечного результата — изготовления детали с заданными параметрами геометрии (формы), прецизионности (качества) и физико-механических свойств. Ресурсоемкость ТП определяется объемом задействованных ресурсов, включая материалоемкость на данную ДСЕ и трудоемкость.
Разработанная цифровая ТПП является инновационным решением, а достигаемые бизнес-эффекты объективно вытекают из ее системной целостности, оперативности и «живого» сквозного обмена/управления данными в единой цифровой среде, безошибочного управления изменениями на основе PDM/PLM-инструментов. Применяемая методология максимально адаптивна к существующей технологической практике и отечественной инженерной среде.
Таким образом, сформированные в PLM/PDM-инструментальной среде методики и цифровые решения, фрагменты которых приведены в настоящей статье, позволят заложить инновационную концепцию и организационную структуру цифрового технологического синтеза технологических процессов различного целевого назначения по производству техники, обеспечивая конкурентные преимущества тем предприятиям, которые практически внедрят современный цифровой инструментарий в конструкторско-технологические бизнес-процессы жизненного цикла высокотехнологичных изделий сложного машиностроения.
Выводы
1. Цифровизация технологической подготовки производства является назревшей проблемой, требующей наукоемких информационно-организационных решений на основе интеллектуально-аналитической базы знаний прошлых поколений, кодифицированных в современных цифровых платформах и PLM/PDM-инструментариях.
2. Проектирование технологических процессов изготовления ДСЕ и сборки изделий является сложной инженерной задачей, требующей квалифицированных проектно-технологических решений и специализированной информационной поддержки автоматизированного планирования и обоснованного выбора альтернативных вариантов реализации технологических процессов.
3. До настоящего времени задача технологического проектирования процессов изготовления деталесборочных единиц высокотехнологичных изделий полноценно не автоматизирована, что противоречит «безлюдной» цифровой парадигме современного этапа развития машиностроительных производств, принципам интеллектуальности внедряемых цифровых решений и предсказуемости в управлении предприятием.
4. Действующие нормативные регламенты технологического проектирования (ЕСТД/ЕСТПП/СРПП/Р) и заводская практика сводят сложную инженерно-аналитическую задачу к упрощенным организационным процедурам распределения работ по технологическим подразделениям («расцеховка») и типизации решений на основе шаблонов-аналогов.
5. Разработки САПР ТП-инструментов прошлых технологических укладов не позволяют как должно управлять конструкторско-технологической подготовкой производства в жизненном цикле и не обеспечивают требуемую эффективность автоматизации наукоемкого инженерного синтеза технологических процессов создания машиностроительных изделий.
6. Современные компьютерно-графические PLM/PDM-инструменты позволили кодифицировать технологические знания прошлых промышленных укладов и в значительной степени формализовали большинство аналитических процедур принятия технологических решений для полноценной автоматизации подготовки производства.
7. Внедрение в заводскую практику современных цифровых подходов к организации конструкторско-техно-логической подготовки производства в машиностроении должно осуществляться с помощью нормативных регламентов, обеспечивающих внедрение best practices-решений и цифровых ТПП-технологий в реальную заводскую практику.
8. Предлагаемый цифровой подход к организации ТПП заводского уровня позволит принципиально сократить сроки вывода новой продукции на рынок, уменьшить операционные издержки, повысить качество конструкторской и технологической документации, обеспечивая конкурентные преимущества обладателям таких решений.
Литература
- ГОСТ 14.004–83 Технологическая подготовка производства. Термины и определения основных понятий. https://ru.wikipedia.org/wiki/
- Кармишин А. А. Организация инженерной кооперации в холдинговых структурах // Автоматизация проектирования. 2010. № 4. С. 52–54.
- Формат Gerber. Общий обзор. http://sapr-journal.ru/stati/format-gerber-obshhij-obzor/
- Лукина С.В., Макаров В. М. Моделеориентированность в цифровых трансформациях машиностроения // Ритм машиностроения. 2021. № 5. С. 32–38. https://ritm-magazine.ru/ru/magazines/2021/zhurnal-ritm-mashinostroeniya-no‑5–2021#page‑3435
- Кузьмин В. В. Математическое моделирование технологических процессов сборки и механической обработки изделий машиностроения: Учебное пособие. М.: Высшая школа, 2008. 279с.
- Рекомендации Р50-54-93-88 (ЕСТПП). Классификация, разработка и применение технологических процессов. ВНИИНМАШ, 1988 г. https://files.stroyinf.ru/Data2/1/4293850/4293850407.htm
- Быков А., Карамов Р. Модуль ADEM CAM-EXPERT «О рациональном проектировании технологии». https://adem.ru/press/atricles/modul-adem-cam-expert/
Источник журнал "РИТМ машиностроения" № 2-2022






