
Характеристики лазерных установок со сканированием пучка могут быть заметно улучшены при использовании телецентрических силовых объективов, предназначенных для создания на обрабатываемом изделии потоков излучения, достаточных для эффективного удаления материала. В статье освещаются их основные характеристики, а анализ ошибок позиционирования пучка позволяет сделать оптимальный выбор этого сложного и дорогостоящего устройства.
Системы преобъективного сканирования широко используются в лазерных технологических комплексах, предоставляя пользователю сочетание высоких скоростей позиционирования и повторяемости траекторий. Несмотря на принципиальное отсутствие возможности воспроизведения абсолютных координат, обусловленное нелинейностью сканера и дисторсией оптической системы [1], такие решения остаются весьма востребованными при создании прецизионных лазерных технологических установок (ЛТУ) для наукоемких отраслей промышленности. Помимо хороших эксплуатационных характеристик это определяется их хорошей ценовой доступностью. Опыт нашей компании показывает, что при надлежащей калибровке поля сканирования ошибка воспроизведения абсолютных координат на плоскости может быть сведена к 0,01% от полного размера поля сканирования, что вполне удовлетворяет текущие требования к большинству технологических процессов. Однако в ряде применений, в частности серийной прецизионной обработке, 3D-обработке, наклонное падение пучка на обрабатываемую деталь приводит к заметным ошибкам, связанным с конечной величиной характерной длины каустики сфокусированного пучка в сочетании с неточной наводкой на фокус.
Очевидно, что эти ошибки могут быть в значительной степени уменьшены за счет уменьшения угла падения лазерного пучка на обрабатываемую деталь. Применительно к лазерной обработке оптические системы (ОС), обеспечивающие в идеале нулевые, а на практике малые углы главных лучей всех пучков в пространстве изображений, называются телецентрическими (ТЦ). Специфика оптической конфигурации таких ОС заключается в том, что входной зрачок ОС располагается в ее переднем фокусе [2–5], рис. 1.
Реализация расположения одного из зрачков в одном из фокусов ОС достаточно легко достигается в случае четкой локализации зрачка. Например, в ТЦ-объективах для машинного зрения в заднем фокусе ОС располагается ее выходной зрачок, что обеспечивает параллельность всех главных лучей в пространстве предметов. Это позволяет избавиться от перспективы при визуализации объекта, правда, сложность таких ОС существенно возрастает.
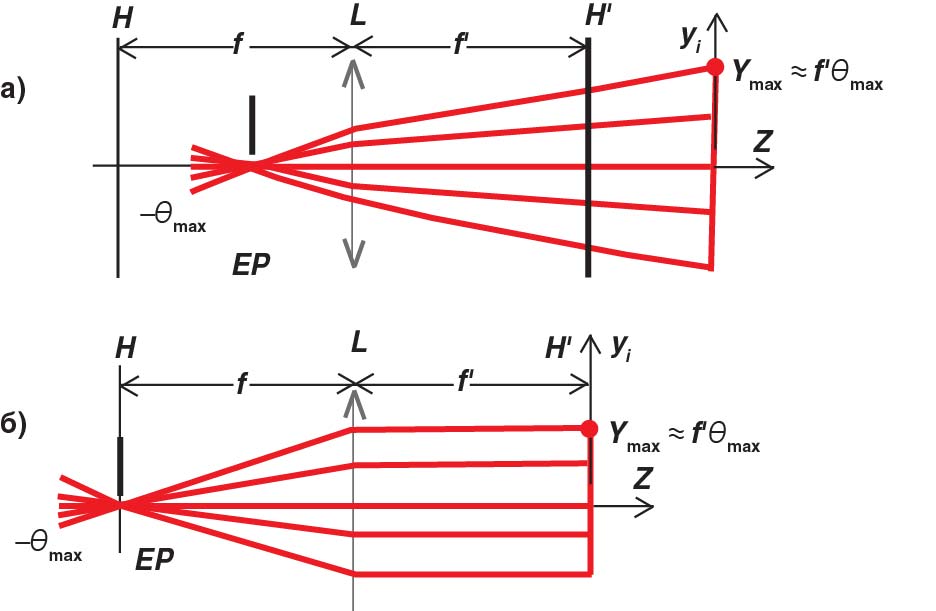
Рис. 1. Схематическое изображение а) обычного и б) телецентрического F-Theta-объективов
Однако в силовых объективах для систем двухкоординатного сканирования строгое совпадение переднего фокуса с входным зрачком невозможно. Подробнее эта ситуация иллюстрируется на рис. 2. Осцилляция сканирующих зеркал дает неопределенность положения входного зрачка ЕР, примерно равную расстоянию между зеркалами m1 — m2. Это расстояние определяется размерами зеркал сканера и достаточно велико. При одинаковых углах θ на входе в оптическую систему линейные размеры совокупности пучков, распространяющихся от сканера, заметно различаются по ортогональным осям системы координат (xOS, yOS), связанной с линзой и становятся одинаковыми только в ее фокусе.
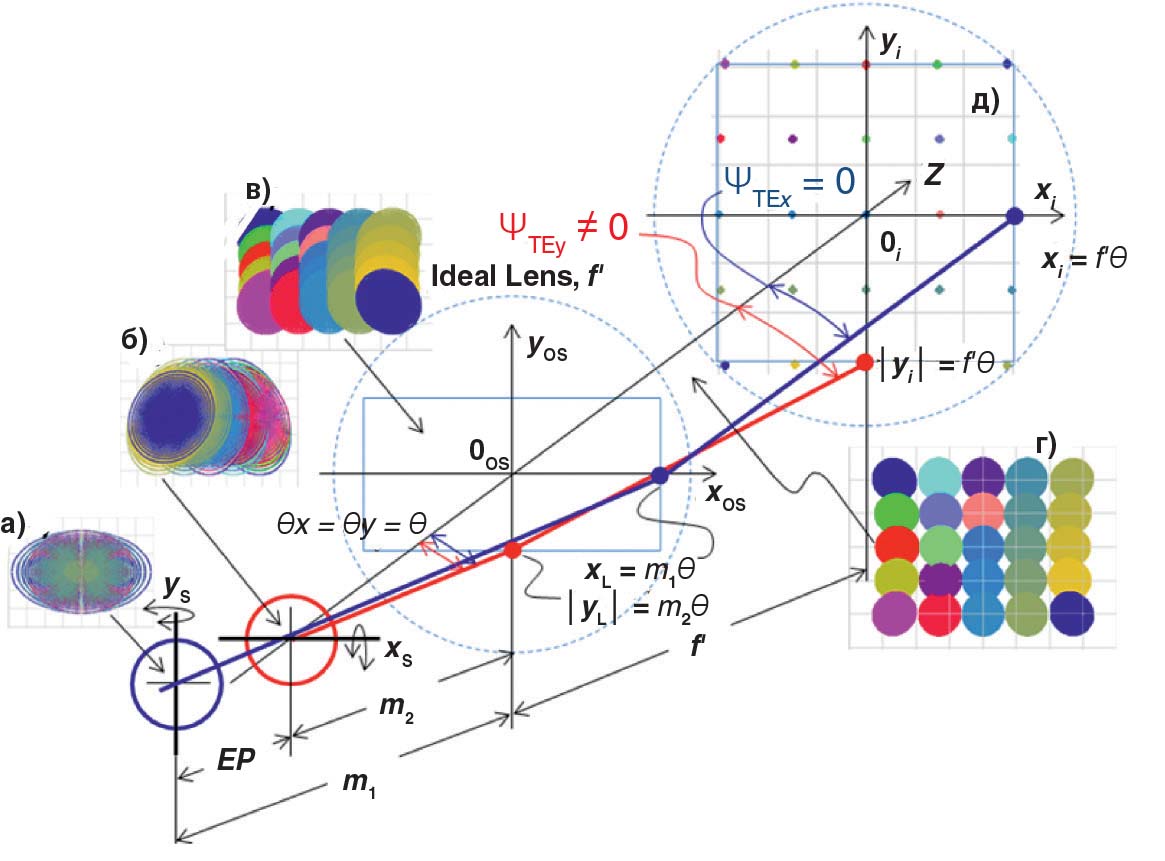
Рис. 2. Геометрическая иллюстрация распространения пучков в двухзеркальном сканере с идеальной линзой. Выноски показывают диаграммы пучков в различных сечениях сканера, а) и б) — на зеркалах, в) — на входной поверхности объектива, г) — между объективом и плоскостью фокусировки, д) — в самой плоскости.
ОСНОВНЫЕ ПАРАМЕТРЫ СИЛОВЫХ ТЕЛЕЦЕНТРИЧЕСКИХ ОБЪЕКТИВОВ
Таким образом, при описании ОС для лазерной технологии их принадлежность к классу телецентрических трактуется весьма произвольно и включает в себя объективы с углами падения лучей на изделие, не превышающими нескольких градусов. Параметры некоторых ТЦ-объективов, выпускаемых лидирующими производителями оптики, отсортированные в порядке возрастания отклонения от телецентричности, приведены в таблице 1, [6–9]. Для сравнения в нескольких последних строках таблицы даны параметры обычных F-Theta-объективов. Расшифровка наименований столбцов находится в подвале таблицы.
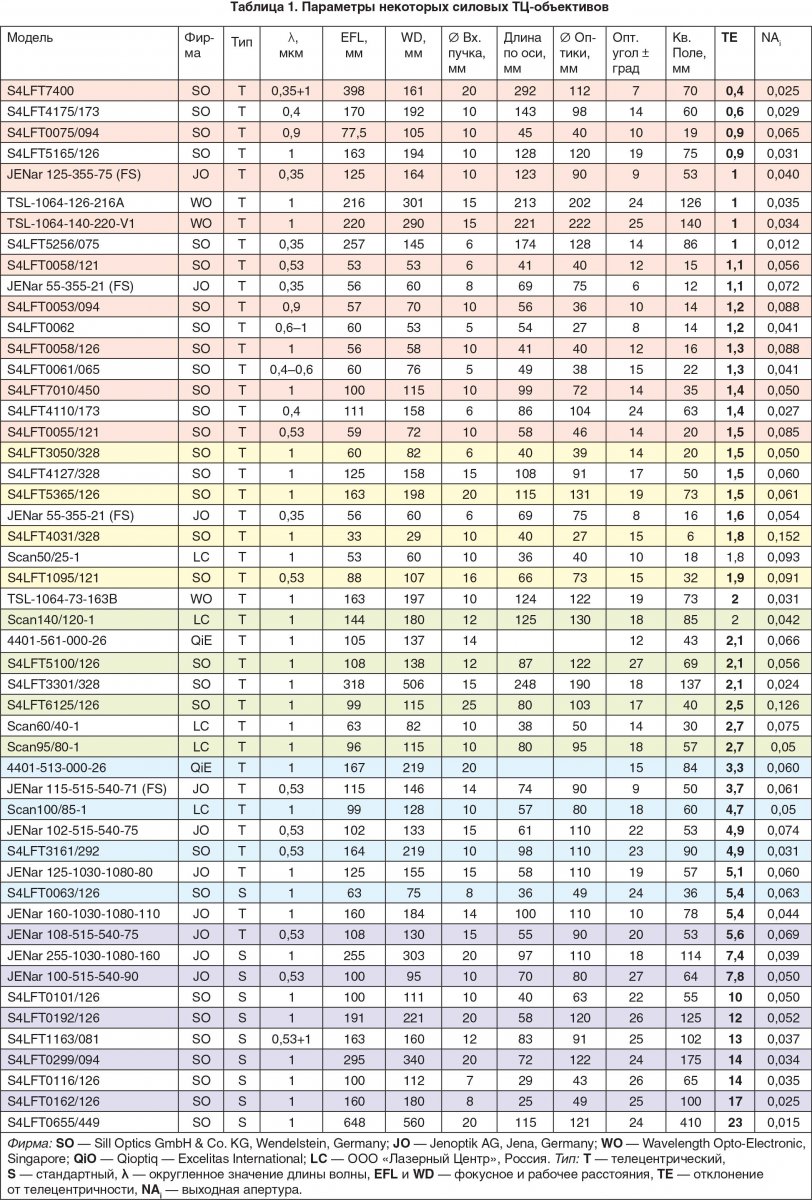
Разница в дизайне ТЦ-объективов, обусловленная рабочей длиной волны, не является принципиальной. Увеличение дифракционного размера пучка с увеличением длины волны приводит к тому, что по сравнению с ОС, предназначенными для фокусировки излучения на основной частоте, ОС, работающие с излучением второй и третьей гармоник, имеют в среднем на один и, соответственно, на два-три компонента больше. Последнее связано с тем, что для ОС, работающих в УФ-диапазоне, нельзя использовать стекла с высоким показателем преломления ввиду плохого пропускания. Однако эти различия не оказывают заметного влияния на дизайн ОС. Из таблицы 1 видно, что в градацию «ТЦ» попадают системы с выходными углами вплоть до 5,5°. В то же время сложность и массогабаритные характеристики ТЦ-объективов, определяющие их стоимость, драматически зависят именно от заявляемого максимального отклонения от телецентричности. Если ограничиться величиной ΨTE в 2,5°, то усредненные сравнительные характеристики ТЦ и стандартных объективов могут быть сведены в таблицу 2.
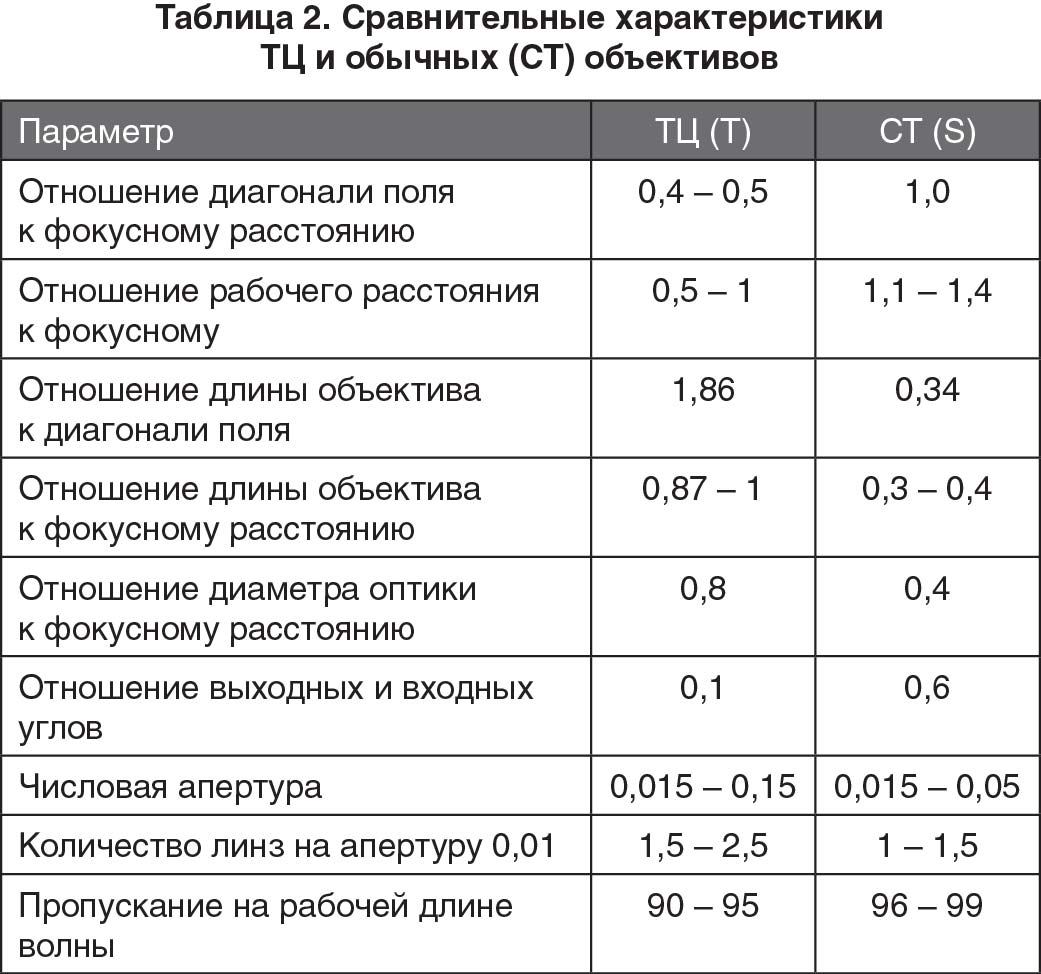
В таблице 2 показаны следующие неочевидные моменты:
— При постоянном размере входного пучка замена стандартного объектива телецентрическим с тем же полем обработки ведет за собой четырехкратное снижение яркости пучка. Действительно, сохранение поля требует двукратного увеличения фокусного расстояния, соответственно, в два раза увеличивается размер пучка в фокусе и в четыре раза уменьшается яркость.
— Телецентрический объектив, обеспечивающий эквивалентные яркостные характеристики и сохранение размера поля обработки, в сравнении со стандартным объективом, имеет в среднем в 25–30 раз худшие массогабаритные характеристики. Разница в массогабаритных характеристиках оценивается следующим образом: для равенства полей фокусное расстояние ТЦ-объектива должно в 2 раза превышать фокусное расстояние стандартного. При этом длина ТЦ-объектива будет в 6 раз (2×0,87/0,3), а диаметр оптики в 4 раза (2×0,8/0,4) больше, чем у объектива со стандартными характеристиками. Дополнительный вклад в ухудшение массогабаритных характеристик вносится двукратным увеличением размера входного пучка, необходимым для сохранения выходной апертуры фокусировки.
— Увеличение стоимости телецентрических объективов по сравнению со стандартными в основном следует за увеличением массогабаритных характеристик и может достигать тех же 25 раз. Например, объектив TSL-1064-126-216A весьма бюджетной компании Wavelength Opto-Electronic с максимальным отклонением от телецентричности 1° стоит 10000$ и имеет габариты [диаметр×длина по оси] = 270×213 мм и массу порядка 11 кг. Стандартный же объектив той же компании с отклонения от телецентричности 20°, имеющий равные остальные параметры, предлагается за 200–300$ и имеет массу 0,6 кг.
Следует также добавить, что большее количество оптических элементов в ТЦ-объективе приводит к большему поглощению лазерного излучения, поэтому в таких объективах при эквивалентной средней мощности лазерного излучения сильнее проявляются термооптические эффекты смещения фокуса и деградации качества пучка.
СХЕМОТЕХНИКА СИЛОВЫХ ТЕЛЕЦЕНТРИЧЕСКИХ ОБЪЕКТИВОВ
Нормальное падение пучков на обрабатываемую плоскость может быть достигнуто с помощью многочисленных оптических конфигураций [3, 5, 10–12]. Ряд базовых принципов организации ТЦ-объективов рассматривается ниже и иллюстрируется рис. 3. На нем приведены реальные ОС с учетом масштаба. Для удобства сравнения все ОС имеют фокусное расстояние EFL = 100 мм, а зеркала сканера отклоняются на ±9°, обеспечивая квадратное поле маркировки со стороной FRCT = 60×60 мм с примерно одинаковым отклонением от телецентричности. Напомним, что фокусное (EFL) и рабочее (WD) расстояния любой реальной ОС являются связанными, но отнюдь не эквивалентными величинами. WD и передний отрезок отсчитываются от поверхностей оптических компонентов, а фокусные расстояния — от виртуальных главных плоскостей H и H'. В уникальных системах EFL и WD могут различаться в десятки раз, но в ОС лазерных технологических установок эта разница не превышает полутора-двух раз. Очевидно, что для технологических установок предпочтительно использовать объективы с максимально возможной величиной WD. Это отдаляет оптику от зоны взаимодействия излучения с веществом, уменьшая ее загрязнение продуктами эрозионного факела. Тем не менее простейшим методом уменьшения отклонения от телецентричности является введение толстого мениска с небольшой оптической силой, расположенного на сравнительно небольшом расстоянии от плоскости изображения, рис. 3а. Такой мениск попутно является эффективным корректором кривизны поля. Достоинствами этого подхода является простота выбора стартовой точки расчета ОС. Толстые оптические компоненты позволяют уменьшить кривизны поверхностей, что делает ОС мало чувствительной к ошибкам изготовления компонентов и их сборки. Очевидным недостатком таких систем являются уменьшенное рабочее расстояние и большие габариты, а компоненты ОС неразумно материалоемки. Осевая толщина таких ОС достигает двух фокусных расстояний, а рабочее расстояние весьма скромное — всего лишь порядка половины фокусного. Увеличение рабочего расстояния и уменьшение материалоемкости ОС достигается увеличением воздушных промежутков между компонентами, рис. 3б. При этом технологическая сложность системы возрастает, однако требования к точности изготовления компонентов и их юстировки остаются разумными. Дальнейшая компактизация ОС и увеличение отношения WD/EFL может быть реализована с применением нескольких концентрических и апланатических компонентов, рис. 3в. Именно такие ОС показывают наилучшее оптическое качество при компьютерном расчете. Однако в реальности оно может существенно ухудшаться за счет несоблюдения очень строгих допусков на изготовление и позиционирование компонентов.
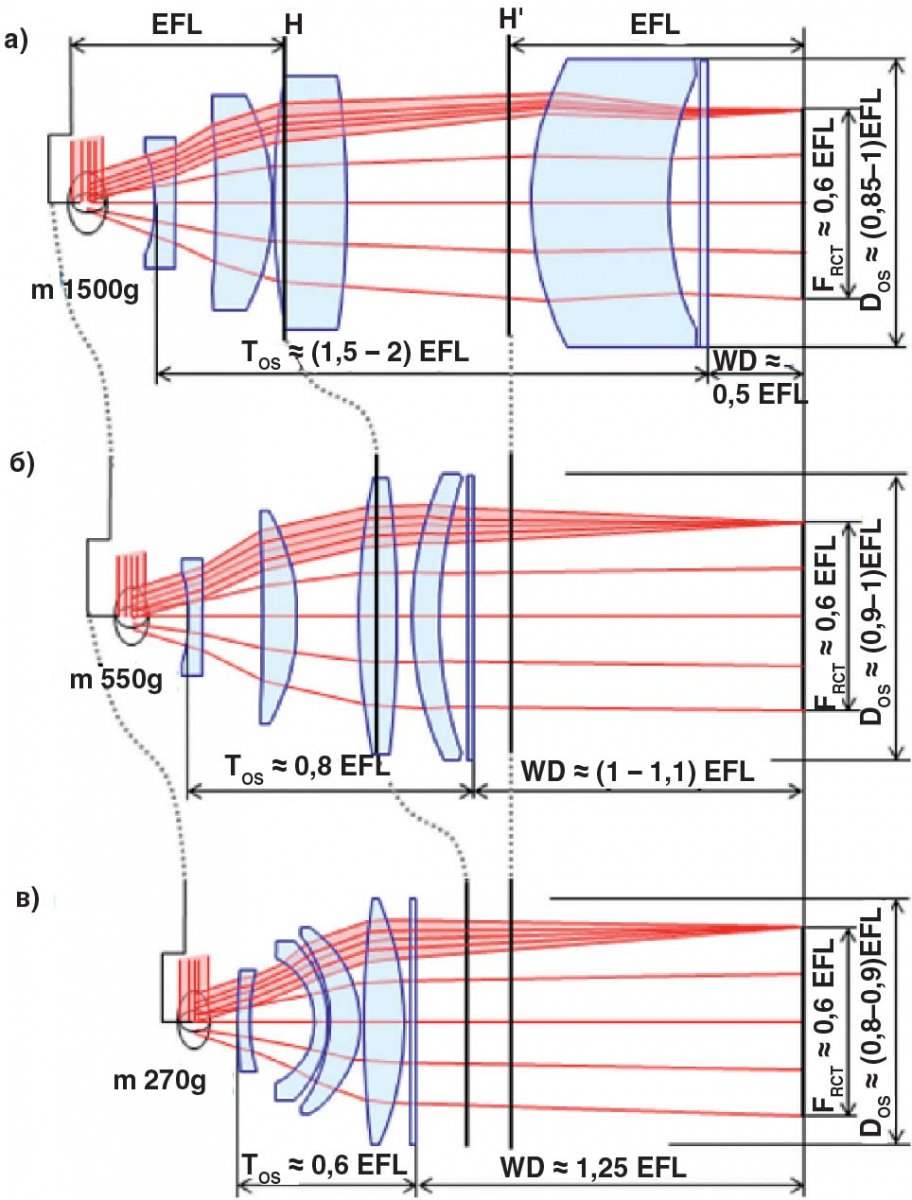
Рис. 3. Некоторые базовые принципы организации ТЦ-объективов.
а) Объектив с толстым мениском (ΨTE ≤ 6.5°). б) Объектив с разнесенными компонентами (ΨTE ≤ 3.7°). в) Объектив с концентрическими и апланатическими менисками (ΨTE ≤ 5°). Оптические параметры объективов одинаковые. TOS и DOS — аксиальная толщина и максимальный диаметр линз. Под сканером дана масса линз объектива.
Стоимость ТЦ определяется в основном его оптическими параметрами и практически инвариантна к конкретной конструкции. Для простых ОС она увеличивается за счет материалоемкости, для сложных — за счет технологических сложностей изготовления.
ОШИБКИ ПОЗИЦИОНИРОВАНИЯ, ВЫЗВАННЫЕ НАКЛОННЫМ ПАДЕНИЕМ ПУЧКА
Таким образом, выбор ТЦ-объектива для ЛТУ не является тривиальной задачей. Помочь в ее решении могут некоторые простые оценки. Они делаются в приближении гауссова распределения интенсивности во входном пучке и дифракционного качества оптической системы. Такое приближение весьма разумно, так как именно такие компоненты используются при создании ЛТУ для прецизионных применений. Некоторым отклонением профиля реальных пучков от гауссова (М2 = 1,2–1,5) мы пренебрегаем. Искажение каустики пучка и учет остаточных аберраций ОС ввергает нас в область сложного компьютерного моделирования и сводит на нет наглядность результатов, не увеличивая драматически их справедливость.
Как упоминалось выше, основными причинами снижения точности позиционирования пучка являются конечная длина каустики сфокусированного пучка и/или конечная толщина обрабатываемого объекта в сочетании с неточностью наводки на фокус и его смещением за счет термооптических эффектов. Сила проявления этих эффектов связана с фокусным расстоянием ОС, которое, в свою очередь, определяет все ее остальные параметры, как показано в таблице 2. В дальнейших оценках в качестве аргумента удобнее выбрать выходную апертуру ОС, примерно равную половине отношения диаметра входного пучка к фокусному расстоянию, NAi ≈ DLAS (2f')–1. Для описанных приближений 1/е2-диаметр перетяжки в фокусе ОС с такой апертурой равен 2ω0 = 2λ(пNAi)–1. Оценка длины каустики обычно имеет вид рэлеевской длины, показывающей расстояние вдоль оси, на котором размер пучка увеличивается в √2 раз, zR = λ(пNAi2)–1. Для прецизионных применений эта оценка, допускающая двукратное уменьшение яркости в зоне взаимодействия, является чрезмерно грубой и ее целесообразно усилить, записав как
2zE = 2λ(пNAi2)–1 √((ωE / ω0)2 – 1), (1)
где ωE — размер пучка, увеличенный до такой величины, которая практически не влияет на скорость удаления материала. Двойка в оценке учитывает симметрию гауссова пучка относительно перетяжки. Обычный диаметр выходного пучка маломощного импульсного волоконного лазера, излучающего вблизи 1000 нм, равен примерно 8 мм, поэтому диапазону фокусных расстояний объективов из таблицы 1 соответствуют выходные апертуры от 0,1 до 0,01, что дает значения 2zE от 0,02 до 2 мм для отношения ωE / ω0 = 1,05. Для 10% отклонения размера пучка эти длины возрастают примерно в √2 раз.
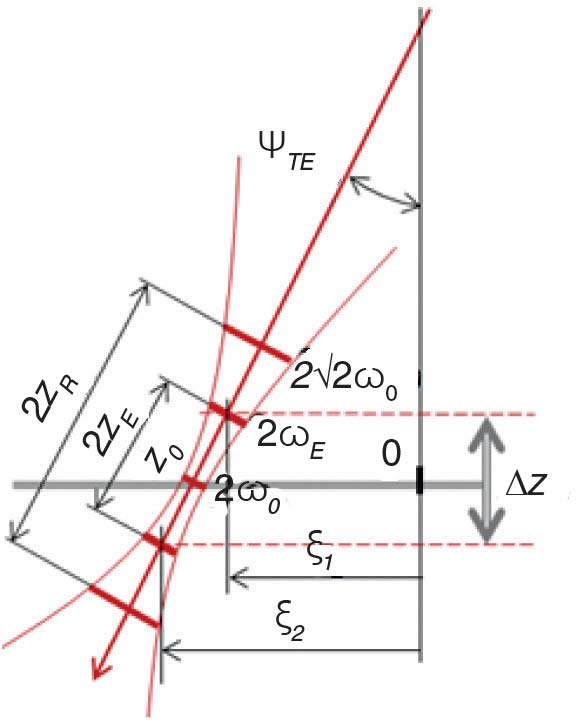
Рис. 4. Возникновение ошибки позиционирования при наклонном падении пучка
Длина 2zE, которую можно назвать эффективной длиной каустики, является диагональю треугольника, один из катетов которого равен ошибке осевого позиционирования поверхности объекта ∆z, рис. 4. Второй катет представляет собой ошибку воспроизведения координат, при малых углах равную │ξ2 – ξ1│= zE ΨTE , так что окончательное выражение для ошибки имеет вид
2δξ = 2(λп–1) ΨTE √((ωE / ω0)2 – 1) . (NAi2)–1 (2)
В оценке (2) зависимости ошибки от угла падения и выходной апертуры очевидны. Сложнее дело обстоит с учетом величины под корнем. Из нашего опыта следует, что 5% увеличение размера пучка практически не влияет на скорость удаления материала, что является позитивным фактором с точки зрения самого процесса. Однако эта инвариантность приводит к тому, что, например, при серийной обработке поверхность каждого объекта по-разному позиционируется относительно перетяжки. Это вызвано тем, что формально одинаковые объекты отличаются друг от друга на величину допусков на изготовление. Сюда надо добавить неточность подачи, попадание пыли в зазор стол–изделие и т. п. На первый взгляд перечисленные погрешности не кажутся существенными, но, как будет показано ниже, речь идет об ошибках микронного масштаба. Для сканирующих систем процесс наводки на фокус представляет собой совмещение поверхности наилучшего фокуса ОС с поверхностью изделия. Эти поверхности являются плоскими только в идеальном случае. Еще с меньшей вероятностью эти плоскости параллельны. Таким образом, процесс точной наводки на фокус превращается в сложнейшую задачу, решение которой требует эквивалентно сложной оптико-физической аппаратуры. На сегодняшний момент автору не известны приборные реализации таких систем, дающих необходимую точность. Можно предположить, что в случае появления их стоимость может конкурировать со стоимостью самой ЛТУ. В связи с этим операторы обычно используют собственные приемы наводки, заключающиеся в основном в реализации одного и того же процесса с расфокусировкой в обе стороны при интенсивности пучка, слегка превышающей порог разрушения материала объекта. Очевидно, что такие методы наводки не в состоянии обеспечить необходимую точность хотя бы за счет существования термоиндуцированного смещения фокуса. Кроме того, описанная методика является разрушающей, поэтому возможность ее применения весьма ограничена. И, наконец, она чрезвычайно времязатратна. Поэтому оценка ωE / ω0 = 1,05 является, скорее, оптимистичной.
Совместное действие трех параметров показано на рис. 5. В пределах фиксированного ΨTE увеличение выходной апертуры линейно уменьшает поперечный размер перетяжки, что, в свою очередь, квадратично уменьшает ее длину и абсолютное значение ошибки позиционирования. В свою очередь, при фиксированной апертуре ошибка линейно следует за величиной ΨTE. Для 10% отклонения размера пучка все значения на рис. 5 возрастают в √2 раз.
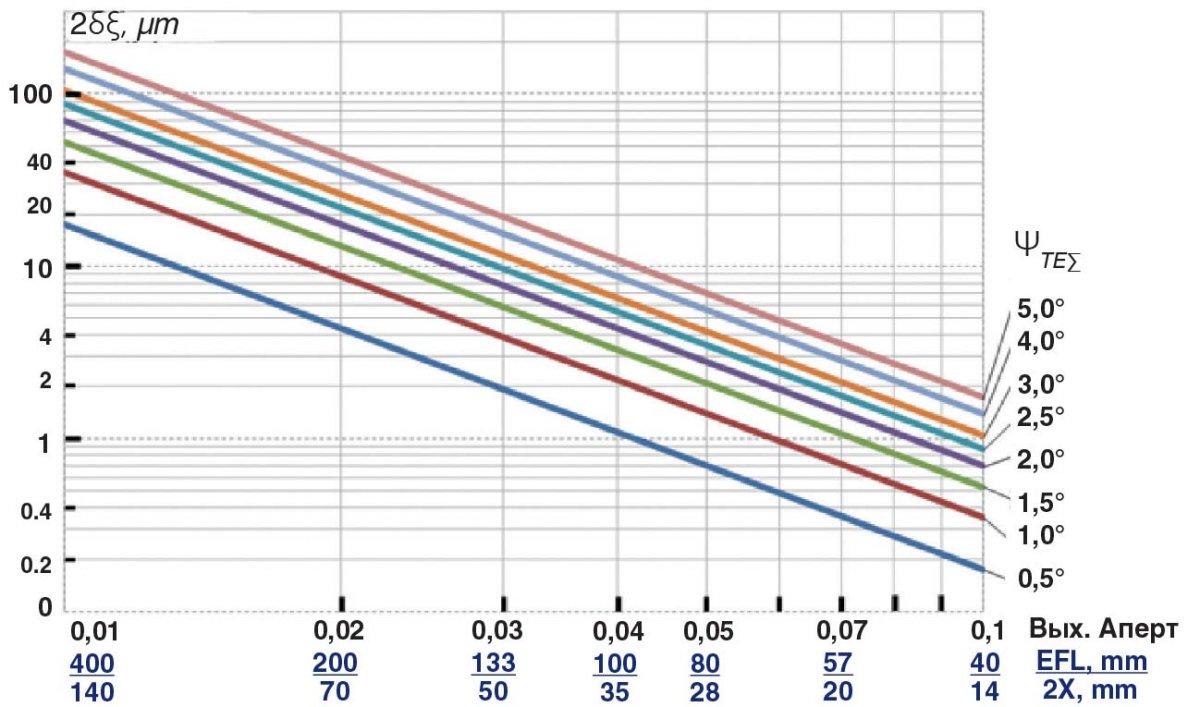
Рис. 5. Зависимость ошибки позиционирования от выходной апертуры для объективов с различным отклонением от телецентричности для ωE / ω0 = 1,05. Под осью апертур для справки приведены фокусные расстояния ОС для диаметра входного пучка 8 мм и примерная длина стороны квадратного поля сканирования, соответствующая таким EFL. Длина волны 1064 нм.
При переходе к процессам 3D-обработки принцип формирования геометрии ошибки сохраняется, но становится более сложным, рис. 6.
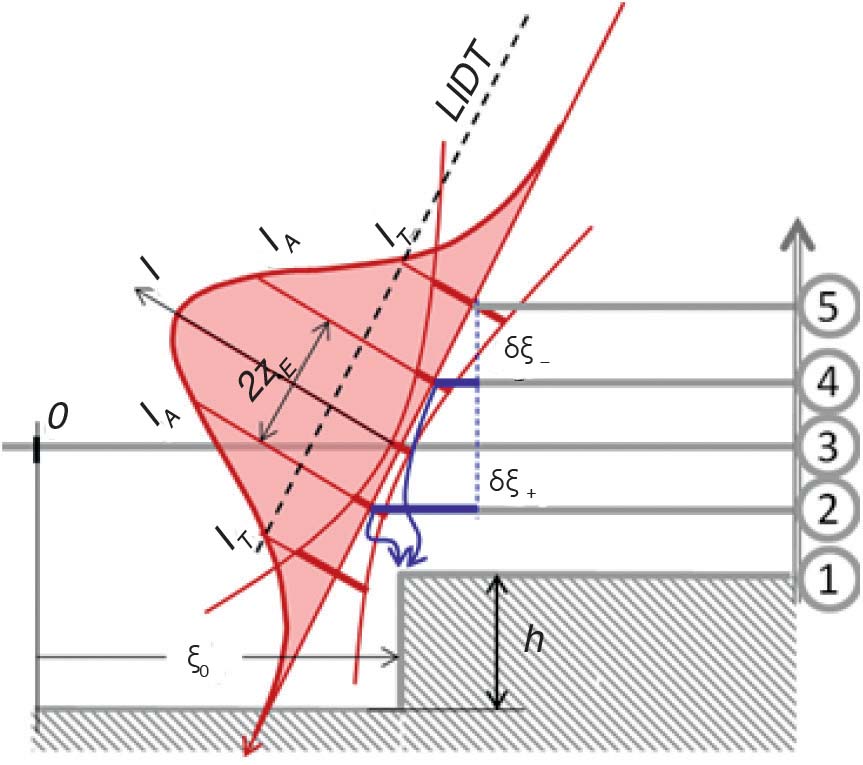
Рис. 6. Ошибки формирования ступеньки за счет неточной наводки на фокус в сочетании с действием разрушающего «хвоста» каустики. Красной заливкой показана интенсивность пучка.
Предварительная наводка на фокус осуществляется подачей поверхности изделия вверх-вниз относительно каустики пучка (между положениями «1» и «5»). Удаление материала изделия начинается в положении «1», когда интенсивность излучения (IT) превышает порог разрушения (LIDT). Опытный оператор ЛТУ может определить, что процесс проходит еще не оптимально. Но он теряет возможность этого определения при наводке между положениями «2» и «4», когда на поверхности изделия лежит часть каустики внутри ее эффективной длины 2zE, а размеры пучка превосходят минимальный всего на несколько процентов. Таким образом, после наводки начало формирования выборки глубиной h и поперечным размером ξ0 путем сканирования пучка по плоскости с одновременной подачей изделия вверх (показано стрелкой) начинается из любого положения внутри 2zE. Заканчивается же процесс формирования выборки только тогда, когда интенсивность пучка снова уменьшается до порогового значения (положение «5»). Таким образом, ошибка изготовления выборки может как превышать ошибку начальной установки (наводка на фокус с недофокусировкой), так и быть несколько меньше ее (наводка с перефокусировкой). Более детальный анализ формирования ошибки затруднителен ввиду того, что пороги разрушения различных материалов лежат в очень широком диапазоне интенсивностей. Однако видно, что тренд этой ошибки качественно совпадает с поведением графиков на рис. 5.
КРАТКИЕ ВЫВОДЫ
Из сделанных оценок следуют ожидаемые, но не слишком оптимистические выводы. Эффективная длина перетяжки в высокоапертурных объективах мала, и опытный оператор ЛТУ может судить об оптимальности процесса на основе собственных методик. При грубых же ошибках позиционирования процесс не проходит вовсе за счет недостаточной интенсивности. Поэтому при обработке полей с размерами 10–20 мм объективами с фокусными расстояниями 40–60 мм суммарные ошибки едва ли будут превышать единицы микрометров при отклонениях от телецентричности вплоть до 5°. Это позволяет использовать в таких ЛТУ относительно бюджетные объективы умеренной сложности. Наоборот, при обработке полей с размерами порядка 100 мм ошибки в десятки микрометров сохраняются даже при использовании объективов с очень малыми отклонениями от телецентричности. Стоимость таких объективов с трудом поддается оценке, и в любом случае будет составлять ощутимую долю от стоимости ЛТУ в целом. Таким образом, создание ЛТУ на базе ТЦ-объективов с большим полем обработки требует серьезного технико-экономического анализа. Вероятно, что бюджет таких установок может соперничать с бюджетом систем, построенных по принципу Infinite Field Of View (IFOV), в которых позиционирование пучка осуществляется единственным вектором, описывающим комбинацию линейного перемещения объекта обработки и углового перемещения сканирующих зеркал.
Литература
1. V. I. Yurevich et al., «Optical design and performance of F-Theta lenses for high-power and high-precision applications», Proc. SPIE 9626, 96261S (2015).
2. M. J. Kidger, Intermediate Optical Design, SPIE Press, Bellingham, Washington (2004).
3. W. J. Smith, Modern Lens Design, McGraw-Hill, New York (2005)
4. R. Kingslake and R. B. Johnson, Lens Design Fundamentals, 2nd ed., SPIE Press, Bellingham, Washington (2010).
5. M. Laikin, [Lens Design], 4th ed., CRC Press Taylor & Francis Group, Boca Raton, London & NY, 480 (2007).
6. Sill Optics GmbH & Co. KG, «F-Theta lenses», https://www.silloptics.de/en/products/laser-optics/f-theta-lenses-1 (10.05.2020)
7. Jenoptik, «F-Theta Lens for Laser Material Processing Applications», https://www.jenoptik.us/products/optical-systems/objective-lenses-for-hi... (10.05.2020)
8. Wavelength Opto-Electronic, «F-Theta Scan Lens», https://wavelength-oe.com/products/laser-optics/f-theta-scan-lens (10.05.2020)
9. Excelitas International, «Laser Optics: LINOS Laser Material Processing Optics», https://www.excelitas.com/product-category/linos-laser-material-processi... (10.05.2020)
10. Patent EP 1 081 525 A2, «F-theta lens», Fuse, Keiji, Sumitomo Electric Industries, Ltd., Konohana-ku, Osaka (JP), Priority: 10.08.1999 JP 22643099
11. Patent 5,404,247, «Telecentric and achromatic F-Theta scan lens system and method of use», Joshua M. Cobb et.al., Int. Business Machines Co., Armonk, N.Y., Priority: 04.04.1995
12. T. Jamieson, «Thick meniscus field correctors», Appl. Opt. 21 (15) 2799–2803 (1982).
Источник журнал "РИТМ машиностроения" № 4-2020
Еще больше новостей |




