
Компания «Пумори-Северо-Запад» разрабатывает комплексные инжиниринговые решения для создания и модернизации промышленных предприятий, в том числе проекты по автоматизации производства, позволяющие иметь единую систему управления и планирования всех производственных процессов от момента запуска в производство до момента отгрузки готового изделия с использованием различного оборудования. Один из таких проектов — роботизированный комплекс для предприятия двигателестроения.
Заказчиком были поставлены задачи: наладить выпуск особо ответственных деталей, организовать автоматизированный участок с двумя фрезерными обрабатывающими центрами, обеспечить работу участка в три смены по 8 часов в автономном режиме.
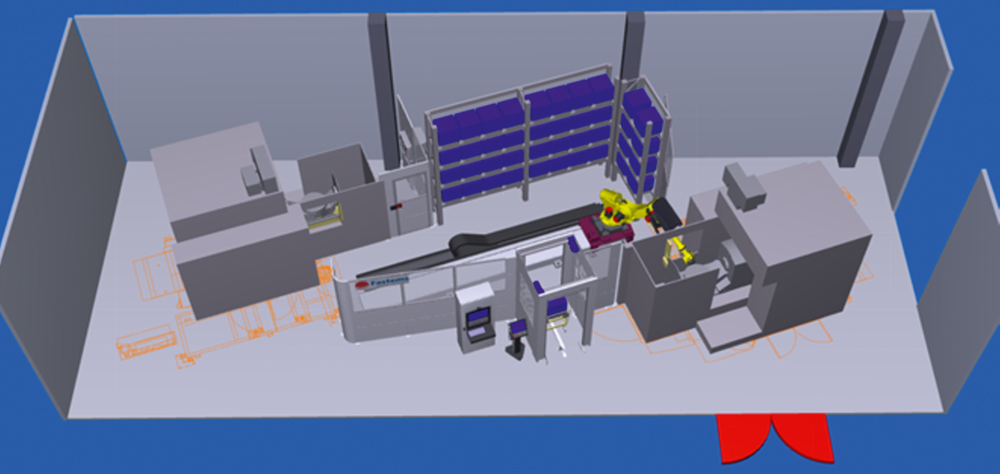
Специалистами компании «Пумори-Северо-Запад» был разработан роботизированный комплекс RoboFMS, включающий в себя два пятиосевых фрезерных станка OKUMA MU-6300VA со сменщиками паллет, обслуживающего робота Fanuс R-2000iB/165F с перемещением по направляющей на полу, паллетный склад на 40 мест и станцию КИМ. Комплекс оснащен системой контроля периметра рабочей зоны.
Принцип работы RoboFMS:
• В системе управления производством (ПО ГПС) планируются задания с указанием производимых деталей и их количества в партии.
• Система управления расставляет приоритеты заданий исходя из дат и времени начала производства данной партии деталей.
• На основе заданий ПО ГПС устанавливает план-график производства и загрузки станков.
• Проверяет наличие: необходимых заготовок на складе, инструмента на станке, программы управления для станка под заданные детали.
• Согласно графику производства робот, оснащенный специальным захватом, забирает быстросменную паллету с закрепленной заготовкой и устанавливает ее на стол станка.
• С сервера загружается управляющая программа для станка.
• Станок производит механическую обработку.
• Робот забирает паллету с деталью со станка и производит установку на станцию КИМ, где выполняется измерение детали и при необходимости формируется файл погрешности для программы обработки станка.
• Если по результатам измерений деталь необходимо доработать, робот забирает паллету с КИМ и устанавливает ее в станок, запускается программа обработки с учетом сформированного файла погрешности.
• Цикл повторяется до полного выполнения программы производства.
Результат: автоматизированный участок работает уже более 3 лет; систему обслуживает 1 оператор в смену; третья смена работает в режиме безлюдного производства.
ООО «Пумори-Северо-Запад»
192019, г. Санкт-Петербург, ул. Седова, д. 11, корп. 2, лит. А
Тел.: +7 (812) 670-70-26,
marketing@pumorinw.ru,
www.pumorinw.ru
Источник журнал "РИТМ машиностроения" № 4-2020
Еще больше новостей |




