
Гибка труб на многих предприятиях исторически определяется как одна из вспомогательных операций и технологий. На заводах, до сих пор пользуются ручными и простыми станками с большими ограничениями по возможностям. Мебельная промышленность, которая является основным потребителем гнутых труб, на сегодняшний день заинтересована в снижении любых издержек и инвестиций и выбирает наиболее дешевое оборудование, в том числе в условиях низкой стоимости труда рабочего. Предприятия автомобилестроения предпочитают не внедрять новые технологии, а получать готовые комплекты трубопровода из-за границы либо копируют технологию и оборудование, установленное на головных заводах. Заинтересованной стороной в развитии технологии гибки труб могут выступать предприятия машиностроения, но здесь важно учитывать, что трубопроводы не являются конечным изделием, и техперевооружение вспомогательных технологий осуществляется по остаточному принципу.
Отдельно стоит упомянуть и обстоятельства, связанные с людским фактором. В связи с высокой оплатой труда в промышленности западных стран широкое развитие получили технологии автоматизации, связанные с минимизацией ручного труда. В России и странах СНГ, в том числе и на основании более мелких серий, приоритет до сих пор отдавался технологиям ручной гибки, которая, дополняясь профессионализмом рабочих, позволяла получать качественные изделия, для которых обычно требуется более дорогостоящее и сложное оборудование. Вместе с тем упор на ручной труд всегда имеет ограничения в производительности и повторяемости и в какой-то момент может выйти на уровень нерентабельности и невозможности применения. В связи с этим даже при условии полного удовлетворения результатами работы участков гибки труб предприятиям стоит изучать новые технологии и возможности с прицелом на завтрашний день.
Описание
Гибка труб — действительно простая технология при условии отсутствия требования к качеству продукции. В данной статье мы рассмотрим основные способы гибки и их отличия.
Наиболее старым является принцип арбалетной гибки (рис. 1) — простой способ, где труба зажимается двумя концами с давлением ролика посередине. Гибка труб таким или аналогичным способом в середине прошлого века находила применение в том числе и в крупногабаритных станках для больших диаметров труб, например в сфере судостроения, либо с использованием мощных прессов с необходимым давлением. Ограничением такого способа является сложность или невозможность точно перестроиться на следующий гиб, а также само качество гибки. Вместе с тем для простых медных трубок инструменты для арбалетной гибки активно продаются и на сегодняшний день и могут применяться для выполнения ремонтов, изготовления мебели и других простых задач.
Трехроликовая гибка применяется в станках для гибки труб и профилей (зачастую станки называются профилегибочными или профилегибами). Принцип действия — труба базируется на двух роликах и с помощью третьего ролика осуществляется давление (рис. 2). При этом отличие от арбалетной гибки в том, что труба подается в сторону, то есть давление не единовременное, а постоянное по площади гиба. Такой метод используется для гибки больших радиусов (где радиус свыше 4–5 диаметров трубы) и применяется в мебельной промышленности, производстве ограждений, арок сооружений и т. д. Принцип технологии не меняется, но дополнительные возможности, например регулировка движения ролика с помощью ЧПУ, создают возможность изготовления переменных радиусов. На рынке профилегибочных станков (или трубогибочных трехроликовых станков) существует различное оборудование, начиная от простых и ручных машинок и кончая современными станками с ЧПУ для программируемой гибки. Дополнительным отличием от всех остальных способов гибки является отсутствие специализированной оснастки под радиус гиба — в трехроликовых станках радиус формируется положением ролика и, таким образом, один и тот же инструмент используется для создания нескольких радиусов.
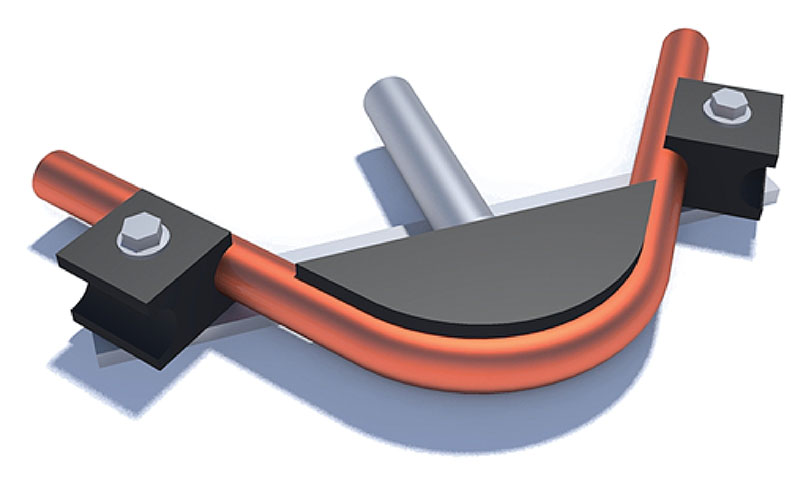
Рис. 1. Арбалетная гибка труб

Рис. 2. Трехроликовая гибка труб
Гибка намоткой (рис. 3) — наиболее традиционный способ гибки труб, который является и наиболее прогрессивным на сегодняшний день. Суть технологии состоит в силовом движении гибочной консоли станка (отдельный ход) для гибки трубы в пазе гибочного ролика по заданному им радиусу. Гибка намоткой получила свое развитие и в ручном инструменте, и в современных трубогибочных станках, в которых вышеуказанный принцип является основным. В настоящее время понятие «трубогиба» или «трубогибочного станка» как раз подразумевает способ гибки трубы намоткой. И именно об этом способе мы поговорим поподробнее.
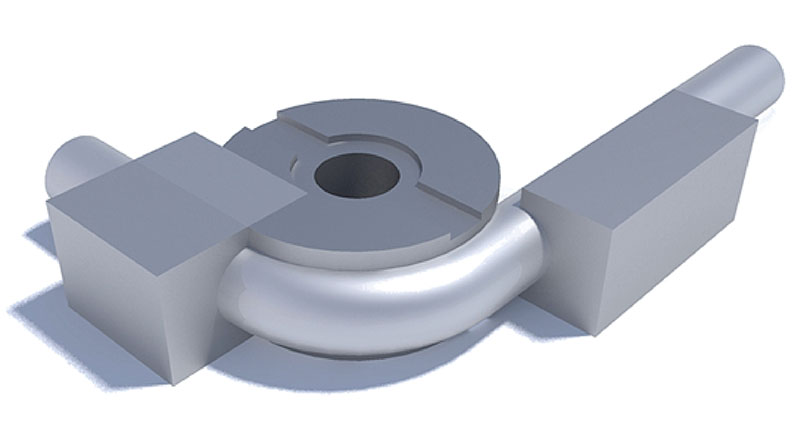
Рис. 3. Гибка труб намоткой
Бездорновая и дорновая гибка
Бездорновая гибка намоткой, или бездорновая гибка — основной принцип всего ручного инструмента, а также бездорновых трубогибочных станков. Основное отличие этой технологии — гибка без дополнительного внутреннего элемента, которым является дорн. Так, бездорновая гибка может осуществляться и на дорновом станке без применения дорна, но дорновая гибка не может осуществляться на бездорновом станке, где установка дорна не предусмотрена.
Дополнительное отличие — как правило, в базе, бездорновое оборудование предназначено для выполнения одного гиба. Это значит, что линейное положение трубы контролируется вручную оператором, но какой-либо индикации положения не предусмотрено. В ручном инструменте это просто невозможно, а в станках линейная подача и контроль могут осуществляться по каким-то упорам либо с помощью обратной связи, но в любом случае являются опциональной возможностью.
Что же такое дорн? Дорн — это элемент инструментальной оснастки, который в процессе движения гибочной консоли находится в зоне гиба и спасает трубу от дополнительных внутренних деформаций (рис. 4). Дорновая гибка пришла на смену гибки труб с наполнителем, где в качестве наполнителя использовались различные материалы, например песок. Именно наличие дорна и возможность контроля его положения и отражает основной принцип дорновой гибки. И именно дорновая гибка, в отличие от всех других технологий гибки, может помимо качества обеспечить в том числе гибку по радиусам меньшим, чем 3 диаметра трубы, при отсутствии явных дефектов в виде овальности или гофр. Кроме того, использование дорна, в отличие от других наполнителей, позволяет сэкономить время, связанное с подготовкой трубы к гибке. Дорн — это не простая штанга, а достаточно сложный элемент, в котором может быть и несколько шариков, которые будут изгибаться внутри трубы в соответствии с радиусом гиба.

Рис. 4. Дорны для трубогибочного станка
Современные трубогибочные станки
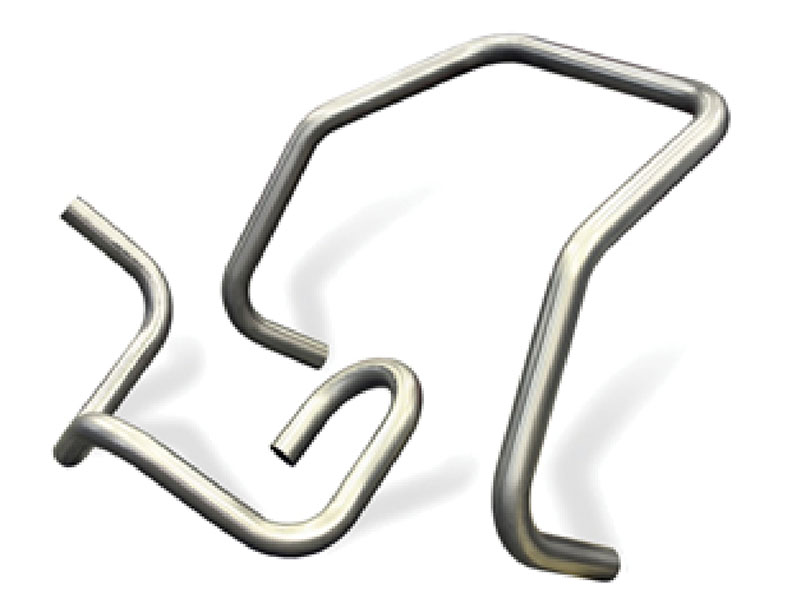
Современные трубные изделия могут быть достаточно сложными по наличию одного или нескольких радиусов гибки на одном изделии (рис. 5, 6), жестких требованиий к радиусам гиба, точности, овальности и дефектам в месте гиба. В мебельной промышленности дорновая гибка может и не использоваться, так как кроме внешнего вида дефекты гиба не имеют преимущественного значения, но в автомобильной промышленности, изготовлении авиационных трубопроводов, труб для гидравлических систем и т. д. дорновая гибка является необходимым и единственным методом. Также и само линейное перемещение трубы может иметь важное значение или не иметь его вовсе, например, при гибке гидравлических штуцеров с одним гибом.

Рис. 5. Гибка труб под 180 градусов
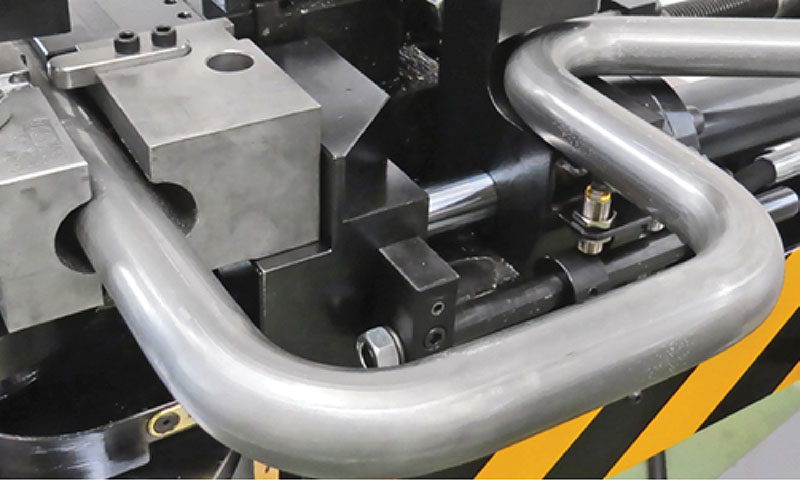
Рис. 6. Одноуровневый трубогибочный станок
Технология гибки является не такой сложной, но при выборе станка есть ряд моментов, которые полезно изучить. Сами станки, даже дорновые, могут иметь от одной оси, то есть, по сути, только ось силового движения консоли для выполнения гиба, а все остальные операции, например подача и поворот трубы, будут выполняться вручную.
Также необходимо понимать, какие требования предъявляются непосредственно для трубного изделия, сколько гибов будет выполняться, сколько радиусов гибки на изделии. Например, вращение трубы необходимо только в случае, если будет осуществляться гибка в нескольких плоскостях, то есть 3D-гибка; также встает вопрос, может ли это вращение выполняться вручную или требуется автоматическое движение.
Наличие автоматической подачи по длине и для вращения будет подразумевать минимум три управляемых оси (движения закрытия прижимов выполняются гидравлически). Наличие нескольких радиусов на трубе и невозможность их унификации (например, унифицировать 3 близких радиуса в один) потребует наличия в станке смены плоскости трубогибочной оснастки (рис. 7). Как уже было обозначено, каждый комплект гибочной оснастки, где основным является гибочный ролик с радиусом гиба, подразумевает возможность гибки только по одному радису. То есть для второго радиуса требуется наличие второго комплекта оснастки на станке (если не подразумевается смена оснастки в процессе изготовления детали) и обеспечение еще двух движений станка — горизонтального и вертикального, связанного с перемещением гибочной консоли на другой уровень оснастки.

Рис. 7. Трубогибочный станок с многоинструментальной оснасткой
В последнее время также наблюдается переход полностью к сервоэлектрическим станкам без применения гидравлики. В классическом трубогибочном станке сервоприводами контролируются три основные оси: подача трубы, сама гибка с помощью гибочной консоли и поворот трубы, а также при применении многоуровневых трубогибочных станков две вспомогательные оси для перехода уровня оснастки. Полностью сервоэлектрические станки обеспечивают контроль с помощью сервоприводов всех вспомогательных движений прижимов с целью точной настройки оснастки для выполнения особо точных гибов и ответственных задач. Именно такие станки обеспечивают требования по минимальной овальности в месте гиба и утонению стенки вплоть до особо сложных радиусов, равных 1 диаметру трубы или менее. В настоящее время такое оборудование представлено на рынке многими компаниями из Италии, Португалии, Германии, Тайваня и т. д.
Взгляд в будущее
На сегодняшний день процесс дорновой гибки намоткой и использование последнего поколения сервоэлектрических станков не подразумевает какого-то серьезного развития технологии. Поэтому производители делают упор в сторону всех вспомогательных характеристик, таких как современное ЧПУ с моделированием и симуляцией гибки, вспомогательные устройства для контроля пружинения и размеров, дополнительные устройства резки и пробивки, чтобы эти операции выполнялись в одном рабочем цикле, внедрение автоматизации и роботизации загрузки-выгрузки, а также создание поточных линий с совмещением технологических процессов с последующей формовкой трубы, установкой гаек, измерения геометрии и т. д.
На рынке также демонстрируются станки свободной гибки из Японии и Германии, позволяющие с помощью специальной головки исключить специализированную оснастку под радиус гиба и задавать направление гиба в любую сторону с помощью позиционирования головки. Такие станки очень эффективны, но их применение ограничено большими радиусами гиба, поэтому они не могут рассматриваться в качестве нового решения для классической промышленности, а, скорее, предназначены для изготовления дизайнерской мебели и элементов интерьеров.
Большой упор также делается на разработку крупногабаритных сервоэлектрических станков большой мощности, которые могут заменить классическую индукционную гибку (где труба предварительно нагревается для гиба) и снизить саму скорость процесса гибки в десятки раз. Такое оборудование применяется для энергетического машиностроения, судостроения, нефтегазовой промышленности и т. д.
![]()
ТРУБОГИБОЧНЫЕ И ПРОФИЛЕГИБОЧНЫЕ СТАНКИ ВСЕХ ТИПОВ
111250, г. Москва, проезд завода «Серп и Молот», д. 3/2
Бизнес-Центр Light Tower, офис 15/2
Тел. + 7 (495) 374 95 86
www.amob-russia.ru
E‑mail: sales@amob-russia.ru
Еще больше новостей |





