
Круглый стол «Как они это делают: шестерни» стал продолжением серии конференций на актуальные технологические темы, организатором которых выступает Национальный союз производителей и поставщиков оборудования и инструмента для металлообработки (НСПОИМ). Что такое шестерни, где используются, какие трудности преодолевает предприятие для их производства — такие вопросы ставили перед собой участники мероприятия.


Рис. 1. Круглый стол «Как они это делают: шестерни» в технопарке «Сколково». Фото: НСПОИМ.
Производство зубчатых колес авиационных двигателей
Главный специалист «ОДК-Салют» Сергей Прохоров отметил, что в авиастроении существует разделение зубчатых колес на несиловые (различные агрегаты, приводы датчиков) и силовые (служат для зубчатого зацепления агрегатов, которые обслуживают самолет, двигатель, для передачи крутящего момента от стартера к валу двигателя при его запуске, для привода винта в турбовинтовых и части турбовентиляторных двигателей) — рис. 2. Ко вторым предъявляются более высокие требования. Это работа при больших скоростях с нестационарными режимами и при переменных контактных и изгибных напряжениях. Их производство требует обеспечения сложной формы высокоточных поверхностей. Эти особенности определяют сложность оборудования и технологического процесса изготовления зубчатых передач.

Рис. 2. Шестерни. Фото из презентации «ОДК-Салют»
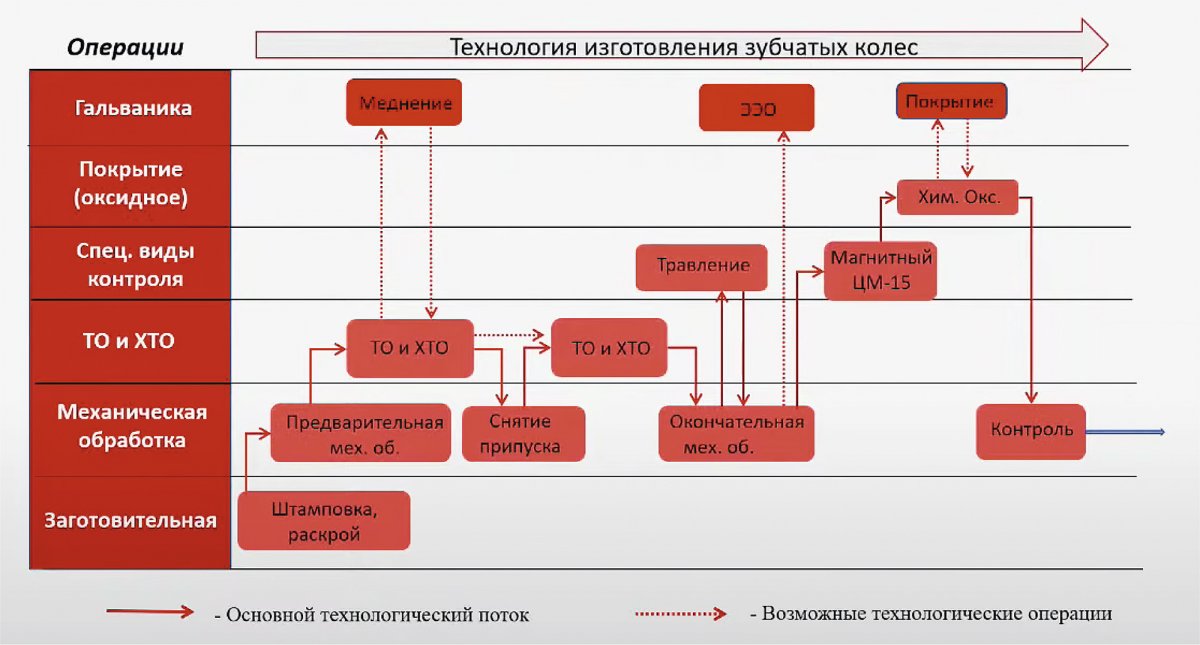
Рис. 3. Типовая технология производства зубчатых колес ГТД. Фото из презентации «ОДК-Салют».
Технология производства авиационных зубчатых колес (рис. 3) должна обеспечивать:
• высокую точность базовых поверхностей и всех элементов зацепления;
• высокое качество химико-термического упрочнения рабочих поверхностей;
• оптимальную модификацию рабочих поверхностей зубьев;
• низкую шероховатость рабочих поверхностей зубчатых колес.
Среди актуальных задач, которые сейчас стоят перед производственниками:
• Механическая обработка: шлифование высокоточных зубчатых колес кругами малых диаметров; применение высокопроизводительных, гибких технологий зубопрофилирования; изготовление прямозубых конических шестерней.
• Термическая и химико-термическая обработка: снижение деформационных поводок при ТО и ХТО, упрочнение внутренних шлицев; способы и технологии предохранения поверхностей от ХТО.
• Контроль зубчатых колес на всех этапах изготовления: параметры зубчатого венца; контроль общей геометрии; контроль остаточных напряжений; контроль на прижоги, трещины.
Программное обеспечение для проектирования редукторов
В современных реалиях проектирование зубчатых колес без использования программного обеспечения (ПО) трудно представить. Дмитрий Федош из компании GLEASON показал тот ряд возможностей, которые включает современная система ПО. Это проектирование (рис. 4), расчет на прочность, оптимизация, анализ, проверка элементов машиностроения, выпуск документации и др.

Рис. 4. Общая схема проектирования. Фото из презентации компании Gleason.
Так, применение модульной системы KISSsoft (состоит из модулей KISSsoft и KISSsys) охватывает широкий диапазон от проектирования отдельных элементов до автоматизированного проектирования целых коробок передач: зубчатые колеса; элементы машиностроения. В KISSsys проводится расчет и анализ систем и коробок передач: кинематика, потоки мощности, схемы переключения скоростей, анализ редуктора, рассчитывается его КПД, критические частоты.
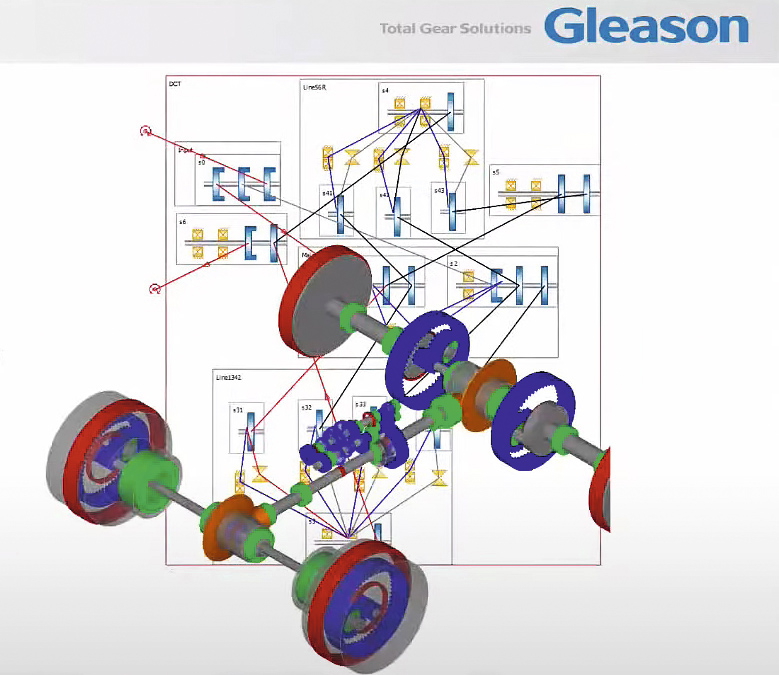
Рис. 5. Проектирование автомобильной системы с бортовыми и колесными редукторами. Фото из презентации компании Gleason.
На рис. 5 приведен пример не просто автомобильной коробки передач, а всей системы с бортовыми и колесными редукторами. Исходя из данных проводится расчет надежности как на уровне отдельных элементов, так и на уровне системы, рассчитываются различные конфигурации кинематической схемы с выбором требуемой, осуществляется проверка соответствия конструкции редуктора требованиям, предъявляемым к сроку службы, уровню вибрации и т. д.
Как получить зуб на универсальном оборудовании
Во время круглого стола был рассмотрен процесс изготовления зубчатых венцов на универсальном оборудовании. В этом случае, теряя в точности изделия, можно получить существенные преимущества: использование более распространенного оборудования, постановка на производство большой номенклатуры изделий при малых партиях, удобство при обработке детали за один установ и др. Такая обработка может осуществляться за счет применения зуборезного инструмента и при необходимости специального инструментального блока.
Николай Собянин, DMG Mori Россия, выделил четыре основных технологических цикла, применяемых для получения зубчатых поверхностей на универсальном оборудовании, токарно-фрезерных станках и на фрезерных станках с токарной функцией: GEAR HOBBING (метод обката), GEAR SKIVING (зуботочение), CROWN HOBBING (торцевой зуб), GEAR BROAСHING (долбление зуба).
Возможности метода GEAR HOBBING (рис. 6а): программирование в диалоговом режиме; обработка прямых, косых, спиральных зубьев и червячных шестерен; поддержка применения червячных и дисковых фрез; увеличение срока службы инструмента за счет смещения; достижимое качество — порядка DIN 7.
а) 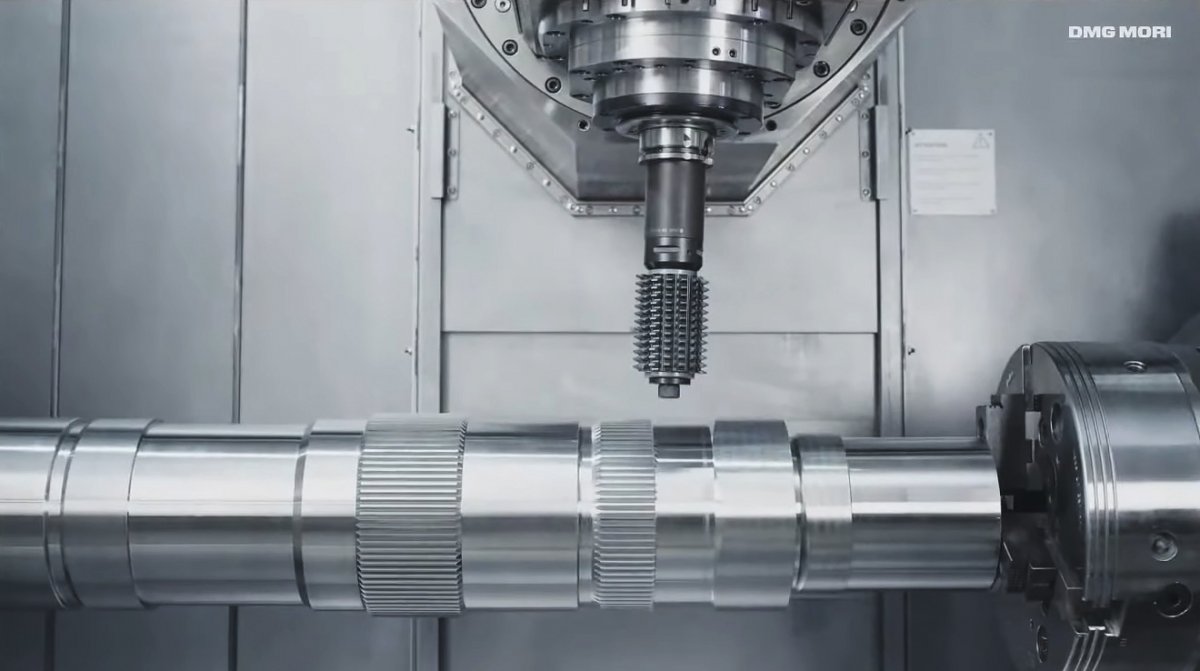
б) 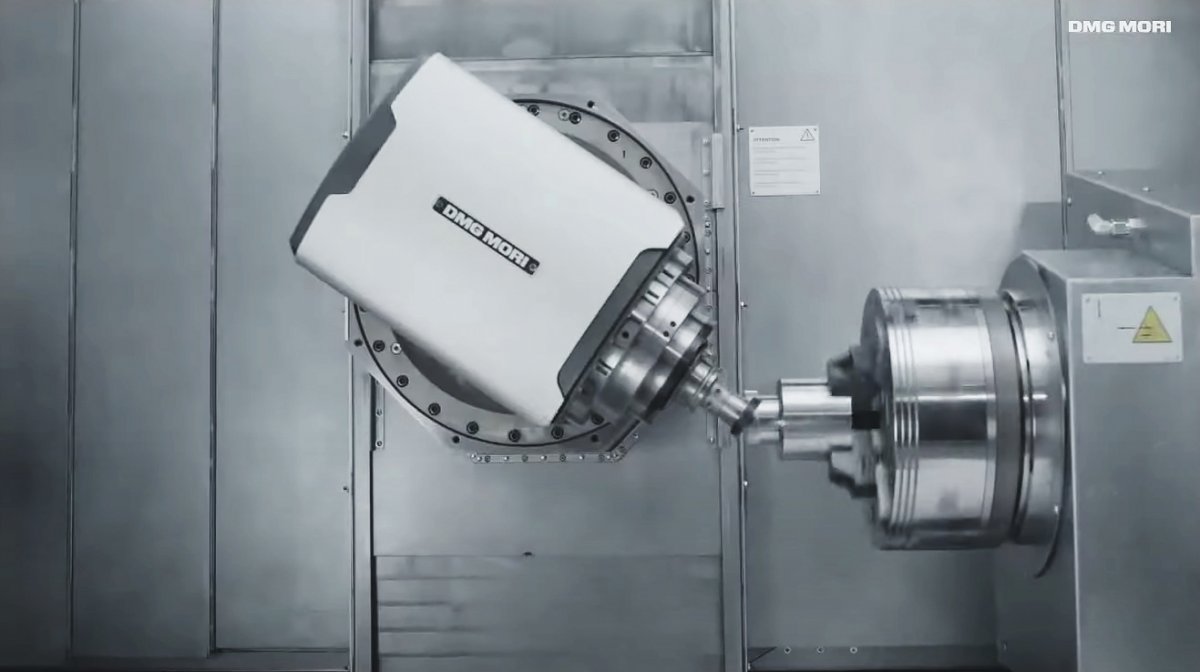
в) 
Рис. 6. Методы зубообработки на универсальном оборудовании DMG MORI: а) GEAR HOBBING, б) GEAR SKIVING, в) CROWN HOBBING. Фотографии из видео: DMG MORI.
Метод GEAR SKIVING (рис. 6б) позволяет получать: прямозубые, косозубые, внешние или внутренние прямозубые и шлицевые шестерни; шестерню типа «елочка».
Возможности метода CROWN HOBBING (рис. 6в): изготовление зубьев ударным фрезерованием, автоматический расчет траектории движения инструмента; создание позиционно ориентированных пар зубьев путем определения углового положения зубьев на детали.
Возможности метода GEAR BROAСHING: обработка внешних и внутренних зубьев и шлицов, можно изготовить модуль до 4 мм.
Что касается технологии зубошлифования, то она также может осуществляться на токарно-фрезерном оборудовании DMG MORI премиальной линейки.
Максим Бесихин, генеральный директор ООО «ОТС-Технологии», в свою очередь, рассказал об обработке зубчатых колес на универсальных токарных обрабатывающих центрах с приводными блоками компании WTO, сделав акцент на требовании к используемому оборудованию.
Приводные блоки для червячных фрез GEAR HOBBING UNIT (рис. 7а) применяются для производства шлицов, прямозубых и косозубых шестерен. В качестве инструмента применяются фрезы из быстрорежущей стали HSS, червячные фрезы из порошкового «быстрореза»
HSS-Co, червячные фрезы из твердого сплава HM. Точность изготавливаемых шестерен лезвийным инструментом — 9–10 квалитет.
Требования к оборудованию: наличие управляемых осей: Z, X, (Y — желательна), С, револьверная голова с приводом; синхронизация движений по осям Z, C и привода револьверной головы; синхронизация положения оси С и привода револьверной головы; отсутствие люфтов между приводом револьверной головы и муфтой приводного блока; жесткий интерфейс револьверной головы (BMN, TriFix)
Какие могут быть проблемы? Блоки для червячных фрез достаточно объемные и, как правило, занимают два места в револьверной голове. Надо хорошо контролировать движения на предмет столкновений за счет применения программных комплексов, учитывать расстояние под выход инструментов.
а) 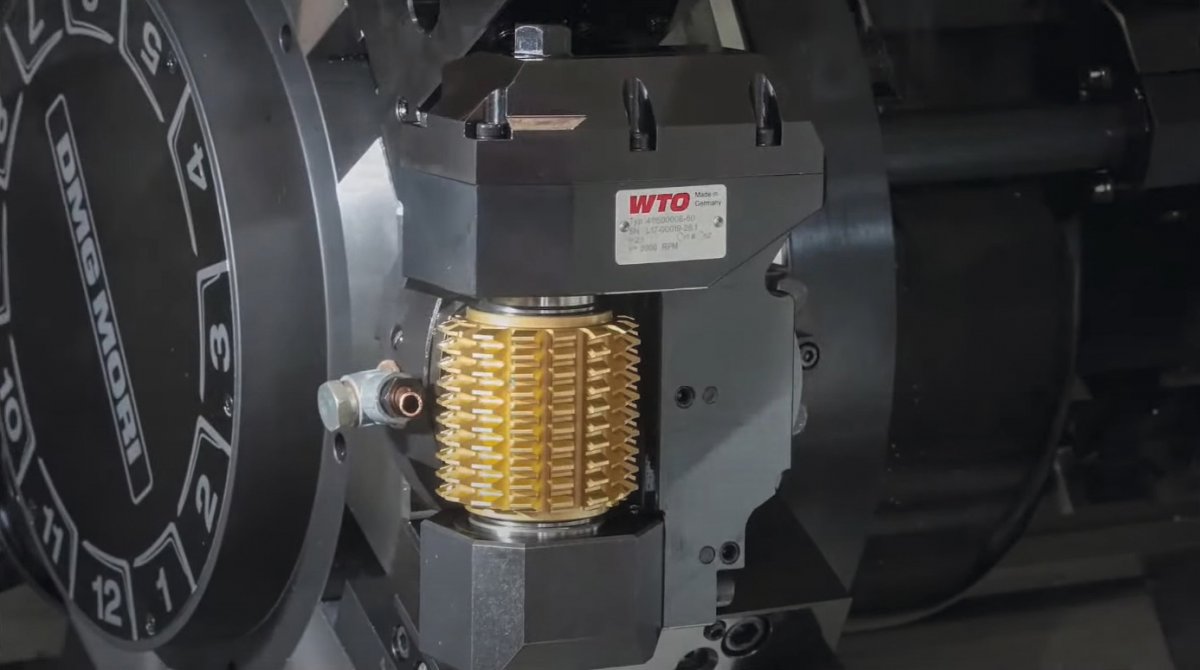
б) 
в) 
Рис. 7. Зубообработка на универсальном оборудовании с помощью блоков компании WTO: а) GEAR HOBBING UNIT, б) POWER SKIVING UNITS для силового точения, в) BROACHING UNITS. Из презентации компании «ОТС-Технологии».
Блоки для силового зуботочения, или POWER SKIVING UNITS (новая технология для России) — рис. 7б. Технология реализуется на токарном оборудовании и на фрезерных станках с наличием токарной функции. С ее помощью можно изготовить: внутренние шлицы, наружные шлицы, прямозубые шестерни, косозубые шестерни. Требования к оборудованию такие же, как при использовании GEAR HOBBING UNIT, но в этом случае управление и синхронизация по оси Y обязательны. Обязателен контроль врезания инструмента.
SKIVING — это процесс, в котором — станок, заготовка, режущий инструмент и приводной блок должны быть точно синхронизированы друг с другом. Для каждого зубчатого венца используется свой специнструмент (скайвер). За счет этого технология довольно дорогая. В отличие от зубофрезерования, проектирование инструмента для скайвинга возможно только с использованием сложного программного обеспечения. Инструмент для скайвинга зависит от размеров заготовки и режимов резания.
Блоки для долбления или строгания BROACHING UNITS (рис. 7в) — самое универсальное решение. С помощью данных блоков можно производить внутренние и наружные шлицы, шпоночные пазы, полигональные отверстия. Обработка возможна практически на любом токарном станке. Требования к оборудованию: наличие управляемых осей: Z, X, C, револьверная голова с приводом.
Производство на специализированном станке
О современных производственных решениях лезвийной обработки зубчатых венцов и наблюдаемых тенденциях рассказал Давид Даушвили, компания GLEASON.
В производстве крупногабаритных зубчатых колес методом фрезерования актуальна проблема стойкости инструмента. В связи с этим в компании была разработана методика, заключающаяся в комбинации обработок с применением дисковой и червячной фрез. Принцип заключается в следующем. Сначала проводится черновая прорезка впадины зуба с использованием дисковой фрезы класса B. Тем самым проводится нарезка приблизительно 90% от высоты зуба с припуском на чистовое зубофрезерование. Далее осуществляется переналадка на червячную фрезу, как правило, из быстрорежущей стали, и проводится окончательная обработка зубьев.
Для обработки зубчатых венцов крупных зубчатых колес все чаще применяются специальные фрезерные головки. Данная технология позволяет на порядок снизить цикл нарезания венцов по сравнению с долблением. Но, к сожалению, данный процесс не может заменить на 100% зубодолбление, например, при обработке закрытых венцов. Также данная технология ограничена минимально возможным обрабатываемым диаметром — до 600 мм в силу крупных габаритов таких фрезерных головок.
В конструкторской документации шестерен для автомобилей увеличивается тренд на наличие фаски на торцах зубьев. В силу больших объемов выпуска шестерен в автомобилестроении клиенты требуют интеграцию зубофасочных станций в зубофрезерные станки. В настоящее время существуют различные виды технологий по снятию фаски. Например, это применение фрез-летучек, специальных червячных фрез, а также так называемых накатников (рис. 8).

Рис. 8. Зубофасочные операции. Фото из презентации компании Gleason.
С появлением современных систем ЧПУ и приводов технология зубодолбления обрела новые возможности — долбление прямозубых и косозубых зубчатых венцов за счет применения так называемых электронных направляющих. На рис. 9 показаны реальные примеры применения технологии зубодолбления для выполнения нестандартных задач. Например, зубообработка внутреннего шлица, распложенного очень глубоко в корпусе авиационной детали. На некоторых производствах можно встретить применение зубодолбления для нарезки торцевых зубьев.
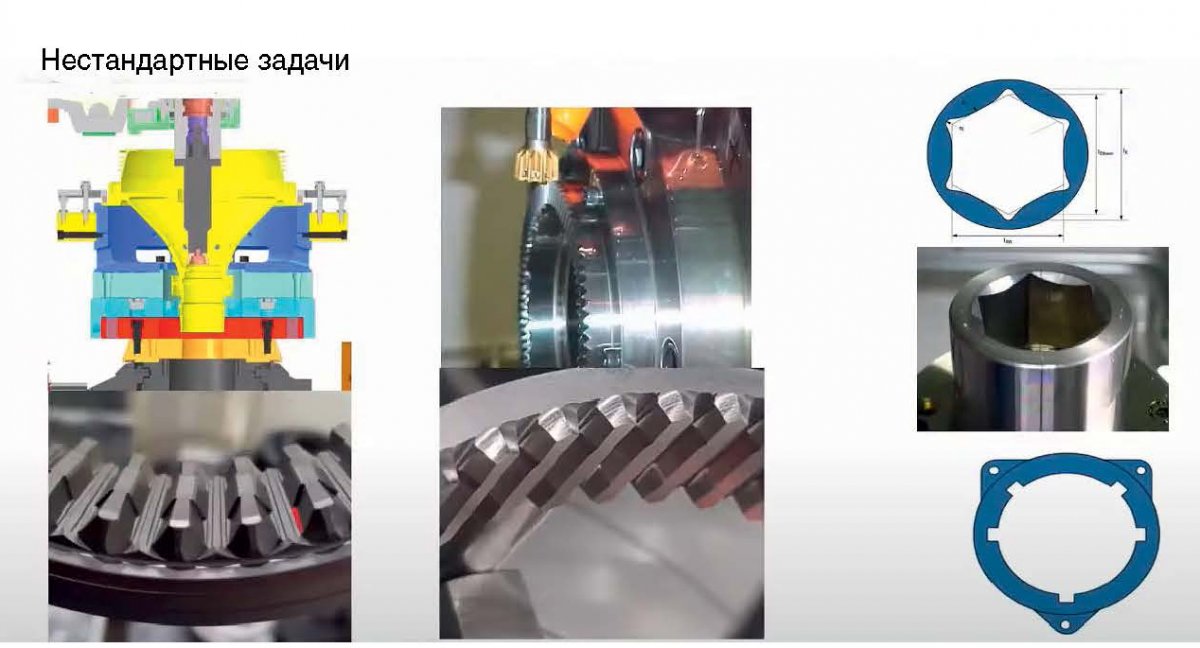
Рис. 9. Зубодолбление. Фото из презентации компании Gleason.
Благодаря электронным направляющим и применению специальных долбяков имеется возможность обработки специальных трансмиссионных зубчатых венцов со скосами по боковой поверхности зуба. Ранее для этих задач была необходима отдельная операция на специальных станках, где скос получали за счет накатки инструментом. Также благодаря современным возможностям зубодолбежных станков можно нарезать так называемые «домики синхронизаторов». При применении специального инструмента также можно обрабатывать нестандартные профили или несимметрично располагаемые пазы.
В связи с расширением применения электромобилей все большее число их производителей используют зубчатые колеса с внутренними венцами и повышенными требованиями к точности зубьев. Имеющиеся в настоящий момент технологии финишной обработки внутренних венцов обкатным зубошлифованием имеют длительный операционный цикл, что в условиях крупных серий неэкономично. В этой связи появилась тенденция по применению технологии скайвинга для финишной обработки незакаленных зубчатых венцов. Технологию скайвинга эффективно применять в условиях обработки крупных серий различным лезвийным инструментом из быстрорежущей стали или твердого сплава. В силу того, что скайвинг — это производительный процесс, то важной задачей становится повышение ресурса работы инструмента. С этой целью была разработана и внедрена технология заточки отработавшего инструмента непосредственно в рабочей зоне станка (рис. 10). Это позволяет на порядок сократить время на переналадку инструмента и тем самым увеличить эффективность работы.

Рис. 10. Скайвинг. Интегрированная технология заточки инструмента. Фото из презентации компании Gleason.
Подход к решению практических задач
Александра Косырева из инжиниринговой компании «Интехника» рассказала о необходимости применения комплексного подхода при решении задач зубообработки, а также поделилась типовыми примерами реализованных проектов.
Несмотря на разнообразие поступающих задач, порядок их рассмотрения остается постоянным. Важно, во‑первых, определить оптимальный метод обработки, основываясь на чертеже изделия, серийности производства и имеющейся технологии изготовления. Во-вторых, исходя из выбранного метода обработки, определить соответствующий ему инструмент и оборудование.
Оборудование — важная составляющая, оно определяет кинематическую возможность реализации того или иного метода обработки, а также задает точность позиционирования и перемещения инструмента относительно заготовки. Но, если инструмент будет спрофилирован неверно, никогда годного изделия не получится. Поэтому всегда отдельное внимание в компании уделяется проектированию специального режущего инструмента, при этом учитывается специфика отрасли, в которой изделие будет эксплуатироваться. Так, например, для авиационной промышленности существует требование по недопустимости уступа в переходной части ножки зуба шестерни.
Можно выделить основные этапы при изготовлении специального инструмента:
— подбор оптимальной инструментальной рейки, при при этом выдерживается максимальный припуск на активной части профиля и максимальная величина поднутрения у зуба шестерни, чтобы после химико-термической и дальнейшего шлифования уступа не возникало;
— генерация обкаточного профиля (это тот профиль, который получается идеально подобранной инструментальной рейкой непосредственно на детали);
— в случае необходимости оценивается пятно контакта;
— выполняется чертеж на инструмент;
— осуществляется производство инструмента и 100% контроль по тем параметрам, которые отвечают за его точность, при отгрузке к инструменту прикладывается паспорт контроля (протокол измерения).
Типовые примеры реализованных проектов были приведены Александрой по двум основным методам обработки: копирования и обкатки.
Метод копирования был реализован:
— при обработке реек (рис. 11). Оборудование специализированное. Удалось увеличить производительность за счет применения двухрядного инструмента со сменными пластинами, и получить заявленные требования по точности и шероховатости, соответственно, 8 степень точности и Ra 3,2;
— при обработке шестерни из текстолита. Оборудование: универсальный фрезерный станок, число осей 3+1. Инструмент: дисковая фреза со сменными пластинами. Была получена 9 степень точности, при этом на боковых поверхностях зубьев отмечалась небольшая ворсистость.
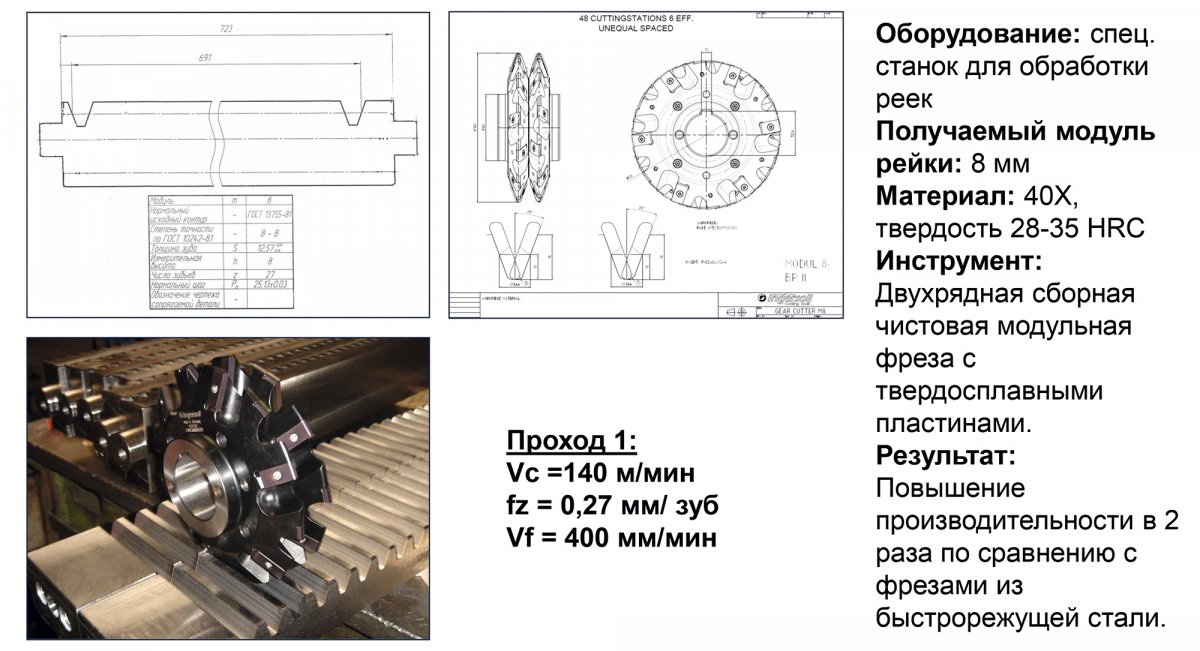
Рис. 11. Проект реализован методом копирования. Фото из презентации компании «Интехника».
В связи с тем, что данная шестерня использовалась в механизме предохранения прибора от максимальных пиковых нагрузок и в процессе эксплуатации она прирабатывалась с сопряженной стальной шестерней, данная ворсистость была допустима;
— при обработке шлицевого отверстия на глубине 6хD. Оборудование: 5‑ти координатный ОЦ. Инструмент: долбежный резец из твердого сплава. Долбление осуществлялось непосредственно фрезерной головкой оборудования. Инструмент находился в оси Х, в горизонте. При обработке инструмент отжимало, полностью уйти от отжима не удалось, но он был минимизирован.
Метод копирования — универсальный метод обработки, степень точности достижима до 7 на деталях с большим модулем, но чаще можно рассчитывать только на получение 8 степени точности и грубее.
Метод обкатки был реализован:
— при обработке шлицевого прямобочного вала. Оборудование: 5‑координатный ОЦ. Инструмент: червячная фреза из спеченной высоколегированной быстрорежущей стали. Была выполнена предварительная обработка вала с обеспечением необходимой ширины выкружки для последующего выхода шлифовального круга;
— при обработке конической шестерни с круговым зубом на зуборезном оборудовании (рис. 12). Инструмент: зуборезная головка со сменными твердосплавными лезвиями. Увеличили производительность обработки, поскольку до этого шестерня полностью шлифовалась на зубошлифовальном оборудовании: долгий и дорогостоящий процесс.
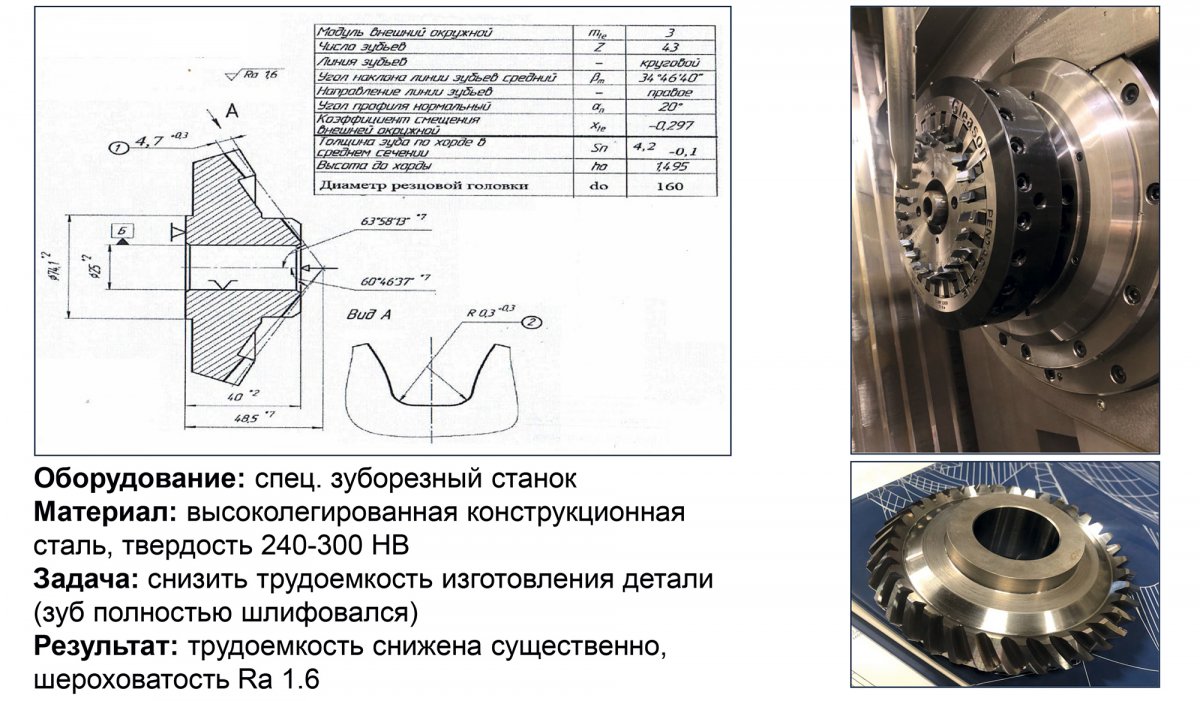
Рис. 12. Проект реализован методом обкатки. Фото из презентации компании «Интехника».
В работе на 5‑ти координатном оборудовании червячной фрезой требуется обратить внимание на:
— силовые характеристики оборудования: необходимо оценить максимальный крутящий момент, поскольку фрезерование червячной фрезой — это высокомоментная операция, которая производится в случае быстрорежущего инструмента на довольно низких оборотах;
— наличие опции GEAR HOBBING (для точной синхронизации вращения инструмента и детали, это гарантия того, что кинематика станка рассчитана на применение подобного инструмента).
Также Александра сравнила возможности зубофрезерного станка и пятикоординатного станка в плане достижения точности. По ее мнению, основанному на опыте, степень точности обработки на универсальном оборудовании при серийном производстве не может быть выше 9,
что соответствует предварительной обработке. Да, 7 степень можно получить, но только при выполнении определенных условий и только для единичного изделия. С чем это связано? Какие есть ограничения? На зубофрезерном станке две опоры, инструмент закреплен максимально жестко, на пятикоординатном станке — крепление инструмента консольное. На зубофрезерном станке угол установки инструмента можно получить чисто программно. На пятикоординатном станке, где есть токарные револьвер и приводные блоки под червячные фрезы, этот угол каждый раз выставляется вручную (!). Если меняется инструмент, у него меняется диаметр, меняется шаг, что влечет за собой новую установку угла. С какой точностью его можно поймать? При установке с помощью синусной линейки, максимально достижимая точность порядка 0,005° или
18 сек. Именно поэтому все производители токарных приводных блоков под червячные фрезы говорят, что все-таки это предварительная обработка и 9 степень точности.
Организация зубообработки на автомобилестроительном предприятии
Опытом зубообработки в рамках автомобилестроительного предприятия поделился Марат Усманов, начальник управления по развитию «Группы ГАЗ».
Из наблюдаемых тенденций: растет номенклатура деталей, партии сокращаются, детали становятся сложнее. В связи с этим были отмечены следующие общие концепции, применяемые при зубофрезеровании и зубошлифовании на предприятии.
Лезвийная обработка зубчатых колес осуществляется на современных зубофрезерных станках с ЧПУ. Применяется принцип концентрации операций (гибридные операции): многовенцовая обработка за одну установку, параллельный процесс зубофрезерования и снятия фасок на торцах зубьев. Время от токарной заготовки до детали с тремя фрезерованными венцами со снятыми по торцам зубьев фасками на двух венцах — 2 мин. 20 сек. Внедрение процесса зубошлифования обеспечило: снижение уровня шума коробок передач на 3–5 дБ; стабильное обеспечение параметров шестерен в соответствии с 6-степенью точности по ГОСТ 1643–81; отсутствие влияния ХТО на параметры зубчатых венцов.
При шлифовании методом обката приоритет отдается высокопроизводительной обработке с использованием многозаходных червячных шлифовальных кругов –3–5 заходов. Имеется опыт работы профильными CBN-кругами. За четырьмя единицами станков закреплены 52 наименования деталей.
На операциях зубообработки используются быстросменные приспособления, что позволяет производить переналадку на другое наименование детали за 20 минут.
Для обеспечения быстрой переналадки и максимальной эффективности использования режущих инструментов каждый инструмент имеет свою оправку.
Благодаря унификации присоединительных размеров узлов станков и проработке конструкции оснастки имеется возможность использовать имеющуюся оснастку на всех станках и при необходимости производить обработку деталей на любом станке.
На базе зубоизмерительного центра P40 производства Klingelnbeg осуществляются: измерение цилиндрических зубчатых венцов валов и шестерен наружного и внутреннего зацеплений, контроль «замков» и «домиков», деталей типа «муфта синхронизатора», «венец синхронизатора», измерение инструмента (червяков и червячных колес, измерение червячных фрез, долбяков, шеверов, шероховатости боковых поверхностей зубьев) и др.
Нестандартные методы производства шестерен
По мнению Сергея Осипова, Коломенский завод порошковой металлургии (КЗПМ), износ парка оборудования, оптимизация производственных мощностей, локализация производства иностранных разработок — все эти факторы способствуют распространению изделий порошковой металлургии (ПМ).
ПМ представляет из себя: холодное прессование изделий в закрытой форме, спекание в защитной атмосфере готовой оболочки, последующая обработка. Последующая обработка предполагает различные виды операций: калибровка (7–8 квалитет), термообработка (закалка, цементация, нитроцементация, парооксидирование), механическая обработка, нанесение гальванических покрытий, вакуумная пропитка маслом.
Примеры производства шестерней с помощью ПМ (рис. 13):
• шестерни для масляных насосов как с внешним зацеплением, так и с внутренним зацеплением — классика;
• относительно ненагруженные прямозубые шестерни редукторов (процесс изготовления включает: прессование, спекание, цементацию, шлифовку отверстия и торца для малой шестерни);
• приводные шестерни (процесс изготовления включает: прессование, спекание, калибровку, закалку, галтовку, расточку отверстия и точение торца).
• косозубые шестерни — это отдельная тема, в нашей стране они не производятся из порошков, но они существуют за рубежом.
а) 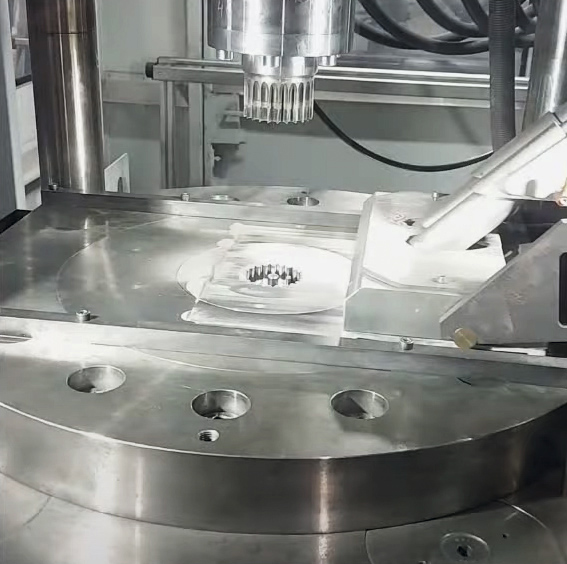
б) 
в) 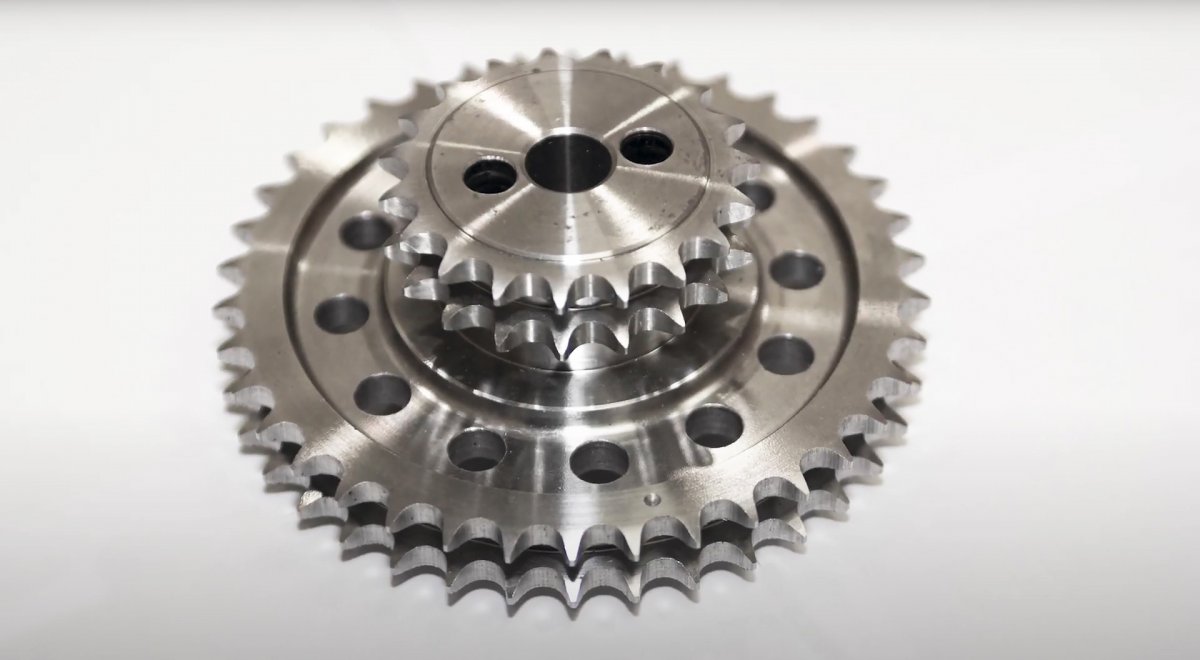
Рис. 13. Производство шестерней методом ПМ:
а) пресс TPA 500/4 HP, б) шестерни для масляного насоса, в) звездочка промежуточного вала. Видео и фото: КЗПМ.
Тимур Идрисов из компании СЕМАТ отметил в качестве возможных технологий для производства шестерен электроэрозионную и электрохимическую обработку.
Электроэрозионная обработка — процесс управляемого разрушения электропроводных материалов, позволяет обрабатывать закаленные, твердые сплавы, которым трудно и невозможно придать форму традиционными методами. Главный недостаток в том, что наблюдается изнашивание электрод-инструмента. В случае электрохимической обработки инструмент не изнашивается.
Так, компания RENAULT для своего инновационного двигателя разработала зубчатую рейку. Ее было трудно обработать традиционными механическими способами, поэтому использовали электрохимический станок. Электрохимическую обработку можно также использовать для обработки шлицевых соединений. При электрохимической обработке обрабатываются сразу все зубья с обеспечением финишного качества поверхности. В поверхностном слое отсутствуют дефекты, заусенцы, острые кромки, и обеспечивается высокая повторяемость деталей в партии.
Право на использование в серийной обработке заслужил метод электрохимического удаления заусенцев и скругления кромок. Повышение стойкости, прочности и надежности достигается благодаря удалению рисок.
Также Тимур Идрисов отметил, что зубчатые колеса работают в условиях значительных циклических и ударных нагрузок, и для повышения их эксплуатационных характеристик требуется использовать различные способы упрочнения, в т. ч. деформационного. Простой, эффективный, распространенный технологический метод повышения выносливости и износостойкости деталей, предлагаемый компанией, — это обработка дробью, позволяющая упрочнять в том числе крупногабаритные детали. Его недостатки: невозможность равномерной обработки фасонных изделий, частая замена расходных материалов, затраты на ремонт и обслуживание, большая занимаемая площадь.
В свою очередь, другой метод — ультразвуковое упрочнение — отличает: компактность, высокая производительность, простая оснастка. В результате его применения достигается: повышение статической прочности на 10…50%, увеличение циклической долговечности до 10 раз, изменение размеров — 1…2 мкм. Это экономичный и экологически безопасный процесс.
Мониторинг технологического процесса производства зубчатых колес
На всех этапах изготовления колес применяются различные технологии измерения.
Денис Косенкин, инженер по продажам MARPOS, рассказал о продукции компании. Например, в процессе изготовления колес диагностическая система ARTIS осуществляет контроль состояния станка и инструмента, контроль и визуализацию процесса, сбор статистики, анализ процесса. Система акустической эмиссии 3К для зубошлифовки защищает станок от столкновения из-за ошибки оператора при слишком быстрой подаче круга, способствует сокращению времени обработки. Задача сканирующего датчика G25 — промежуточный операционный контроль на станке. Система на основе вихретокового неразрушающего контроля определяет целостность материала: отсутствие трещин, полостей в поверхностном слое.
После производства колес контроль может осуществляться, например, с помощью простейшей ручной станции М62 для контроля диаметра впадин, вершин, делительного диаметра внешний зацеплений. А такая сложная система, как M62NVH, позволяет производить оценку виброакустического отклика в функциональном поведении отдельных компонентов узлов. Обычно данный метод анализа используется для оценки вибрационных характеристик узлов нагруженных механических трансмиссий. Он позволяет проводить испытания при высоких скоростях (до 2000 об./мин. при постоянной нагрузке) и высоких моментах (от 0 до 20 Нм при постоянной скорости).
Андрей Осокин, инженер по применению МС «Метролоджи» сделал подробный обзор различных способов контроля зубчатых колес.
На производстве применяется: входной, межоперационный и окончательный контроль. Объем контролируемых зубчатых колес при изготовлении устанавливается в зависимости от точности колес и типа производства. Достижимая точность измерительной системы — от 2 до 10 мкм в зависимости от точности зубчатого колеса. Основные размеры зубчатых колес — от 5 мм до 1200 мм в диаметре (порядка 75–80% от всех изготавливаемых). Особенности конструкции и контроля: эвольвентный профиль, наличие мелкого модуля (от 0,3 до 1,5 мм), различные виды зубчатых колес — косозубые прямозубые и косозубые цилиндрические, шевронные, червячные и конические колеса. Основные контролируемые параметры: профиль зуба, направление зуба, шаг, накопленная погрешность шага, размер по роликам, диаметры по вершинам/впадинам, высота зуба, длина общей нормали, биение зубчатого венца.
Существуют различные способы контроля: стационарные КИМ с поворотной головкой и сканирующей системой типа SP25, стационарные КИМ с поворотной головкой и лазерным датчиком, портативные измерительные системы типа «рука», оптические мультисенсорные машины, специализированные измерительные системы (с различными типами сенсора — контактными, бесконтактными и различными системами контроля).
При стационарной КИМ с поворотной головкой и сканирующей системой типа SP25, головкой SP600, SP80 достигается высокая точность: 1–3 мкм. Из минусов — средняя скорость (шестерня 150–200 мм, в трех сечениях профиля по высоте зубчатого венца +базирование: около 6–7 минут).
Стационарные КИМ с поворотной головкой и лазерным датчиком. Их точность зависит от лазера, уровня шумов, применяемой фильтрации, в среднем составляет 10–20 мкм. В зависимости от типа применяемого лазера и степени полировки для измерения может понадобиться матирование. Высокая скорость измерения (шестерня 150–200 мм × 3 сечения около 3–4 минут) — это преимущество, но дальнейшая обработка большого объема облаков точек и ее фильтрация могут занять длительное время.
Портативные измерительные системы типа «рука» измеряют грубее, применяются в основном для крупногабаритных зубчатых колес, которые невозможно загрузить на стационарную измерительную машину. Точность зависит от модели КИМ и размеров измеряемого зубчатого колеса, в среднем составляет 25–100 мкм. Из минусов: для контроля требуется дополнительная оснастка, низкая скорость измерения, т. к. все манипуляции выполняются вручную; невозможность контролировать все параметры зубчатых колес.
Оптические мультисенсорные машины имеют высокую точность измерения (от 1 мкм). Но из минусов: ограниченный измерительный объем ввиду того, что рабочий стол выполнен из стекла; низкая скорость (зависит от типа зубчатых колес, но в среднем в 3–5 раз медленнее контактных КИМ); проблема базирования (нужен переход/связка от одной части детали к другой с применением контактного датчика).
Специализированные измерительные системы, в которых могут применяться различные сенсоры, системы базирования, оснастка. Примером высокоскоростной системы контроля зубчатых колес, может быть Wenzel GT (рис. 14, слева). Применяется в первую очередь для цилиндрических конических зубчатых колес (прямой/косой зуб), а также незаменима для контроля конических зубчатых колес. Основные технические характеристики: измерительный объем: до 1200 мм в диаметре, высота зубчатого венца до 1500 мм; погрешность измерения от 1,8 мкм + L/350.

Рис. 14. Существующие специализированные системы контроля. Фото из презентации «МС Метролоджи».
В качестве заключения хочется отметить, что организованная в формате круглого стола дискуссия была интересна и полезна не только для слушателей, но и способствовала конструктивному диалогу выступающих экспертов, которые затронули различные аспекты внедрения сложных зубообрабатывающих технологий, дополняя друг друга и даже отмечая пути партнерства.
Видеозапись мероприятия по ссылке:
https://www.youtube.com/watch?v= –IdLu0RNXLQ&t=7063s
Следующая конференция будет посвящена вопросам цифровизации в металлообрабатывающей отрасли и пройдет в рамках выставки «Металлообработка–2022» 25 мая с 10.00 до 17.00 в Москве (ЦВК «Экспоцентр») в павильоне 4, где уже второй год подряд НСПОИМ организует тематическую экспозицию «Индустрия 4.0». Экспозиция открыта к посещению с 23 по 27 мая.
Подробная информация о выставке и конференции представлена на сайте: www.4–0‑industry.ru/
Источник журнал "РИТМ машиностроения" № 4-2022
Еще больше новостей |





