
Обечайки с вафельной конструкцией (ВКО) являются достаточно распространенным конструктивным решением в изделиях авиакосмической отрасли, позволяющим сохранить прочность на достаточном уровне при существенном снижении веса обечайки в сравнении с цельной плитой. Такой конструктив широко применялся при проектировании топливных баков, отсеков ракет, корпусных деталей космических кораблей и крыльев самолетов. В большинстве случаев материалом обечаек являлись различные алюминиевые сплавы, применялись и различные методы изготовления таких обечаек в зависимости от требований по точности, в том числе штамповка, химическое фрезерование, механическая обработка [1].
Вафельная конструкция обечайки корпуса корабля нового поколения — это тонкостенное полотно, изготовленное из высокопрочного алюминиевого сплава с продольными, поперечными или диагональными ребрами, образующимися при пересечении ячейки и выполненными с полотном как единое целое [2]. Один из вариантов такой обечайки представляет собой несколько сегментов плит конической формы толщиной 19 мм, сваренных между собой, в которых располагаются карманы размером 100×100 мм и глубиной 17 мм. Толщина стенки между карманами при этом 3±0,2 мм, толщина дна соответственно 2±0,2 мм (рис. 1). Шероховатость поверхностей задана на уровне Ra 3,2 мкм. Радиус скругления в углах составляет 10 мм, радиус скругления по дну — 2 мм. Обечайка с такими точностными характеристиками может быть получена методом механической обработки.
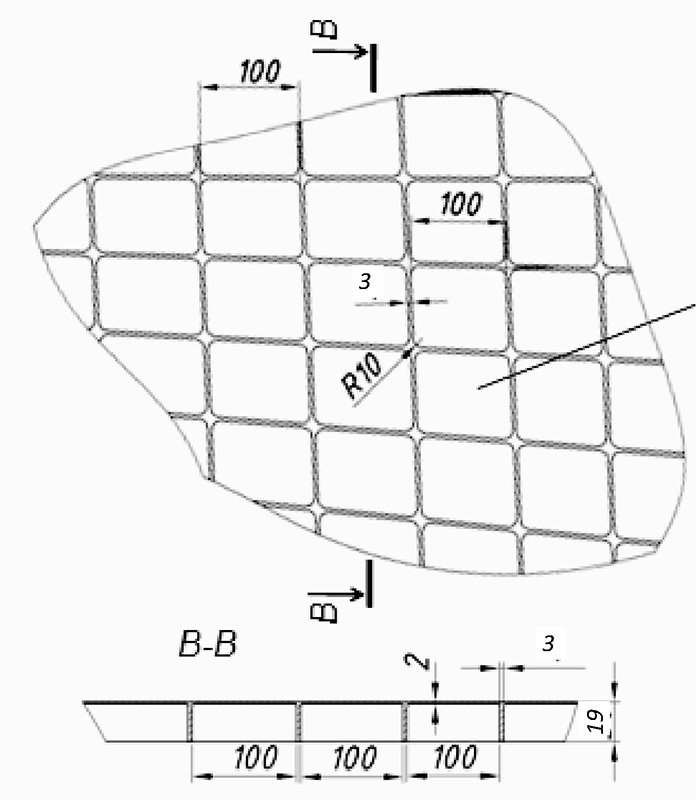
Рис. 1. Предполагаемые геометрические параметры обечайки с вафельной конструкцией космического корабля нового поколения
Предполагаемый материал обечайки корпуса — алюминий-скандиевый сплав 01570С обладает более высокой прочностью, чем АМг6 (предел прочности 383 против 300 МПа) [3], усилия резания при механической обработке выше на 13%. Несмотря на это, материал имеет хорошую обрабатываемость, особых проблем с обработкой в целом не возникает.
Однако, как показало нагружение обечаек с вафельной конструкцией и расчет деформаций, ограничения могут возникнуть при получении ее тонкостенных элементов с заданной точностью, когда силы, возникающие при фрезерной обработке, становятся эквивалентны силам, способным вызвать деформации тонкостенных элементов.

Рис. 2. Геометрические параметры ВКО
Технологичность обечайки с вафельной конструкцией предлагается оценивать коэффициентами (рис. 2) в соответствии с их значениями (табл. 1), представляющими собой отношения геометрических параметров (1); (2):
Кр = Нр / Sр, (1)
где Кр — коэффициент ребра; Нр — высота ребра;
Sр — толщина ребра;
Кд = Lд / Sд, (2)
где Кд — коэффициент дна; Lд — минимальная длина кармана; Sд — толщина дна.
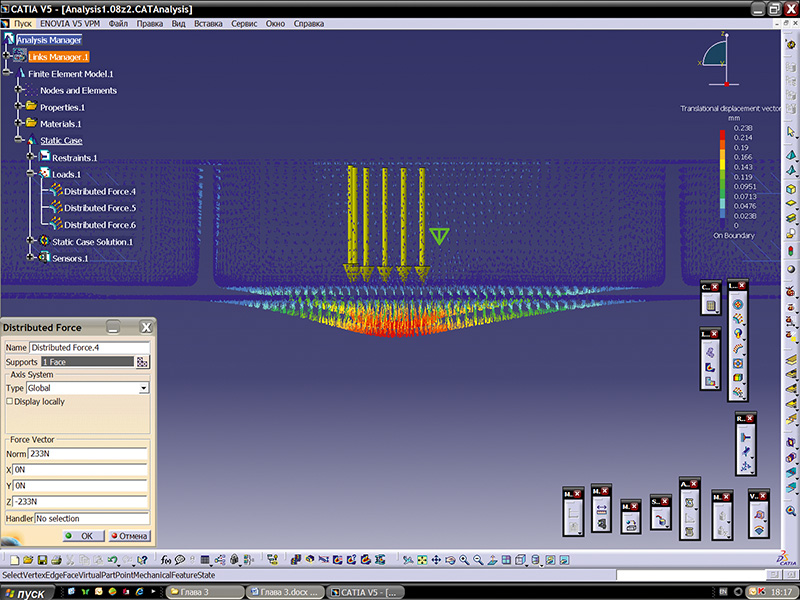
Рис. 3. Расчет деформаций методом конечных элементов
|
Технологичность / Коэффициент |
Технологична (конструктивные размеры не влияют на получение ее параметров) |
Ограниченно технологична (имеются ограничения по режимам обработки) |
Нетехнологична (изготовление с заданными параметрами представляет высокую сложность) |
|---|---|---|---|
| Кр | < 15 | 15–30 | > 30 |
|
Кд |
< 40 | 40–60 | > 60 |
Величина коэффициентов Кр и Kд в зависимости от технологичности ВКО представлена в таблице 1. Данные результаты получены на основе результатов нагружения и расчета методом конечных элементов 12 вафельных обечаек (рис. 3) силами, действующими в процессе резания.
Для указанных выше параметров предполагаемой вафельной конструкции обечайки корпуса космического корабля нового поколения:
коэффициент ребра: Кр = Нр / Sр = 17 / 3 = 5,67
коэффициент дна: Кд = Lд / Sд = 100 / 2 = 50.
Алгоритм исследования технологичности при изготовлении изделий с вафельной конструкцией обечайки представлен на рис. 4.
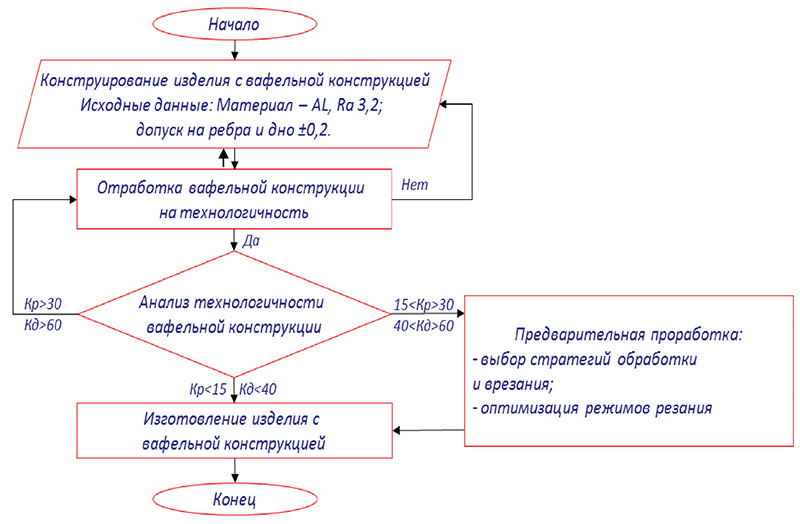
Рис. 4. Алгоритм исследования технологичности при изготовлении изделий с вафельной конструкцией обечайки
По результатам расчета принимается решение:
— обечайка с вафельной конструкцией технологична при производстве;
— обечайка с вафельной конструкцией технологична, но для производства с целью минимизации трудоемкости при отладке требуется проведение расчетно-аналитических работ по определению стратегий и режимов обработки [4];
— обечайка с вафельной конструкцией нетехнологична, существует большая сложность при механической обработке для получения заданных параметров конструкции, по возможности требуется пересмотр конструкции.
Таким образом, полученные диапазоны коэффициентов Кр и Kд (табл. 1) позволяют определить технологичность обечайки с вафельной конструкцией при ее изготовлении методом механической обработки, что особенно актуально при проектировании ответственных изделий.
Литература
1. Юрцев Е. С. Высокоскоростная обработка «вафельных» обечаек из алюминиевых сплавов // Технология машиностроения. 2012. № 9. С. 5–8.
2. ГОСТ 22350–91. Корпус ракеты на жидком топливе. Термины и определения. — Введ. 15.05.91. — М.: Госстандарт Союза ССР: Изд-во стандартов, 1991.
3. Грубый С. В., Зайцев А. М. Оптимизация режимных параметров фрезерования карманов в корпусных деталях из алюминиевых сплавов // Наука и образование. Электронное научно-техническое издание. 2015. № 7. С. 44–65.
4. Зайцев А. М. Разработка направлений повышения эффективности технологической подготовки производства деталей и узлов ракетно-космической техники: Дис. … канд. техн. наук: 625.90.025 / Зайцев Алексей Михайлович; Московский государственный технический университет им. Н. Э. Баумана. — М., 2016. — 169 с.






