
В работе приведены результаты экспериментальных исследований пробивки глубоких отверстий в оптически прозрачном кристалле сапфира. Описан комбинированный способ получения отверстий диаметром 0,2÷0,3 мм, глубиной более 10 мм с использованием фемтосекундного и миллисекундного лазерных импульсов.
Задача пробивки глубоких отверстий в оптически прозрачных материалах (стекло, кремний, кварц, сапфир и др.) для микроэлектроники и приборостроения является актуальной и трудновыполнимой [1]. Тем не менее в работе [2] утверждается, что «сверхкороткие лазерные импульсы способны обрабатывать различные материалы, практически не затрагивая областей, окружающих зону воздействия, в том числе и материалов, прозрачных для излучения умеренной интенсивности». За нижнюю границу абляции фемтосекундными лазерными импульсами принимается плотность мощности 1012 Вт/см2 при длительности импульса 100 фс [3]. Использование для пробивки отверстий излучения более низкой интенсивности требует создания на поверхности оптически прозрачного материала микродефектов, приводящих к образованию плазмы и резкому возрастанию поглощения лазерного излучения [4]. В настоящей работе описаны результаты экспериментальных исследований пробивки импульсным лазерным излучением отверстий диаметром 0,2÷0,3 мм и глубиной более 10 мм в пластине оптически прозрачного монокристалла сапфира.
Пластина оптически прозрачного сапфира размером 100×100×12 мм со следами пробивки отверстий фемтосекундным импульсным лазерным излучением представлена на рис. 1. Параметры импульса: длительность импульса (τ) 100 фс, энергия в импульсе (Е) 100 мДж, частота импульсов (f) 100 Гц, время обработки одного отверстия (t) 10 сек. Параметры отверстия: диаметр отверстия — 2 мм, глубина отверстия — 2 мм.
а) 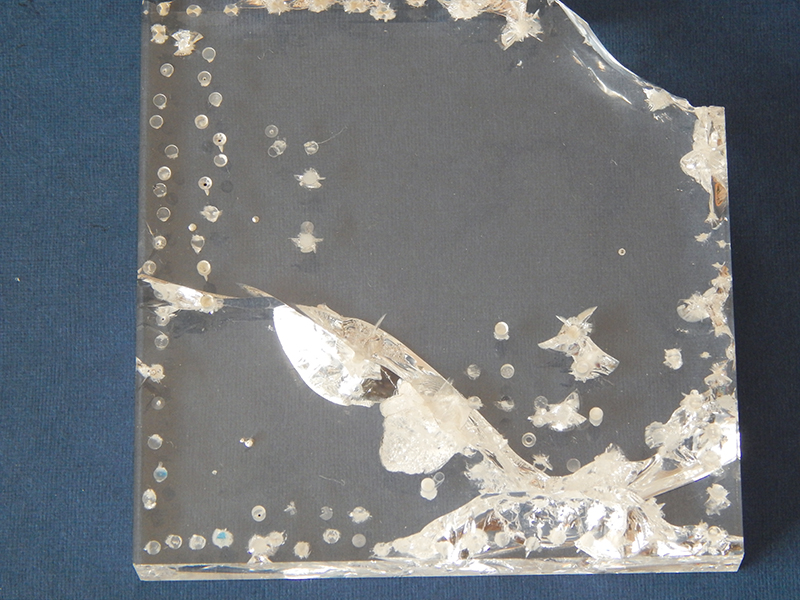
б) 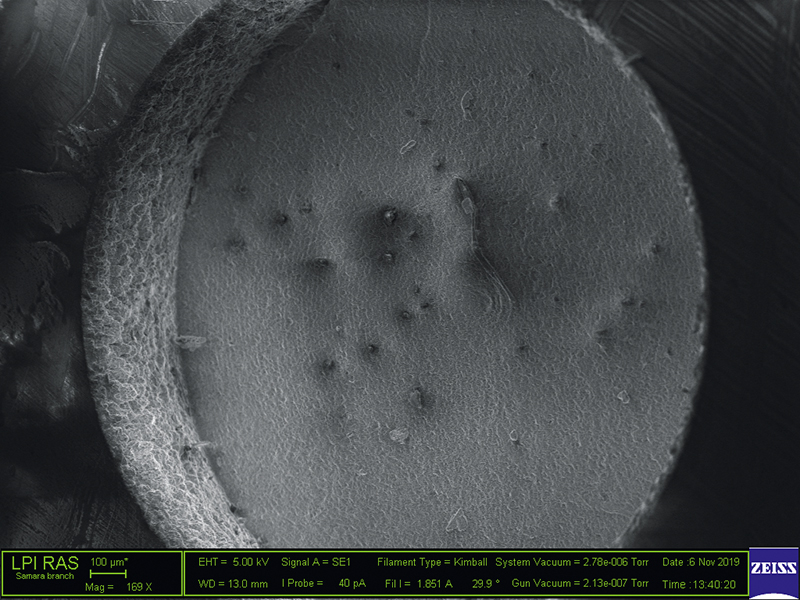
в) 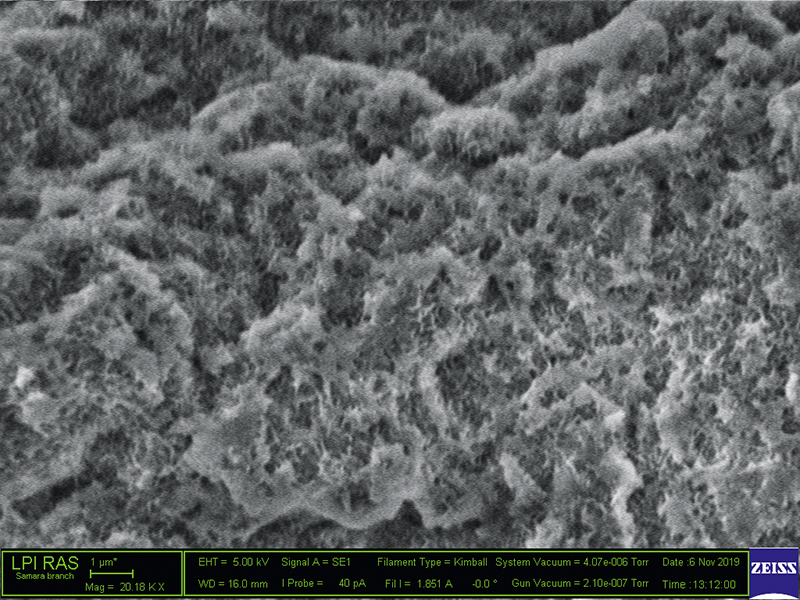
Рис. 1. Пластина сапфира после фемтосекундного воздействия: а) фото внешнего вида пластины сапфира; б) фото отверстия, полученного фемтосекудными импульсами; в) фото структуры дна отверстия.
Попытки получить отверстия большей глубины с использованием фемтосекундного облучения привели к образованию трещин и разрушению кристалла в зоне обработки (рис. 1а). Трещины стали результатом перегрева сапфира из-за образования высокотемпературной плазмы продуктов абляции. При малой глубине отверстий образующаяся плазма успевает остыть из-за большого угла рассеивания. При достижении глубины отверстия 2 мм проявляется тоннельный эффект, существенно уменьшающий угол рассеивания плазмы. Это приводит к снижению эффективного охлаждения плазмы, повышению температуры в зоне обработки, перегреву кристалла и образованию термических трещин.
Поверхность сапфира в зоне абляции (рис. 1б, в) представляет собой пемзообразную пористую структуру с дефектами субмикронного и микронного диапазона типа «скопление пингвинов» [5]. Такая поверхность имеет коэффициент поглощения, близкий к 100%. Это позволяет использовать для пробивки отверстий в сапфире лазерное излучение в режиме свободной генерации. На рис. 2 представлены фото отверстия в сапфире со средним диаметром 0,2 мм и глубиной более 10 мм. Внешний вид отверстий исследовался на микроскопах NEOPHOT‑30 и СЭМ LED 1450.
а) 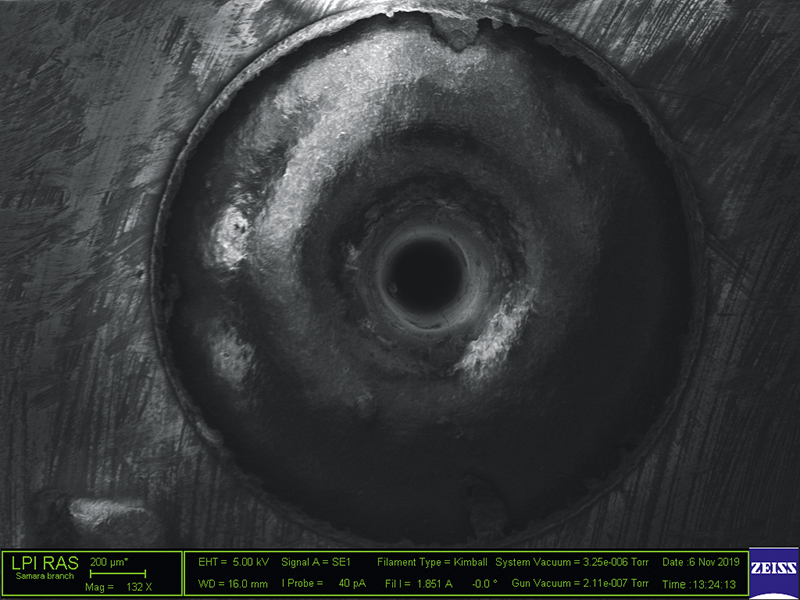 б)
б) 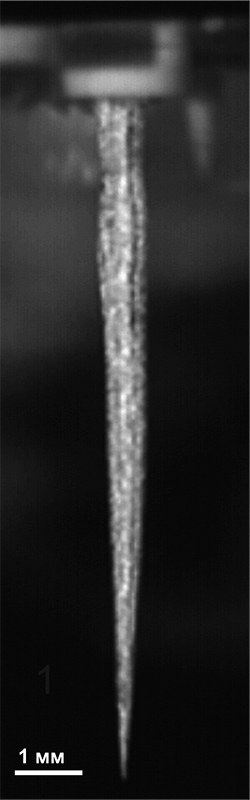
Рис. 2. Глубокое отверстие в сапфире, полученное миллисекундным лазерным импульсом: а) фото внешнего вида поверхности отверстия; б) фото профиля отверстия.
Эскиз глубокого отверстия, полученного комбинированным методом последовательного облучения фемтосекундными и миллисекундным импульсами лазерного излучения, представлен на рис. 3.
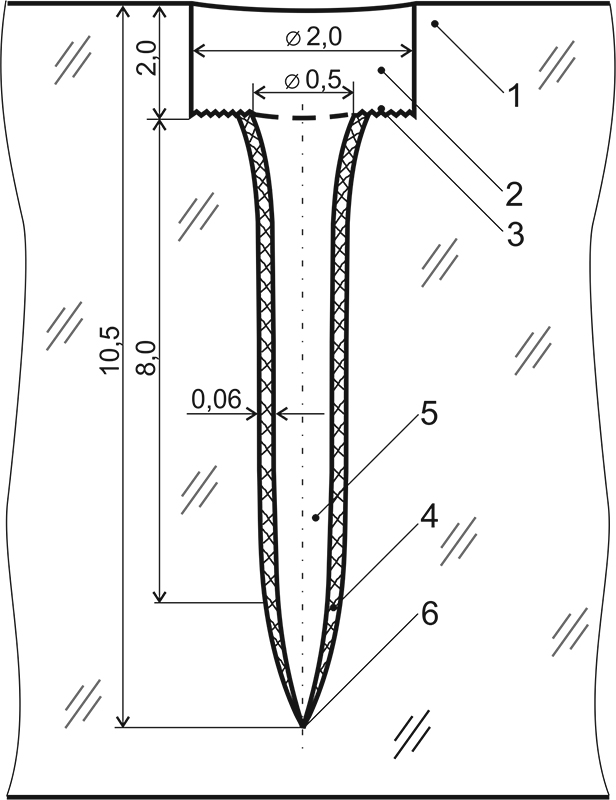
Рис. 3. Эскиз поперечного осевого сечения отверстия в монокристалле сапфира, полученного методом комбинированного лазерного облучения.
1 — монокристалл оптически прозрачного сапфира; 2 — зона обработки фемтосекундными импульсами; 3 — структура поверхности типа «скопление пингвинов»; 4 — зона растрескивания; 5 — отверстие, полученное миллисекундным импульсом; 6 — керн.
Форма импульса излучения миллисекундного диапазона для пробивки глубокого отверстия представлена на рис. 4. Параметры импульса: Е = 15 Дж; τ =15 мс; λ = 1,06 мкм.
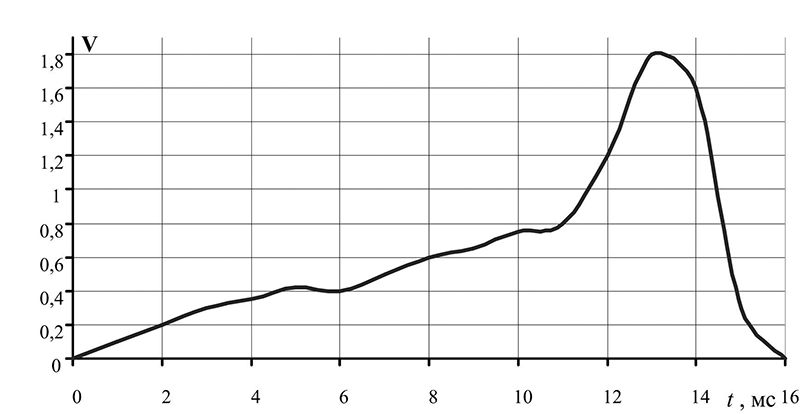
Рис. 4. Форма импульса излучения для пробивки глубокого отверстия
Отверстие в сапфире представляет собой прямолинейный канал глубиной более 10 мм с диаметром 0,5 мм на поверхности. Основная протяженность канала представляется в виде цилиндра с диаметром 0,2 мм и высотой 7 мм (рис. 2б, рис. 3). В конце канала образуется конус (керн) с диаметром 10÷20 мкм и длиной до 100 мкм. Размер острия керна 1÷2 мкм (рис. 1в, рис. 3).
Пробивка глубоких отверстий в оптически прозрачных материалах представляет собой комбинированный самосогласованный процесс, состоящий из пяти этапов.
1 этап. Облучение поверхности оптически прозрачного сапфира импульсным излучением фемтосекундной длительности для абляции материала с целью образования на глубине 1÷2 мм дефектов структуры типа «скопление пингвинов» субмикронного и микронного диапазона. В эксперименте использовалась лазерная установка с параметрами: τ =100 фс; Е = 100 мДж; f = 100 Гц; t = 10 сек.
2 этап. Облучение структурированной поверхности сапфира после фемтосекундной абляции лазерным излучением миллисекундной длительности с оптимизированной формой импульса и параметрами: Е = 15 Дж; τ = 15 мс; λ = 1,06 мкм; диаметр фокусировки 0,3 мм. Нарастающий передний фронт энергии импульса излучения от 0 до 5 Дж длительностью 13 мс (рис. 4) при условии полного поглощения энергии в плоскости фокусировки позволяет создать на поверхности излучения локальные плотности мощности структурированной поверхности 1010 Вт/см2. Это необходимое условие для образования первичного капилляра в виде керна диаметром 10 мкм и длиной 100 мкм.
3 этап. Концентрация пика мощности излучения (Е = 10 Дж; τ = 2 мс) в первичном капилляре многократно усиливается за счет эффекта самофокусировки (диаметр острия керна 1÷2 мкм) и достигает плотности мощности порядка 1011÷1012 Вт/см2. Это приводит к «лавинной ионизации материала и формирует микрообъем плазмы» [4].
4 этап. Хорошо поглощающая остаток импульса плазма спонтанно развивается в направлении излучения, образуя глубокий пустотный канал за счет выноса материала.
5 этап. Высокотемпературная плазма оплавляет прилегающую к ней поверхность канала. Быстрое остывание жидкой фазы формирует структуру затвердевшего расплава на стенках канала и способствует появлению в радиальном направлении зоны растрескивания шириной 50÷60 мкм по всей глубине канала (рис. 2б, рис. 3).
Заключение
Эксперимент доказывает, что достижение плотности мощности порядка 1010 Вт/см2, необходимое для начала пробоя в оптически прозрачных материалах, возможно не только для лазеров со сверхкороткими длительностями импульсов, но и для лазеров миллисекундного диапазона при соответствующем предварительном структурировании поверхности фемтосекундным излучением. Комбинированный метод (фемтосекундное плюс миллисекундное излучение) позволяет более эффективно получать глубокие отверстия (более 10 мм) в оптически прозрачных материалах с отношением глубины отверстия к диаметру отверстия 50 и более. Это открывает новые возможности использования мощных импульсных YAG-лазеров миллисекундного диапазона длительности для размерной обработки оптически прозрачных материалов.
Авторы:
А. А. Гусев, к. т.н., Г. В. Гусева, Самарский филиал Федерального государственного бюджетного учреждения науки Физический институт имени П. Н. Лебедева Российской академии наук (СФ ФИАН), г. Самара, Россия (gusev_aa@fian.smr.ru)
С. И. Жученко, П. А. Огин, Тольяттинский государственный университет (ТГУ), г. Тольятти, Россия
Литература
1. Ланин В. Л., Ланин А. И., Первенецкий А. П.. Исследование лазерной прошивки отверстий в кремнии при формировании 3D-структур // Фундаментальные проблемы радиоэлектронного приборостроения «INTERMATIC‑2018». Материалы научно-технической конференции. Москва. 19–23 июня 2018.
2. МИРЭЛ — Российское техническое издательство. М., 2018. С. 392–393.
3. Исаков В. А.. Обработка материалов сверхкороткими лазерными импульсами // Лазер-Информ. 2003. № 16 (271). С. 8–12.
4. Вакс Е. Д. , Милнький М. Н., Сапрыкин А. П. Практика прецизионной лазерной обработки. М. Техносфера, 2013. С. 606.
5. Завестовская И. Н. Лазерное наноструктурирование поверхности материалов // Квантовая электроника. 2010. № 11 (40). С. 942–954.
6. Артамонова Е. , Хаит О., Алексеев А., Русов Д. Лазерная вырезка сквозных микроотверстий в прозрачных пьезоматериалах // Фотоника. 2008. № 4. С. 34–37.
Источник журнал "РИТМ машиностроения" № 1-2020
Еще больше новостей |




