
Создание сложных перспективных изделий невозможно без специального оборудования и оснастки. Меры, улучшающие их технические, экономические и потребительские свойства за счет применения современных решений, позволяют достичь высоких показателей в рамках организации ответственных уникальных производств.
Специальное технологическое оборудование (СТО) — широкое понятие, которое охватывает средства производства изделий, отличающихся особой формой и габаритами, требующих применения специфических технологических процессов. Сюда относят как станки, так и испытательное оборудование, оснастку, измерительные машины и многое другое.
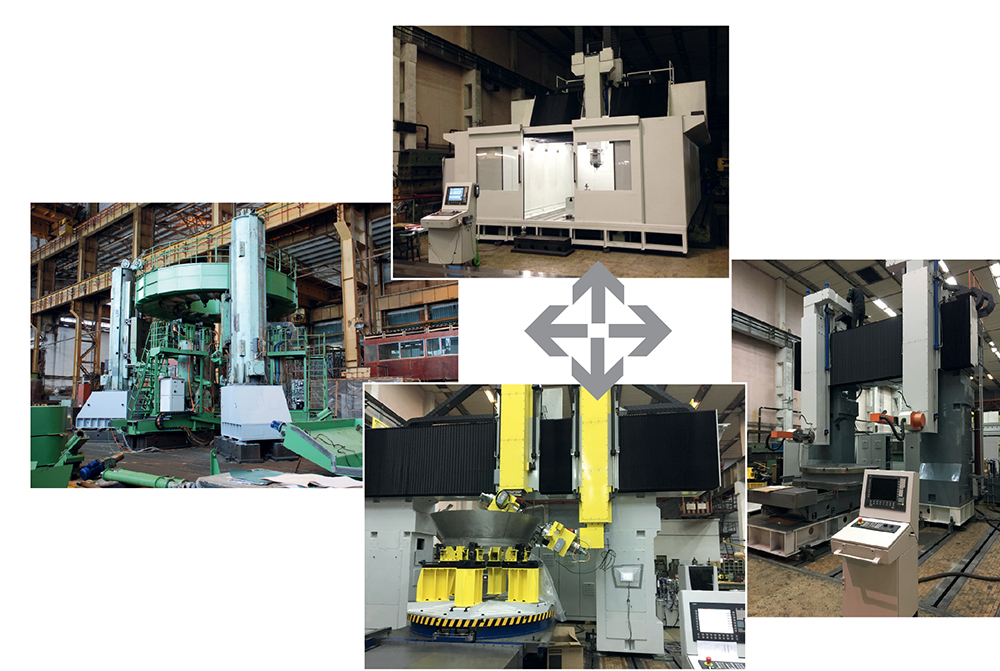
Рис. 1. Пример пересмотра устаревшей компоновки СТО (слева) с последующей унификацией конструктивных элементов для применения на СТО разного назначения
Особое значение СТО имеет для ракетно-космической отрасли, авиа- и судостроения, атомной промышленности, предприятий ОПК — отраслей, в которых преобладает производство сложных, наукоемких изделий.

Рис. 2. Пример СТО для обмера сопла жидкостного ракетного двигателя

Рис. 3. Датчик-подпор для реализации адаптивного фрезерования крупногабаритных изделий
Учитывая специфику перечисленных отраслей, следует отметить, что СТО является в основном продуктом внутреннего производства и спроса из-за применяемости в отраслях промышленности, где распространены технологии, не имеющие мировых аналогов.
Специальное технологическое оборудование позволяет реализовать принципы технологически ориентированного проектирования [1] и играет ключевую роль в работе над перспективными изделиями. При создании СТО инженеры проходят полную цепочку от технологической гипотезы и научно-исследовательской работы до создания опытного образца и внедрения оборудования в производство. Каждый этап разработки СТО тщательно согласуется с конструктивными особенностями изделия, для создания которого оно предназначено.
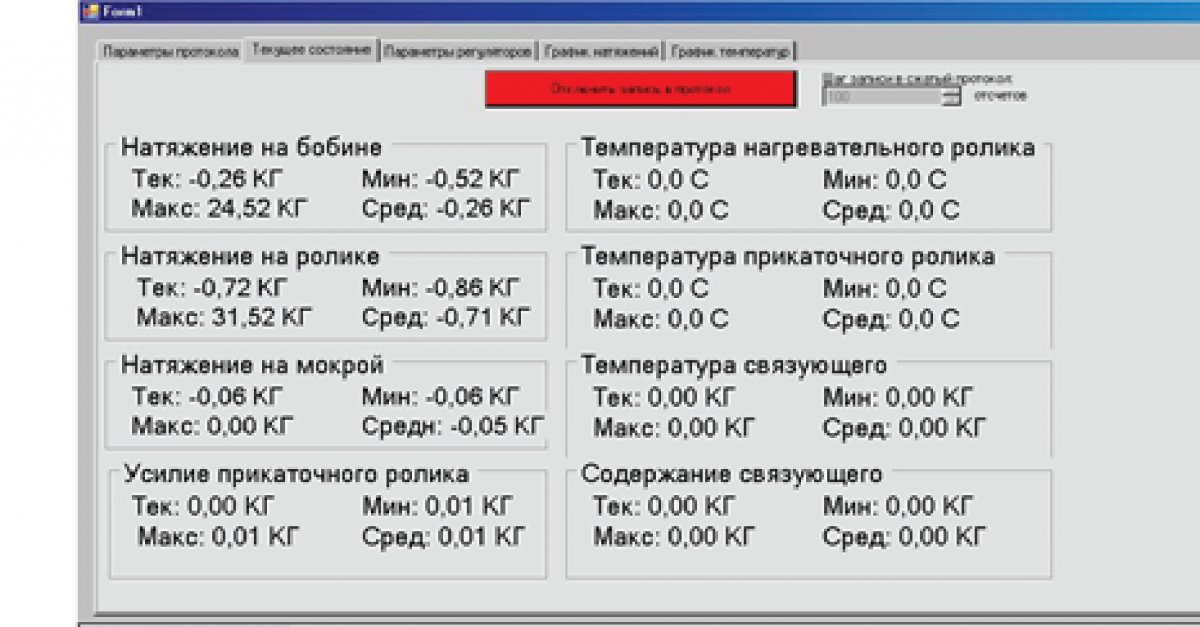
Рис. 4. Демонстрация элементов человеко-машинного интерфейса для дифференцированного управления технологическим процессом намотки углеродной нити
Сегодня можно выделить несколько тенденций, которыми руководствуются разработчики СТО:
— Унификация технических решений.
— Внедрение систем адаптивной обработки и измерительных систем.
— Дифференцированное управление технологическим процессом.
— Внедрение специализированных человеко-машинных интерфейсов.
Особенности разработки СТО приводят к конструктивному многообразию. Зачастую даже при очевидной схожести реализуемых на оборудовании технологических процессов конструктивные особенности нескольких образцов СТО могут значительно отличаться. Это приводит к потерям как производителя, так и потребителя. Унификация — одна из наиболее эффективных мер, улучшающих технические, экономические и потребительские свойства создаваемого СТО.
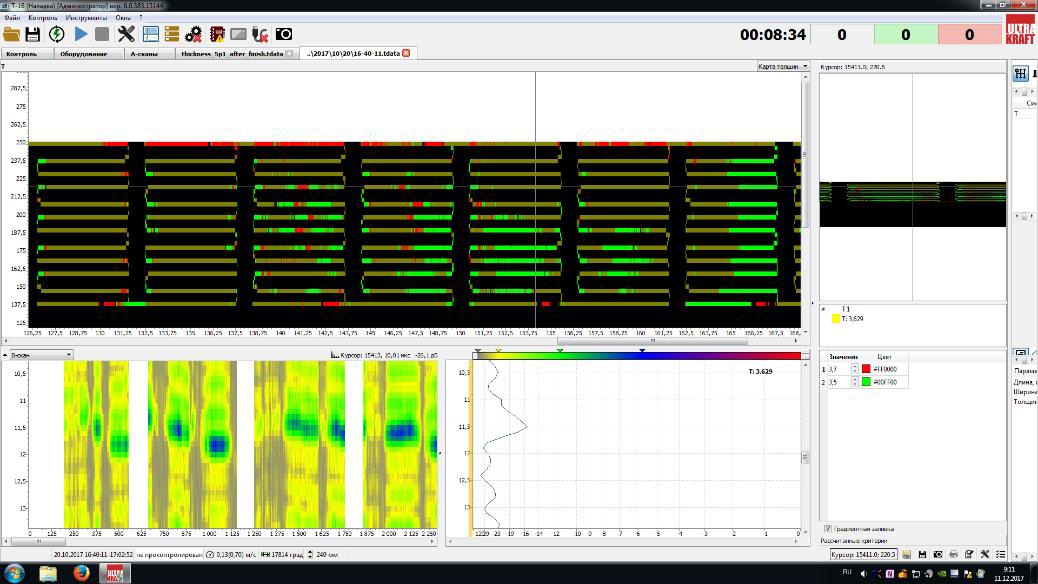
Рис. 5. Демонстрация окна оператора СТО в момент визуализации процесса адаптивного фрезерования в онлайн-режиме
СТО служит для реализации наукоемких технологических процессов. В основном они характеризуются большим количеством параметров, которые необходимо учитывать при работе, геометрической сложностью обрабатываемых изделий и особыми свойствами обрабатываемых материалов.
Решить вышеописанные проблемы позволяет внедрение в СТО систем адаптивной обработки и специализированных измерительных систем.
Такие системы позволяют:
— Проводить измерения изделий со специфическими требованиями, которые не поддаются традиционным методам измерений с применением традиционного измерительного оборудования.
— Корректировать и управлять параметрами технологического процесса во время обработки.
— Проводить автоматизированный контроль геометрических параметров с трехмерной визуализацией формы объекта.
— Снизить трудоемкость измерения крупногабаритных изделий.
— Минимизировать применение ручного труда при измерениях, снизить отрицательное влияние человеческого фактора.
Еще одной особенностью современного СТО является возможность дифференцированного управления технологическим процессом, что особенно актуально, например, в области формообразования изделий из композиционных материалов, где помимо традиционного управления осями оборудования необходимо управлять рядом особых параметров, такими как температура связующих смол, натяжение нитей углеродного волокна и др.
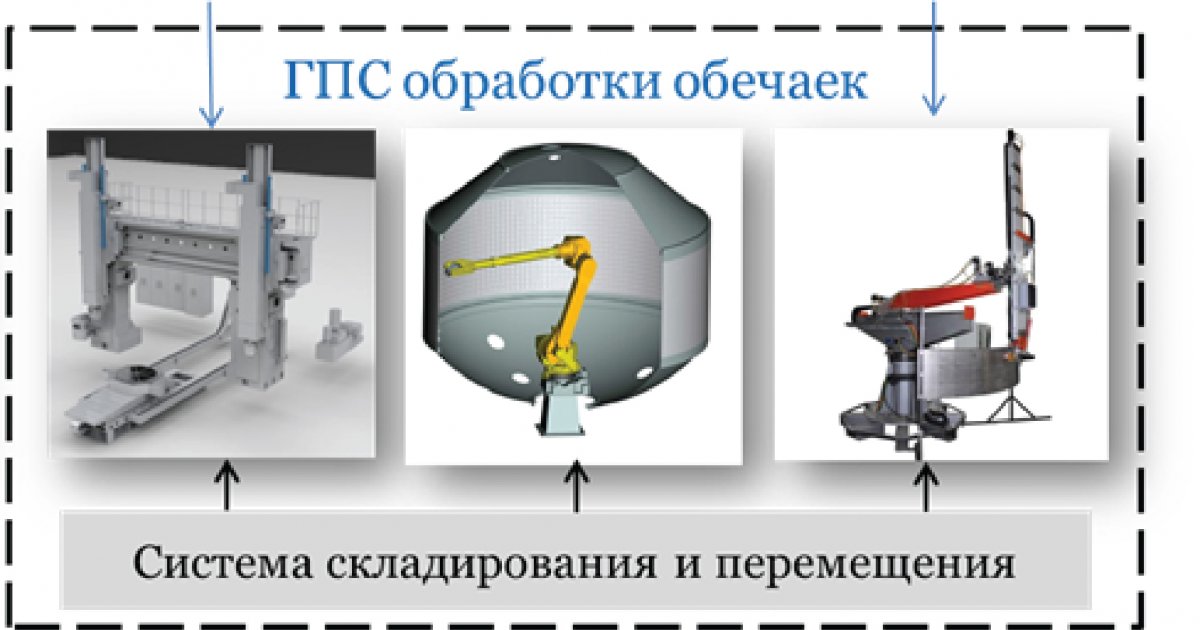
Рис. 6. Концепция ГПС для производства крупногабаритных корпусных элементов (обечаек) ракет-носителей. Слева направо: СТО для механообработки, сварки и измерения, объединенные системой складирования и перемещения
Описанные подходы, в свою очередь, ведут к появлению необходимости разработки интуитивно понятных человеко-машинных интерфейсов. Это направление сегодня требует внедрения самых современных практик разработки программного обеспечения, дизайна и научной визуализации [2].
Развитие адаптивной обработки, специальных систем измерения, внедрение унифицированных конструктивных решений и человеко-машинных интерфейсов, их взаимная интеграция вкупе с современными подходами к организации производства позволяют в перспективе объединять СТО в «безлюдные» технологические комплексы (гибкие производственные системы — ГПС) и говорить об их применении на особо ответственных участках, где цена брака непозволительно велика.
Литература
1. Исаченко В. А. Новые принципы технологического обеспечения, создания и производства сложных ракетно-технических систем (на примере освоения МТКС «Энергия-Буран») // Известия МГТУ. 2013. № 2 (16).
2. Клышинский Э. С., Рысаков С. В., Шихов А. И. Обзор методов визуализации многомерных данных // Новые информационные технологии в автоматизированных системах. 2014. № 17.
Источник журнал "РИТМ машиностроения" №1-2020
Еще больше новостей |




