
ОДНОВРЕМЕННОЕ ИЗГОТОВЛЕНИЕ ДВУХ РАЗНЫХ ДЕТАЛЕЙ ФРЕЗЕРОВАНИЕМ ПО ОДНОЙ УПРАВЛЯЮЩЕЙ ПРОГРАММЕ ПОЗВОЛЯЕТ ПОВЫШАТЬ ПРОИЗВОДИТЕЛЬНОСТЬ СТАНКОВ С ЧПУ.
В последнее время за рубежом на фрезерных станках с ЧПУ применяется одновременное изготовление одинаковых деталей по одной управляющей программе (УП) (рис. 1) [1]. Такая (множественная) обработка позволяет уменьшить суммарное за смену время простаивания оборудования и увеличить прибыль. В случае изготовления по одной УП двух одинаковых деталей ее можно также назвать парной обработкой [2, с. 22].
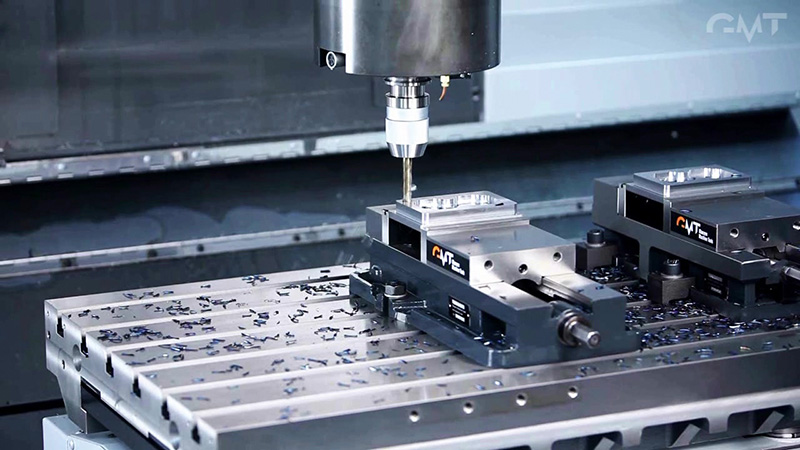
Рис. 1. Множественная обработка на фрезерном станке с ЧПУ
Для типичной парной обработки на фрезерном станке с ЧПУ требуется два станочных приспособления (обычно станочные тиски) и их тщательная совместная установка на столе станка. Поэтому такая обработка не всегда осуществима на небольших станках. Для преодоления этого было предложено для множественного фрезерования использовать общую заготовку [3 с. 15]. При парном фрезеровании ее можно назвать парной заготовкой [2, с. 22]. В этом случае требуется одно станочное приспособление, и такую обработку можно выполнить на небольшом фрезерном станке с ЧПУ.
Парное фрезерование можно также реализовать и по групповой технологии [4, с. 36], когда одновременно обрабатываются две разные по конфигурации детали, принадлежащие одной классификационной группе. Работа по групповому методу предусматривает закрепление за данным станком обработки определенной группы деталей.
Для подтверждения этой возможности в настоящей работе выполнено проектирование и моделирование групповой парной обработки на фрезерном станке с ЧПУ в отечественной CAD/CAM/CAPP-системе ADEM VX 9.05 для учебных заведений для случая раздельных заготовок и случая общей (парной) заготовки. Система ADEM [5] является единым продуктом и содержит нескольких различных предметно-ориентированных САПР под единой логикой управления и на единой информационной базе.
В модуле CAD системы ADEM были спроектированы и построены трехмерные модели двух корпусных деталей (рис. 2, а, б). Габариты первой детали: 240×160×50 мм, габариты второй детали: 200×120×55 мм. Для дальнейшего проектирования двух вариантов групповой парной обработки в ADEM CAD было выполнено совмещение 3D-моделей по оси x и совмещение 3D-моделей по оси y. Совмещения сделаны с точностью 1 мкм.
а)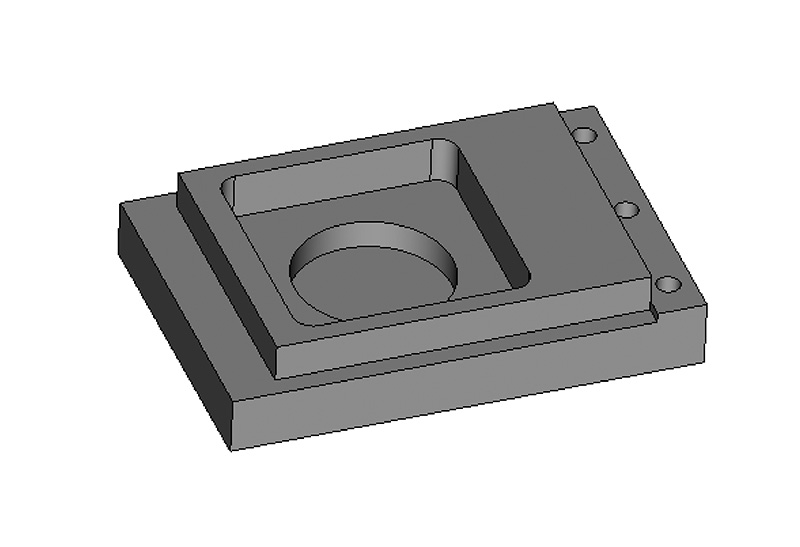 б)
б)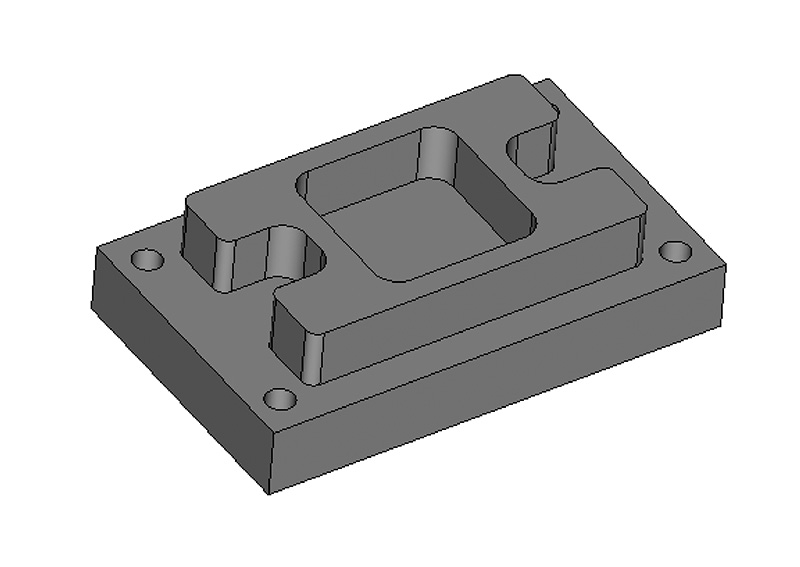
Рис. 2. 3D-модели парного изготовления деталей: а) первая деталь; б) вторая деталь
Совмещение по оси x (рис. 3) выполнено для варианта парного фрезерования с раздельными заготовками. Для этого случая расстояние между деталями составляет 300 мм.
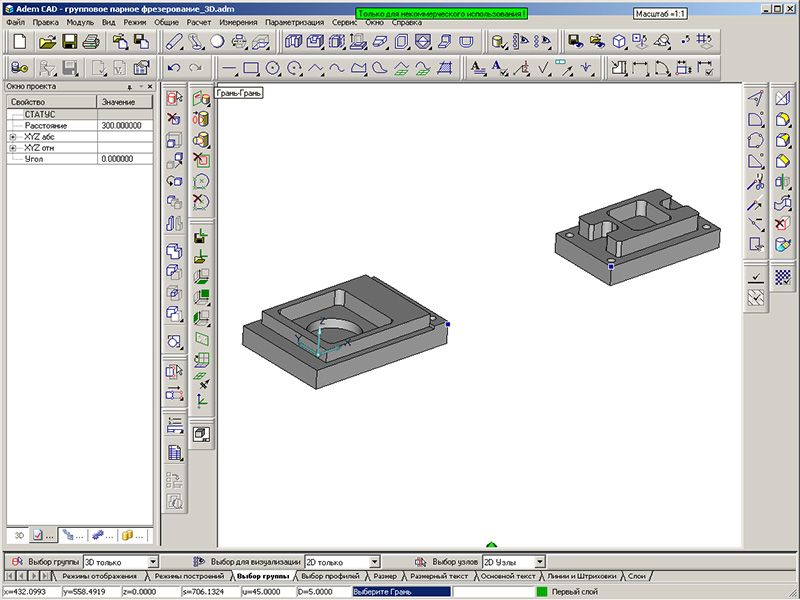
Рис. 3. Совмещение 3D-моделей по оси x
Совмещение 3D-моделей по оси y (рис. 4) выполнено для варианта группового парного фрезерования с общей заготовкой. В этом случае расстояние между деталями составляет 30 мм.
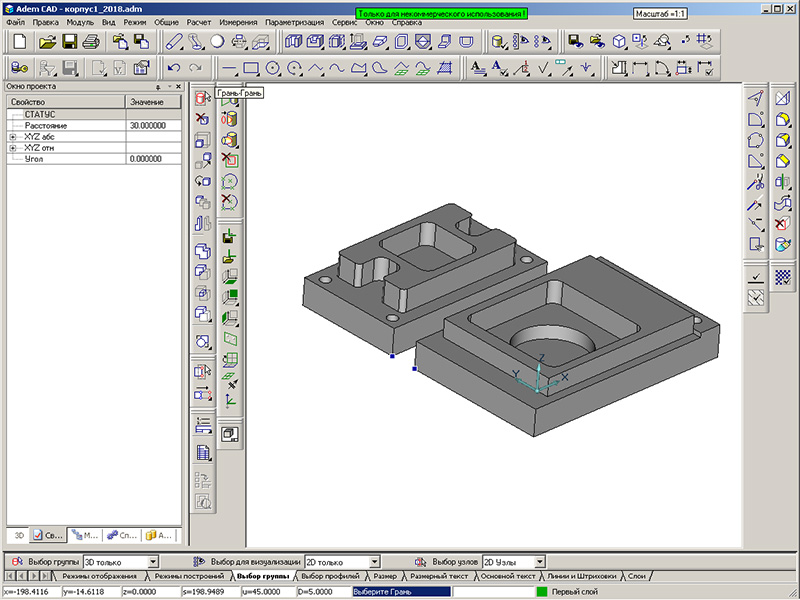
Рис. 4. Совмещение 3D-моделей по оси y
В качестве заготовок для варианта групповой парной обработки с раздельными заготовками были выбраны обработанные со всех сторон две стальные пластины с размерами ДхШхВ: 240×160×50 мм и 200×120×55 мм. Для этого варианта обработки требуется два станочных приспособления.
Для второго варианта парной обработки была выбрана обработанная с нижней стороны стальная пластина с размерами Д×Ш×В: 242×312×56 мм. Получение готовых деталей в обоих вариантах обработки осуществляется за один установ.
В модуле CAM системы ADEM выполнено проектирование двух вариантов группового парного фрезерования. Маршрут и траектории обработки для случая раздельных заготовок показаны на рис. 5. Для случая общей заготовки маршрут и траектории обработки показаны на рис. 6.
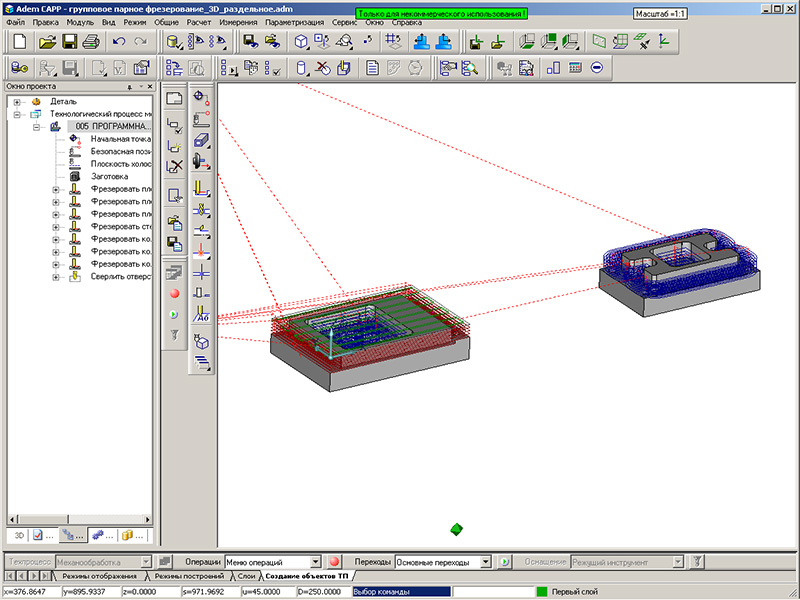
Рис. 5. Маршрут и траектории групповой парной обработки с раздельными заготовками
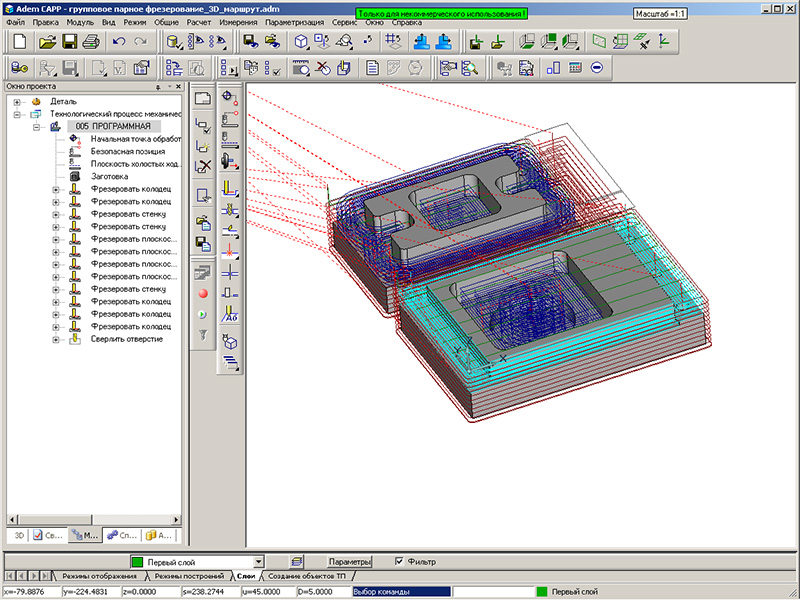
Рис. 6. Маршрут и траектории групповой парной обработки с общей заготовкой
В ADEM CAM выполнено также объемное моделирование каждого варианта группового парного фрезерования. На рис. 7 показаны заготовки перед началом обработки для случая обработки с раздельными заготовками, а на рис. 8 — результат такой обработки.
На рис. 9 показана заготовка перед началом обработки для случая групповой парной обработки с общей заготовкой, а на рис. 10 — результат обработки.
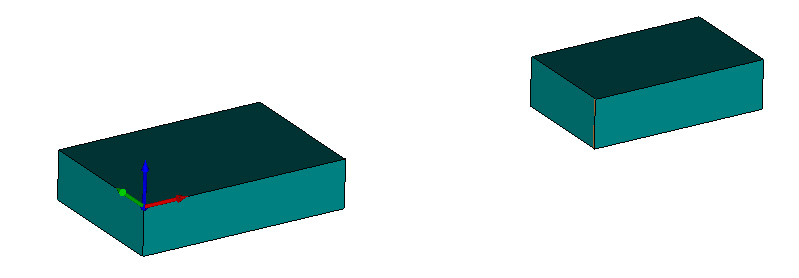
Рис. 7. Заготовки перед групповой парной обработкой
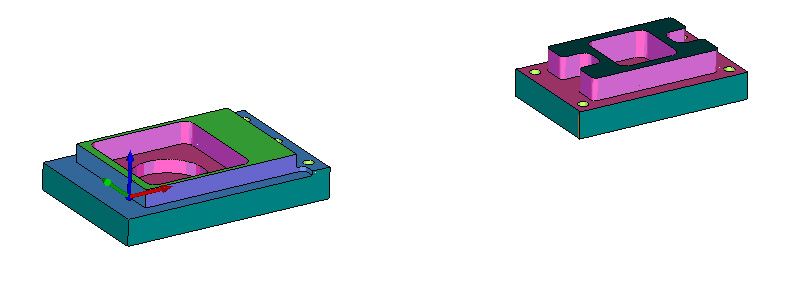
Рис. 8. Результат обработки
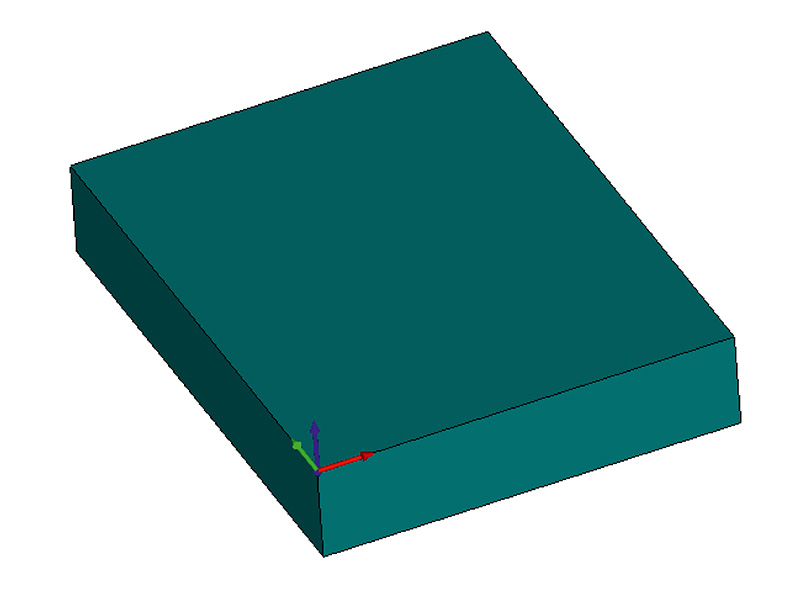
Рис. 9. Общая заготовка перед групповой парной обработкой
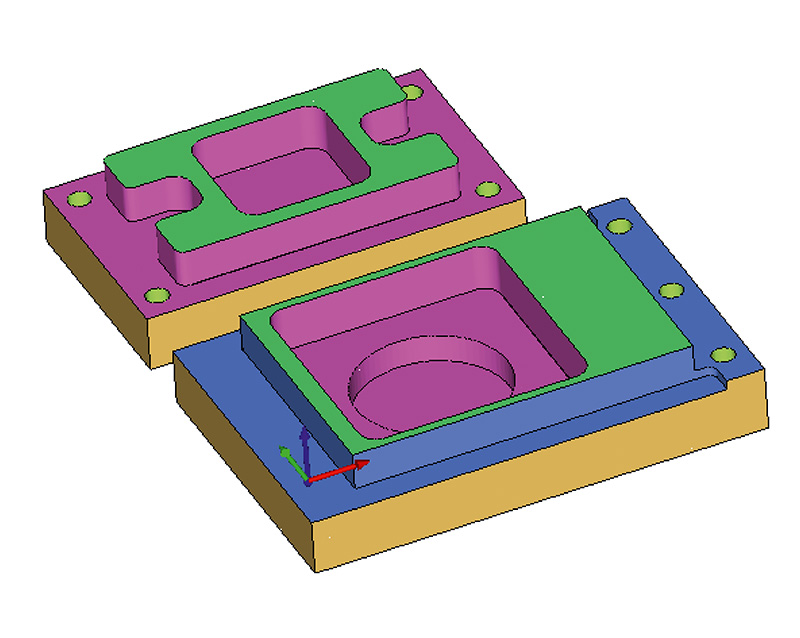
Рис. 10. Результат обработки
Полученные результаты показывают возможность проектирования групповой парной фрезерной обработки, повышающей загрузку фрезерных станков с ЧПУ. Вариант с общей заготовкой несложен в реализации и вполне доступен для небольших станков.
Литература
1. Crash Course in Milling. — URL: http//www.glacern.com
2. Кондратьев Е. М. Множественная парная обработка на фрезерном станке с ЧПУ // Актуальная наука/ 2018. № 2 (7). С. 21–25.
3. Кондратьев Е. Множественное фрезерование с общей заготовкой // РИТМ машиностроения. 2016. № 8. С. 15–16.
4. Митрофанов С. П. Групповая технология машиностроительного производства. В 2‑х т. — Т. 1. Организация группового производства. 3‑е изд., перераб. и доп. — Л.: Машиностроение, Ленингр. отд-ние, 1983. — 407 с.
5. ADEM. — URL: http://www.adem.ru






