
Классификация приемов и способов лазерной сварки волоконными лазерами позволит более четко упорядочить существующее многообразие технологических процессов.
Введение
Объемы применения лазеров в промышленности постоянно растут [1]. Станки лазерной резки и маркировки можно встретить на многих металлообрабатывающих предприятиях. Выгода применения лазерных технологий очевидна: высокие скорости, точность и качество обработки, низкая себестоимость и высокая степень автоматизация труда делают процесс лазерной обработки экономически эффективным.
Появление в начале 2000‑х годов нового поколения лазеров диапазона мощностей излучения от 1 кВт и выше [2] на основе активного волокна легированного ионами иттербия, вызвало интерес к широкому их использованию и для других видов металлообработки: сварки, термообработки, наплавки, аддитивных технологий. Высокая мощность лазерного излучения до 100 кВт [3], возможность передачи излучения через транспортное волокно, высокий КПД (до 35 %), стабильность работы и простота в эксплуатации, отсутствие необходимости применения газов и других расходных элементов повысили экономическую целесообразность использования лазера в качестве источника нагрева для различных технологических процессов.
Начиная с 2000‑х годов в Европе, Японии, США технологии лазерной сварки на базе волоконных лазеров активно развиваются и внедряются в промышленность. В автомобилестроении, вагоностроении, машиностроении и авиационной промышленности применяется лазерная (гибридная) сварка, обеспечивающая высокий уровень автоматизации производства, а получаемые соединения, выполненные посредством лазера, имеют высокое качество.
Лазерная сварка активно исследуется и периодически внедряется на заводах такими организациями как МГТУ им. Н. Э. Баумана (Москва), Политехнический университет (Санкт-Петербург), ИПЛИТ РАН (Шатура) и другими, однако широкого распространения в России технология лазерной сварки пока не получила. Во многом это связано со сложившейся экономической ситуацией в стране и неспособностью предприятий внедрять новые технологии, а также с недостаточной осведомленностью технологов и главных сварщиков предприятий о современных возможностях лазерной сварки.
Цель данной работы — показать все имеющиеся лазерные технологии и способы на сегодняшний день, структурировать и классифицировать имеющуюся информацию.
Классификация технологии лазерной сварки
С появлением волоконных лазеров технология лазерной сварки получила второе дыхание. Те области, где ее применение было затруднено и казалось невозможным, стали доступны. За последние 10 лет технология лазерной сварки значительно развилась и дополнилась технологическими приемами и способами. Так, возможна следующая классификация:
1. По форме (геометрии) получаемого сварного шва;
2. По количеству проходов;
3. По виду фокусного пятна;
4. По виду присадочного материала;
5. По наличию дополнительных источников нагрева;
6. По виду сварных швов;
7. По типу оптических сварочных головок;
8. По типу защиты сварного шва
Схематически классификация лазерной сварки представлена на рис. 1.

Рис. 1. Классификация технологии лазерной сварки
Классификация по форме проплавления
По форме можно различить три вида сварных лазерных швов: с глубоким проплавлением, средним и широким. Коэффициент проплавления K, отношение глубины сварного шва b к ширине a у сварных швов с глубоким проплавления равен более двух, у средних находится на уровне от 1 до 2, и у широких равен или менее 1 (рис. 2).

Рис. 2. Виды сварных соединений, выполненных методом лазерной сварки
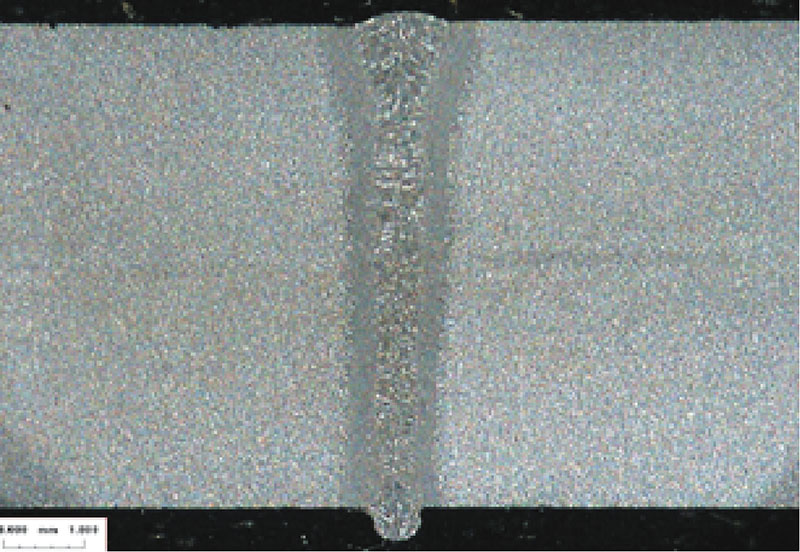
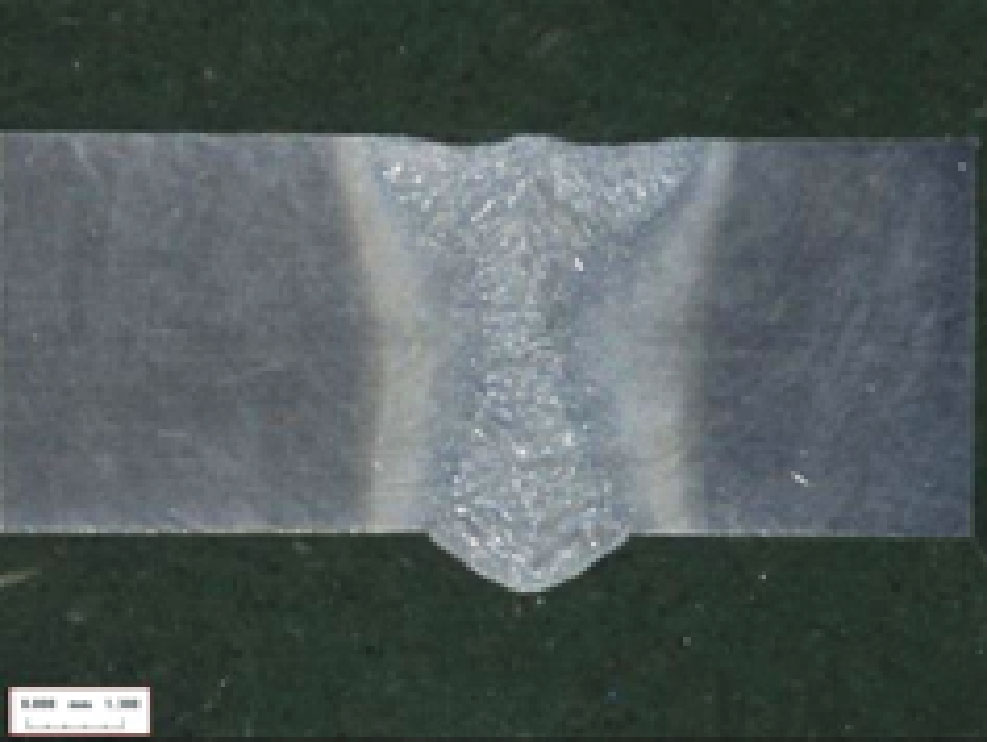
Рис. 3. Образец лазерной сварки с глубоким проплавлением k = 4: P = 5.4 кВт, V = 0,9 м/мин, δ = 12 мм [5].
Получение шва с глубоким проплавлением (рис. 3) возможно благодаря феномену парогазового канала, который возникает в жидкой ванне расплаве [4]. Такие сварные швы выполняются, как правило, на скоростях от 1 м/мин, фокус находится ближе к поверхности свариваемых деталей или немного заглублен. В результате получения максимальной плотности мощности на поверхности изделия сварной шов приобретает глубокое «кинжальное» проплавление на рис. 2.
Технология лазерной сварки с формированием глубокого «кинжального» проплавления может быть использована при обеспечении беззазорной сборки между свариваемыми кромками. Такие жесткие требования могут быть выполнены только при наличии ровных (фрезерованных) кромок и точной геометрии заготовок. Наличие даже минимального зазора между свариваемыми кромками (0,1–0,2 мм) будет вносить в геометрию сварного шва дефекты.

а) б) в)
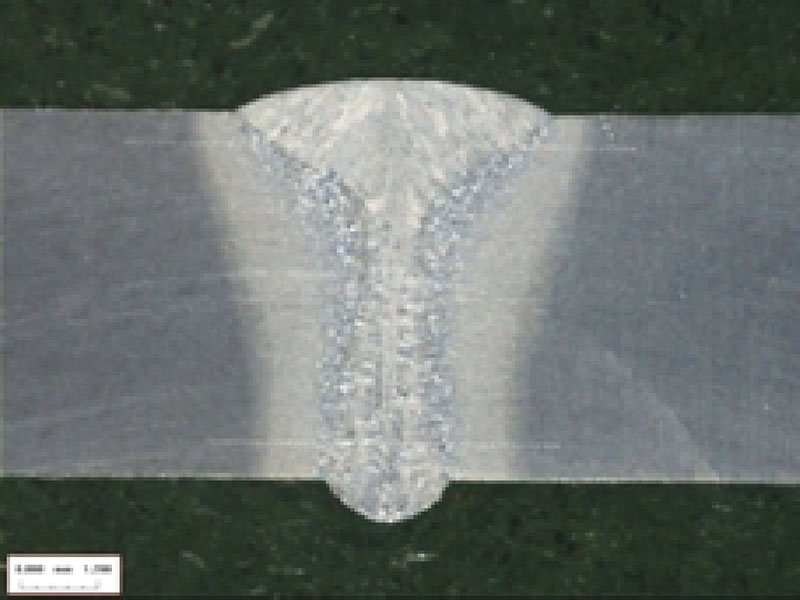
Рис. 4. Образец лазерной сварки со средним и широким формированием шва, толщиной 6 мм: а) лазерная сварка в среде защитного газа К=1,4, б) лазерная сварка с присадочной проволокой, в) пример сварного шва с широким формированием шва К=1
Для уменьшения требований к сборке свариваемых кромок разработаны технологические режимы, для которых типично получение более широких сварных швов (рис. 4) с меньшими требованиями к качеству сборки кромок. Одним из самых простых способов для получения широкого шва является сварка в расфокусе. При этом требуемая глубина проплавления регулируется скоростью сварки и увеличением мощности лазерного излучения. Феномен парогазового канала при таком режиме остается, но ширина шва увеличивается. Такие сварные соединения снижают требования к величине зазора между кромками и составляют в среднем до 10 % от толщины свариваемого материала. Увеличение диаметра пятна на поверхности и объема жидкой ванны расплава позволяет вести сварку с подачей присадочной проволоки, требования к величине зазора снижаются до 15–20 % от толщины материала. Другим способом увеличения ширины является применение различных специализированных фокусных пятен, речь о которых пойдет ниже.
Для получения максимально широкого сварного шва еще больше снижают скорость сварки, увеличивают диаметр пятна на поверхности за счет расфокусировки с одновременным увеличением мощности лазерного излучения. У таких швов глубина проплава может быть меньше, чем ширина шва. Такие сварные соединения могут быть использованы для получения несквозных, облицовочных сварных швов, а также для компенсации неточностей сборки деталей перед сваркой или влияния поводок, возникающих в ходе самой сварки.
Классификация по количеству проходов
Лазерная сварка обычно выполняется за один проход, без разделки кромок, с высокими скоростями ведения процесса и это, бесспорно, считается преимуществом. Такая технология применяется для сварки, например сталей, толщин до 10 мм без возникновения каких-либо технологических проблем. Увеличение толщины свариваемых изделий (уже свыше 12 мм) приводит к повышению вероятности появления дефектов в сварном шве, таких как провалы, подрезы, поры, полости, трещины.
Причины появления дефектов следующие: при увеличении толщины свариваемых изделий (свыше 16 мм) прямопропорционально увеличивается мощность лазерного излучения, для обеспечения сквозного проплавления, снижается и скорость сварки, в результате чего объем жидкой ванны расплава становится больше и процессы происходящие в ней становятся менее управляемыми.
Так, при достижении определенного объема жидкого металла силы поверхностного натяжения уже не могут удерживать ванну расплава и жидкий металл вытекает каплями снизу, образуя недостаток материала сварного шва сверху. Для устранения подобных дефектов авторы [6] предлагают гибридизировать процесс и использовать медные и флюсовые подкладки.
При увеличенном объеме жидкой ванны расплава перенос металла в заднюю часть расплава происходит не за один цикл, а за несколько, прежде чем металл успеет кристаллизоваться. Периодические раскачивания жидкого металла в ванне расплава назад и вперед снижает стабильность процесса сварки, металл, попадая под лазерный луч, всхлапывает парогазовый канал и приводит к появлению дефектов.
Следует также отметить, что однопроходная сварка больших толщины ведет к образованию срединных трещин (полостей) независимо от склонности материала к растрескиванию (рис. 5) вследствие термической усадки материала и высоких скоростей охлаждения.

Рис. 5. Проплавление по телу пластины глубиной 20 мм, выполненное волоконным лазером на мощности 30 кВт, со скоростью 1 м/мин, материал сталь 3 [5]
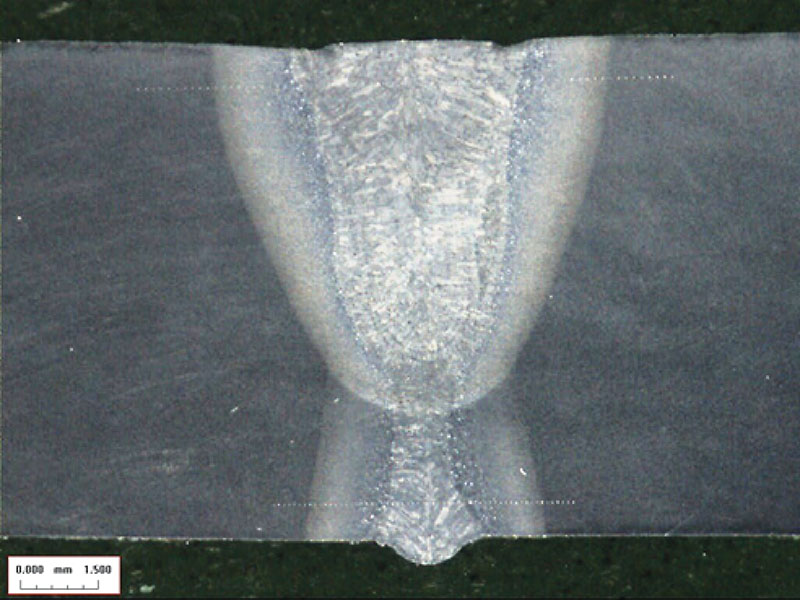
Рис. 6. Сварное соединение, выполненное за два прохода с двух сторон [5]
Для таких случаев технологами разрабатываются специальные методы лазерной сварки с применением дополнительных технологических приемов и способов: в горизонтальном положении, на медной подкладке, с поддувом парогазового канала, с предварительным введением компенсационных напряжений в конструкцию.
Другим таким методом является сварка за два прохода с двух сторон. При первом проходе формируется основной шов с качественным формированием корня шва, при втором проходе формируется верх шва (рис. 6). Скорость сварки при этом сохраняется высокой, поэтому выполнение второго прохода существенно не снижает производительности.
При увеличении толщины свариваемых изделий свыше 20 мм может применяться технология многопроходной лазерной сварки в узкую разделку [7]. Такая технология сварки последние годы активно исследуется и начинает применяться в различных отраслях промышленности. Преимущества технологии по отношению к дуговой сварке больших толщин в широкую разделку следующие: увеличение производительности в 5–8 раз, снижение объема фрезеровки в 10 раз, снижение остаточных напряжений и деформация в 3 раза [8], снижение зоны термического влияния, экономия присадочного материала и электроэнергии. Преимущества по отношению к однопроходной лазерной сварке следующие: не требуется большая мощность лазерного излучения, снижается вероятность появления дефектов, особенно в виде трещин, повышение стабильности процесса.
Классификация по виду фокусного пятна
Технология лазерной сварки обычно осуществляется с применением одного лазерного излучения, которое фокусируется в нужный диаметр пятна при помощи выпуклой линзы, установленной в оптической сварочной головке. В случае применения волоконных лазеров применяется коллимирующая линза, для того чтобы расходящееся лазерное излучение собрать в параллельный пучок. Такая схема используется в большинстве станков для лазерной сварки, и она формирует круглое фокусное пятно, которое пригодно для решения большинства задач.
Однако в некоторых случаях для решения конкретных технологических задач могут применяться и специализированные фокусирующие системы. Так, для уменьшения требований к зазорам могут применяться сканирующие системы, позволяющие колебать лазерный луч около оси распространения излучения. Ключевыми параметрами в задании колебаний являются амплитуда, частота и фаза колебаний, в частности, гармонические, круговые (рис. 4, 8, 9).
а)  б)
б) 
в)  г)
г) 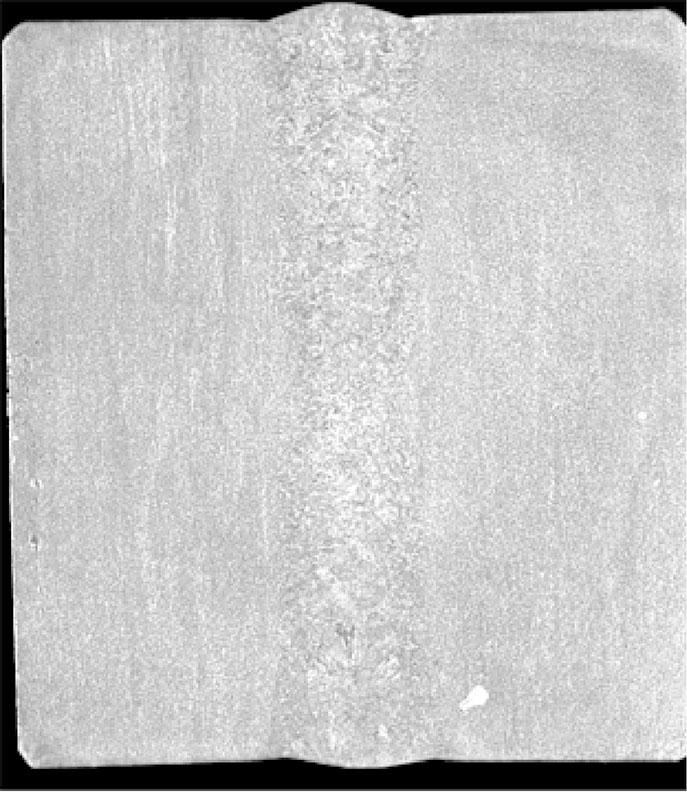
Рис. 7. Макрошлиф сварного соединения, полученного методом многопроходной лазерной сварки: а) сталь 09 Г2 С толщиной 25 мм; б) алюминиевый сплав АМг3 толщиной 30 мм, в) титановый сплав ВТ‑1 толщиной 20 мм, г) титановый сплав ВТ‑1 толщиной 40 мм [5]
а)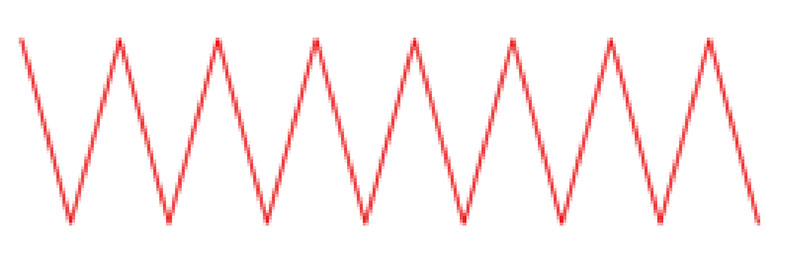 б)
б)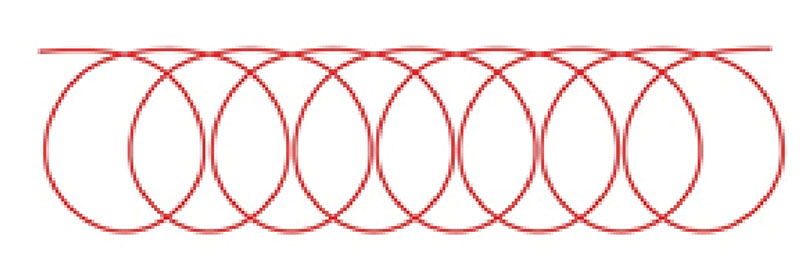
Рис. 8. Типы сканирования лазерного излучения
а)  б)
б) 
Рис. 9. Влияние кругового сканирования на геометрию сварного шва: а) без сканирования; б) с круговым сканированием [5]

Рис. 10. Внешний вид сварочной головки IPG FLW D50 с модулем двойного фокуса [5]
Помимо сканирования разработаны системы для расщепления лазерного излучения (TwinFocus, Duаl Focus — рис. 10). Двойные фокусные пятна используются как для уменьшения требований к зазорам за счет увеличения ширины сварного шва [8], так и для стабилизации процессов в парогазовом канале и уменьшения количества пор [9]. В первом случае фокусные пятна расположены поперечно сварному шву, во втором случае линейно вдоль сварного шва.
Помимо специализированных оптических систем используются два или более лазеров, излучение которых фокусируется на поверхности свариваемых изделий по различным схемам. Двухлучевая лазерная сварка является более гибким инструментом в отличие от систем расщепления лазерного луча. Взаимное расположение фокусных пятен, углов подачи лазерного излучения позволяют регулировать различные процессы, возникающие в парогазовом канале, жидкой ванне расплава во время сварки и управлять скоростью кристаллизации и охлаждения сварного шва [10].
Классификация по применению присадочного материала
Присадочный материал в виде проволоки при лазерной сварке может использоваться при формировании средних по ширине сварных швов. Присадочная проволока обычно подается в переднюю часть жидкой ванны расплава либо в холодном, либо в горячем состоянии. Разогрев проволоки осуществляется путем резистивного нагрева и регулируется величиной тока, протекающего в проволоке. Добавление присадочного материала позволяет сформировать усиление с лицевой поверхности соединения, а также производить легирование металла шва.
Другим способом осуществить присадку возможно при помощи тонких пластин (проставок) из определенного материала, которые в процессе подготовки соединения под сварку фиксируются между свариваемыми кромками (рис. 11). Способ предпочтителен при соединении трудносвариваемых сталей и разнородных материалов. В зависимости от толщины вставки (до 1 мм) можно сформировать на всю глубину отличный по составу сварной шов, состоящий из смеси основного и присадочного материалов.

Рис. 11. Пример сварного соединения, выполненного лазерной сваркой по вставке волоконным лазером: марка сталь 40, толщина 8 мм, скорость сварки 1 м/мин, мощность лазерного излучения 9,5 кВт [5]
а) 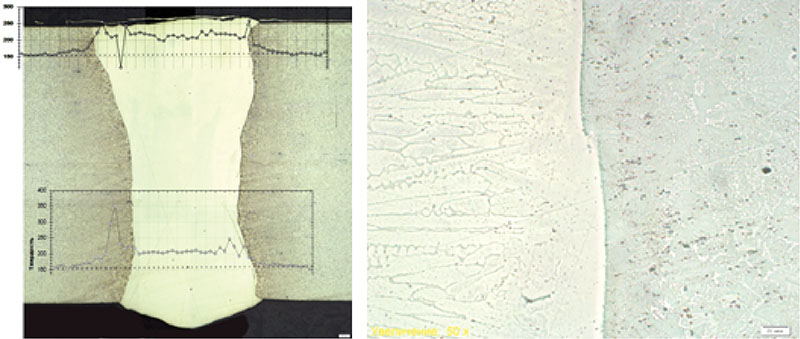 б)
б)
Рис. 12. Лазерное сварное соединение, полученное волоконным лазером с присадочным порошком и с линейным сканированием: скорость сварки 1,5 м/мин, мощность лазерного излучения 7 кВт. а) макрошлиф с измерением микротвердости HV0.1 б) микроструктура зоны сплавления, увеличение 50х [5]
Следует отметить, лазерная сварка может осуществляться с присадочным материалом в виде порошка. Данный способ возможно применять для устранения плавающих зазоров между свариваемыми кромками, когда порошок предварительно засыпается в имеющийся зазор. Величина зазора в этом случае может составлять 1,5–2 мм. При помощи порошка также можно осуществлять легирование сварного шва. Так, на рис. 12 представлено сварное соединение, сварной шов которого состоит из никелевого сплава и имеет аустенитную структуру, тогда как основной металл имеет ферритную структуру.
Классификация по наличию дополнительных источников нагрева
Начиная с 80‑х годов лазерный источник нагрева начали применять одновременно с дуговым, назвав технологию комбинированным методом лазерной сварки и дуговым плавящимся электродом (MIG) [11]. Сейчас эта технология стала достаточно популярной и получила название гибридной технологии лазерной сварки.
Гибридизация процесса может быть как с дуговым процессом, плазменным и с другими источниками тепла. Если два источника находятся достаточно близко друг от друга, то происходит объединение двух источников энергии в одной жидкой ванне расплава и возникает синергетический эффект, т. е. увеличение глубины проплавления. Если два источника разнесены на определенное расстояние, то синергетического эффекта не происходит, то есть процесс становится комбинированным.
В этом случае добавление второго источника тепла носит другие конкретные функции. Так, например, наличие дугового источника, который идет впереди лазерного излучения, позволяет произвести предварительный подогрев изделия и увеличить поглощательную способность материала. Если дуговой источник идет позади лазерного излучения, то дуговой процесс влияет на температуру охлаждения жидкого металла, делая термическим более мягким, в результате чего лазерная сварка может применяться для трудносвариваемых материалов, также дуговой процесс может использоваться для устранения геометрических дефектов верха сварного шва.
Помимо дуги к лазерному источнику для решения конкретных технологических задач могут добавлять плазму, световое пятно, индукционный подогрев. Последнее позволяет проводить предварительный подогрев свариваемых кромок, что позволяет проводить сварку трудносвариваемых сталей с повышенным углеродным эквивалентом [12].
Классификация по виду сварных швов
Известно, что лазерной сваркой можно выполнять различные типы сварных соединений: стыковые, внахлест, угловые, тавровые и т. д. Однако помимо типовой классификации лазерные сварные соединения можно классифицировать также по виду сварных швов: непрерывные, точечные и коротко-шовные.
Мощными волоконными лазерами непрерывного действия обычно выполняют непрерывные продольные швы. Такие сварные соединения наиболее часто используются для сварки ответственных сварных конструкций, для обеспечения герметичности конструкций.
Для сварки менее ответственных конструкций применяют точечную лазерную сварку, такая технология используется при сварке импульсными твердотельными лазерами.
Короткошовная лазерная сварка применяется для сварки тонколистового материала в автомобильной промышленности. В частности, разработана специализированная клещевая сварочная головка для сварки тонкостенных конструкций, которая уже применяется на ряде автомобильных заводов [13] (рис. 13).

Рис. 13. Устройство клещевой лазерной коротко-шовной сварки типа [5]
В сравнении с контактной сваркой данный способ сварки позволяет уменьшить вес кузова автомобиля, что достигается путем изменения ширины фланцев под сварку с 16 до 8 мм, а также применением новых типов сварных соединений [14]. Следует также отметить, что лазерная сварка оказывает минимальное воздействие на оцинкованное покрытие вокруг сварного шва и в некоторых случаях позволяет производить сварку без выхода сварного шва с лицевой стороны.
Классификация по виду оптических сварочных головок.
Сварочные головки обычно различают по типу оптических элементов: проходного и зеркального типа. Но для самой технологии лазерной сварки большее значение имеют параметры оптической системы, фокусные расстояния коллимирующей и фокусирующей линз, которые для сварочного процесса подбираются конкретно для решения той или иной задачи.
Так, в зависимости от основного параметра оптической системы — фокусного расстояния фокусирующей линзы можно различить три вида сварочных головок: короткофокусные, среднефокусные и дальнофокусные. К короткофокусным системам можно отнести системы с фокусным расстоянием до 200 мм. К среднефокусным — от 200–600 мм. К длиннофокусным — от 600 мм и выше.
Короткофокусные системы выгодно использовать для сварки тонкостенных изделий (до 2–3 мм), не требующих больших мощностей лазерного излучения. Процесс сварки в этом случае идет без образования значительных брызг и плазмы.
Среднефокусные системы используются для сварки толщин более 3 мм, в этом случае используются лазерные источники с большей мощностью и увеличение фокусного расстояния позволяет уменьшить риск попадания брызг и искр на оптические элементы сварочной
головки.
Длиннофокусные системы используются для сварки небольших толщин с применением волоконных лазеров мощностью до 10 кВт либо для сварки сверхбольших толщин с использованием лазеров, имеющих мощность до 100 кВт. Так, получила распространение технология удаленной лазерной сварки (рис. 14). Для этих целей специально разработаны мощные сканеры, позволяющие независимо от манипулятора производить запрограммированные движения лазерным лучом, что позволяет увеличить производительность процесса сварки. Технология нашла применение в автомобильной промышленности для сварки различных штампованных изделий.
Рис. 14. Устройство удаленной лазерной сварки [5]
Классификация по типу защиты сварного шва от окружающей среды
Обычно лазерную сварку волоконными лазерами осуществляют в среде защитного газа аргон, как наиболее дешевого инертного газа. Длина волны волоконных лазеров 1065–1085 нм не поглощается аргоном. Однако приповерхностная плазма все равно присутствует, т. к. во время сварки аргон смешивается с парами металла и происходит ионизация. При повышении мощности лазерного излучения (свыше 5 кВт) приповерхностная плазма увеличивается, прозрачная плазма для лазерного излучения волоконного лазера уменьшается из-за наличия различных примесей, что вносит видимые искажения в процесс фокусировки лазерного излучения.
Для подавления плазмы и увеличения стабильности лазерной сварки возможно применение различных смесей инертных газов: аргон + гелий. Добавление гелия позволяет уменьшить размер приповерхностной плазмы, снизить ее температуру и увеличить прозрачность для лазерного излучения, тем самым повысить стабильность процесса сварки.
Для решения узкоспециализированных задач, например, для увеличения глубины проплавления, производительности или для уменьшения вероятности появления количества дефектов в сварном шве добавляют активные газы: углекислоту, кислород, водород или азот.
Так, кислород, попадая в большом количестве в сварной шов, однозначно ухудшает прочность сварного шва, так как появляются оксиды, которые выпадают по границам зерен кристаллов, что в конечном счете увеличивает вероятность появления горячих и холодных трещин. Однако добавления кислорода в защитный газ в лимитированном размере позволяет стабилизировать парогазовый канал, в результате чего снижается количество внутренних дефектов в виде пор. Углекислота оказывает аналогичное влияние [15].
Небольшое количество азота в защитном газе на некоторых сталях, которые содержат такие легирующие элементы, как марганец, титан, молибден, оказывает положительное воздействие. Образование нитридов увеличивает прочность сварного шва с уменьшением пластичности.
Другим методом защиты сварного шва является применение сварочного флюса, который может использоваться сверху для защиты сварного шва от взаимодействия с окружающей средой, так и снизу в виде флюсовой подушки для поддержания жидкой ванны расплава и для защиты от окисления.
Также на неответственных конструкциях при лазерной сварке защитный газ не применяется. Так, для сварки низкоуглеродистых сталей, используемых в автомобильной промышленности, для уменьшения себестоимости погонного метра сварки защита не применяется.
Следует также отметить, что лазерная сварка, также как и сварка электронным лучом, может производиться в вакууме. На рынке доступны станки для лазерной сварки трансмиссий автомобилей в вакууме [16]. Лазерный источник в этом случае работает как полноценная замена электронно-лучевой пушке. При этом не требуется обеспечивать глубокий вакуум.
Заключение
1. Предложенная классификация лазерной сварки по восьми признакам позволяет упорядочить то многообразие технологических процессов, имеющихся в области лазерной сварки.
2. Лазерная сварка на базе волоконных лазеров является гибким многообразным процессом, и в зависимости от поставленных задач могут применяться и разрабатываться новые способы сварки.
Литература
1. DAVID A. BELFORTE Fiber lasers continue growth streak in 2014 laser market//Industrial laser solution. — 2015. — № 1. — С. 5–13.
2. Gapontsev V. et al. 2 kW CW ytterbium fiber laser with record diffraction-limited brightness//Lasers and Electro-Optics Europe, 2005. CLEO/Europe. 2005 Conference on. — IEEE, 2005. — С. 508.
3. Gapontsev V. P. et al. 100‑kW ytterbium fiber laser//Optoelectronics' 99‑Integrated Optoelectronic Devices. — International Society for Optics and Photonics, 1999. — С. 49–54.
4. Григорьянц А. Г., Шиганов И. Н., Мисюров А. И. Технологические процессы лазерной обработки. — М.: Изд-во МГТУ им. НЭ Баумана, 2008.
5. Технический отчет о проведении научно-исследовательской работы отдела лазерных технологий (103) сектор лазерной сварки ООО НТО «ИРЭ-Полюс».
6. Seffer O. et al. Laser-GMA hybrid welding of API 5L X70 with 23 mm plate thickness using 16 kW disk laser and two GMA welding power sources//Journal of Laser Applications. — 2014. — Т. 26. — №. 4.
7. Zhang X. et al. Welding of thick stainless steel plates up to 50 mm with high brightness lasers//Journal of Laser Applications. — 2011. — Т. 23. — №. 2
8. Longfield N. et al. Improving laser welding efficiency//WELDING JOURNAL-NEW YORK-. — 2007. — Т. 86. — №. 5. — С. 52.
9. Hayashi T. et al. Reduction mechanism of porosity in tandem twin-spot laser welding of stainless steel//Welding international. — 2003. — Т. 17. — №. 1. — С. 12–19.
10. Grigor'yants A. G. et al. Efficiency of the process of two-beam deep penetration laser welding//Welding International. — 2011. — Т. 25. — №. 03. — С. 188–195.
11. Hamasaki M. Welding method combining laser welding and MIG welding: пат. 4507540 США. — 1985.
12.Lahdo R. et al. GMA-laser Hybrid Welding of High-strength Fine-grain Structural Steel with an Inductive Preheating//Physics Procedia. — 2014. — Т. 56. — С. 637–645.
13.Siewert A., Krastel K. Fiber Laser Seam Stepper Replacing Resistance Spot-Welding//Laser Technik Journal. — 2014. — Т. 11. — №. 4. — С. 52–55.
14. Klinger J. Automotive Body Structure Assembly: Mass & Cost Saving Potential ofLaser Welding Compared to Spot Welding. — 2012.
15.Zhao L. et al. Prevention of porosity by oxygen addition in fibre laser and fibre laser-GMA hybrid welding//Science and Technology of Welding and Joining. — 2014. — Т. 19. — №. 2. — С. 91–97.
16.Сайт компании Precision technology, INC. url: http://www.ptreb.com/Vacuum-Laser-Welding-Systems/.
Еще больше новостей |





