
Исследование механических, физических и эксплуатационных свойств позволяет шире посмотреть на ячеистые структуры (ЯС) и найти новые области их применения. В природе существует множество примеров ЯС, и не все из них разгаданы человеком и переложены на технологический уровень развития цивилизации. Ячеистые структуры могут быть охарактеризованы как избыточным структурным хаосом (энтропией), так и уравновешенностью структуры. Уже сегодня при помощи компьютерных технологий возможно построение и моделирование нескольких десятков ячеистых структур, которые могут успешно применяться в машиностроительной практике.
Пены могут обладать избыточной пористостью, которая образуется в области стенок (трабекулярных перемычек). Это в общем снижает прочностную характеристику пенометалла. Для процессов, в которых используются выжигаемые или газифицируемые каркасы (DUOCELL, INCOFOAM), характерно наличие внешней оболочки пенометалла, внутри которого отсутствует материал. Это может приводить к разрушению трабекулярных перемычек в узких местах пены. Соединение пенометалла с оболочкой (рис. 1а) или с обкладками (рис. 1б) может быть непрочным, тогда металлургическая связь компонентов не достигается.
а)
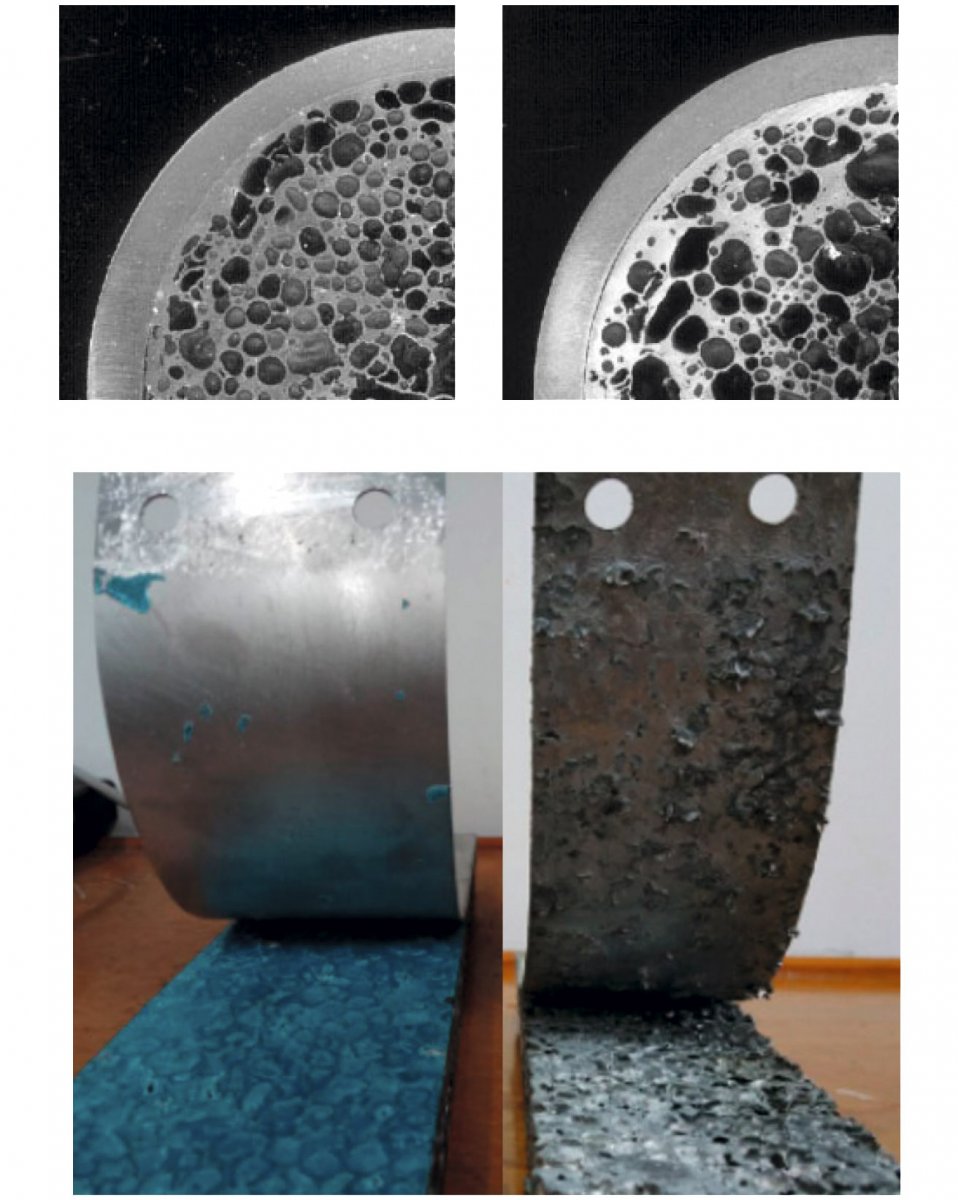
б)
Рис. 1. Примеры пограничных соединений: а) отливка с ПМ из AlSi12 (слева) и из AlMg1Si0.6 (справа); б) клеевое соединение (слева) и металлургическое соединение (справа)
В работах [1,2] приводятся исследования по описанию механической характеристики сэндвич-панели из алюминиевых листов и пенометалла. По результатам компьютерной томографии (КТ) была получена информация о размере ячеек и их распределении по репрезентативному объёму (рис. 2а). При помощи компьютерного моделирования было определено, что пористость рассматриваемого материала составляет порядка 70% (рис. 2б). При замене пенометалла эквивалентной конструкцией, полученной по результатам топологической оптимизации (рис. 2в), было установлено, что сердцевина взаимодействует с внутренней частью листов-обкладок, что не наблюдается при применении пеноматериала. Тем самым было показано, что более тонкие трабекулярные перемычки лучше распределены по плоскости контакта с обкладками и тем самым не наносят повреждений, не создают концентраторов напряжений, чем сохраняют высокую жёсткость конструкции.
![Рис. 2. Результаты исследования механических характеристик закрытого пенометалла [2]](/sites/default/files/Public/RHYTHM_of_machinery_7_2021/tatia_sxema_yacheistix_stryktyr_chast_2_ris2_rhythm_of_machinery_7_2021.jpg)
Рис. 2. Результаты исследования механических характеристик закрытого пенометалла [2]
Для пенометаллов характерно изменение плотности в широком диапазоне и, соответственно, значений модуля Юнга, напряжения сжатия и теплопроводности (рис. 3). Продолжительность плато диаграммы осадки пенометалла, а также варьирование свойств в широком интервале связано с морфологией пенометалла (открытый или закрытый типы), размером и формой ячеек. При увеличении количества ячеек или уменьшении их размера в рассматриваемом объёме снижается общая плотность ЯС. Проблемой работы и выбора в пользу применения ЯС является то, что пенометаллы обладают сильно выраженными анизотропными свойствами. При создании сэндвич-панелей требуется выбор способа фиксации сердцевины из ЯС с внешними панелями. Важной характеристикой изделий с сердцевиной из пенометалла является получение прочного соединения пенометалла с обкладками или пенометалла с оболочкой. Проведённые в ряде работ испытания на отрыв обкладок показали, что такое соединение может быть достигнуто при помощи специальных клеевых соединений на основе полиуретана или эпоксидной смолы или за счёт создания металлургического диффузионного соединения при помощи технологий литья под низким и/или высоким давлением [3] методом вспенивания с добавлением газообразующего компонента, например, TiH2.
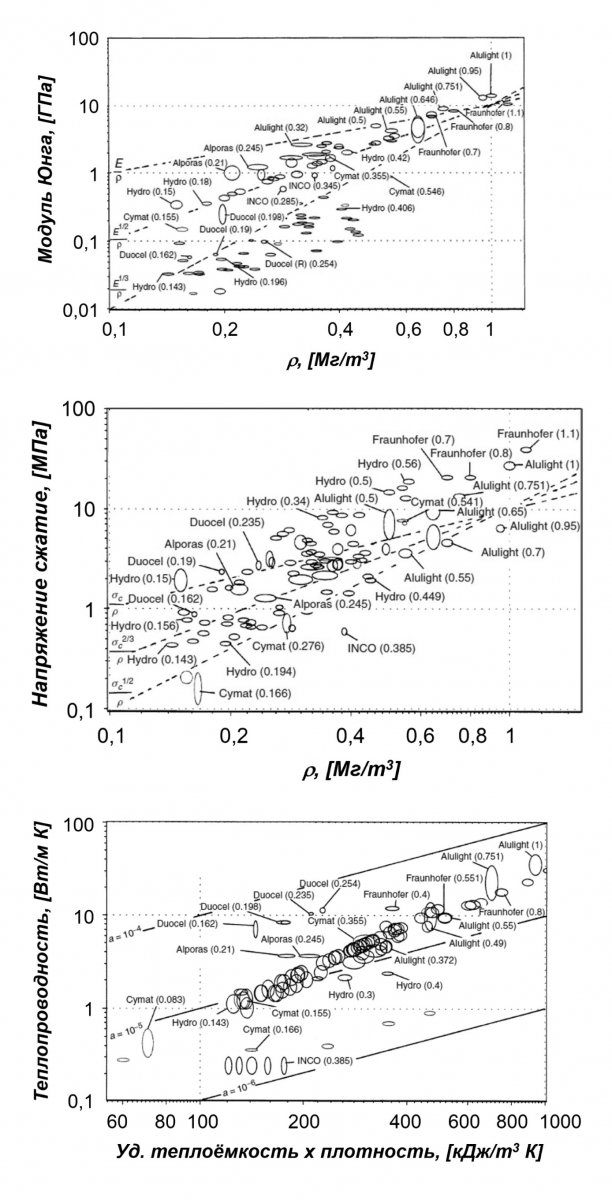
Рис. 3. Зависимость плотности материала от: а) модуля Юнга; б) напряжения сжатия; в) теплопроводности
Авторами исследования [4] были проделаны работы по улучшению пенообразования. Так, в условиях отсутствия гравитации вспенённые структуры не обладали такими производственными недостатками, как избыточный дренаж пены, её течение, схлопывание ячеек и их длительный рост.
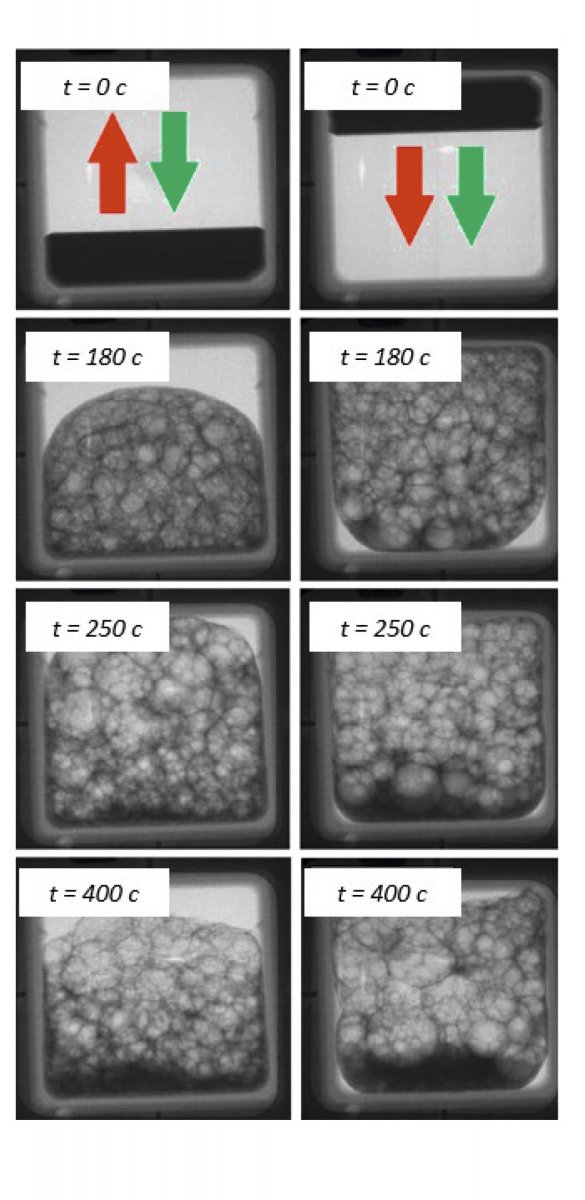
Рис. 4. Радиологическое исследование методом рентгеноскопии вспенивания пробы из материала AlSi6Cu4, полученной методом тиксолитья
На рис. 4 показаны результаты вспенивания образцов в присутствии и отсутствии ускорения свободного падения (УСП). Красная стрелка указывает на направление вспенивания, а зелёная — на направления УСП. В условиях отсутствия УСП вспенивание материала происходило в более благоприятных условиях: равномерное распределение ячеек и их размер, полное заполнение объёма.
Соединение пенометаллов
Соединение ячеистых структур может осуществляться при помощи клея, сварного соединения, самопроникающих заклёпок, традиционных заклёпок и резьбовых соединений, а также при помощи резьбовых соединений через резьбовые вставки. Соединения являются одним из важных разделов и при использовании сэндвич-панелей на основе ЯС требуют тщательной проработки. На рис. 5 показаны некоторые варианты соединений сэндвич-панелей на основе пенометаллов. В табл. 1 показаны рекомендации по использованию способов соединения для стыкового и Т-образного соединения, а также соединения внахлёст. На рис. 6 показаны макроснимки способов соединений. Видно, что стандартные элементы соединения приводят к снижению качества и прочности соединения. В табл. 2 показаны результаты испытаний на сдвиг полученных соединений.

| Способ соединения | Макс. значение силы, Н | Способ соединения | Макс. значение силы, Н |
|---|---|---|---|
| винтовое (а) | 1 282 ± 130 | клёпка/клеевое | 1 548 ± 182 |
| клёпка (б) | 997 ± 91,12 |
пайка (без припоя) (г) |
2 112 ± 596 |
| клеевое (в) | 2 043 ± 220 | лазерная сварка (д) | 580 ± 116 |
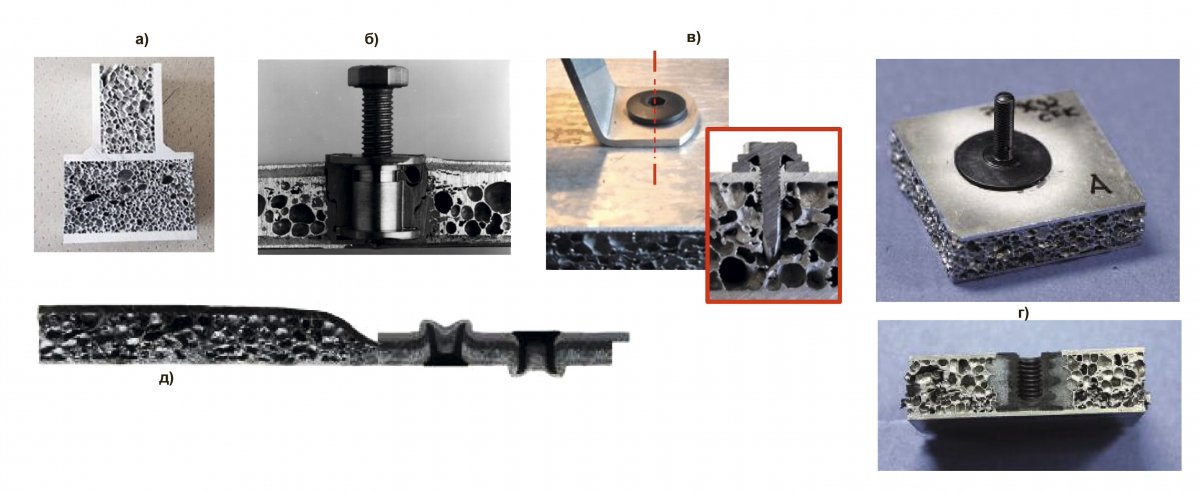
Рис. 5. Примеры соединений сэндвич-панелей: а) Т-образное, сварное; б) при помощи втулок и болтов; в) при помощи винтов; г) при помощи шпилек; д) при помощи самопроникающих заклёпок
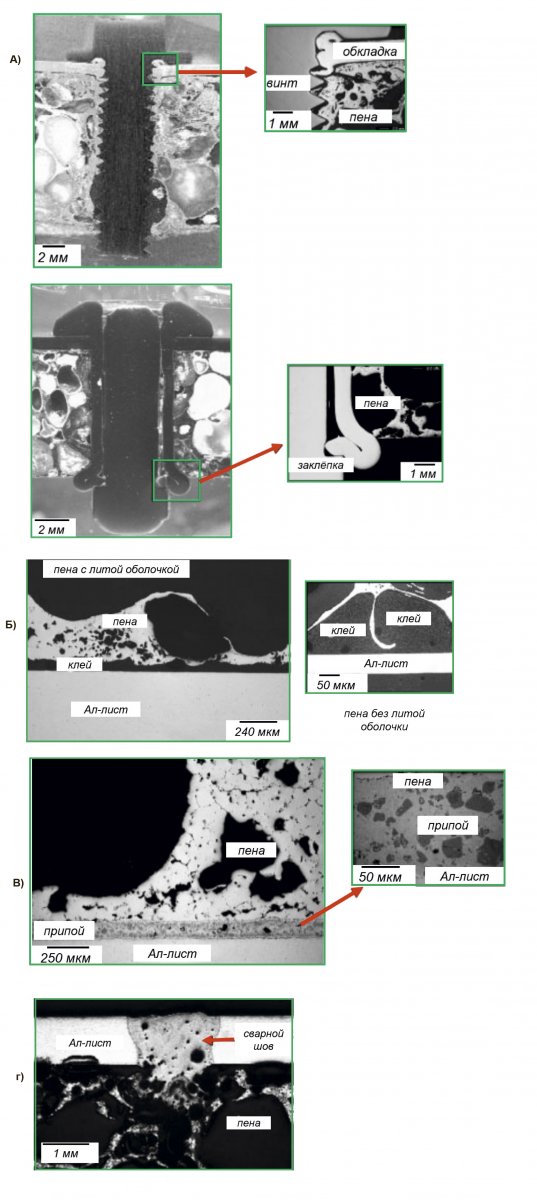
Рис. 6. Способы соединения сэндвич-панелей: а) винтовое, насквозь; б) клёпка; в) клеевое; г) пайка; д) лазерная сварка.
Качество резьбовых соединений проверяют при помощи эксперимента. На рис. 7 показана схема испытаний (а) и полученные результаты (б). Видно, что наибольшая сила вырывания Fp получена для условия соединения при помощи вставки.

Рис. 7. Результаты испытаний на качество соединения: а) схема установки резьбовых элементов; б) зависимость силы вырывания от отн. плотности материала (саморез по дереву Ø4,8 мм; гвоздь Ø4,5 мм; шпилька Ø6 мм; вставка с резьбой Ø20 мм; длина вкручивания для всех случаев составляет l = 20 мм)
Применение ячеистых структур
Ячеистые структуры, полученные по технологиям 3D-печати (SLM/EMB/DMLS), отличаются дальним порядком расположения ячеек, а не ближним, как это характерно для ЯС, получаемых из расплавов металлов или в результате дисперсии гидрида. Это обстоятельство позволяет целенаправленно задавать тип свойств материалов (анизотропные, изотропные или ортотропные) в зависимости от области их применения. На рис. 8 показаны некоторые примеры таких структур. Как правило, это ЯС подгруппы каркасов (lattice, scaffold), которые имеют достаточно большое геометрическое разнообразие ячеек. Перспективной областью для подобных структур является область биомедицинского инжиниринга, где весьма сложная геометрия биологических объектов и их структура делают применение технологий 3D-печати наиболее предпочтительными.
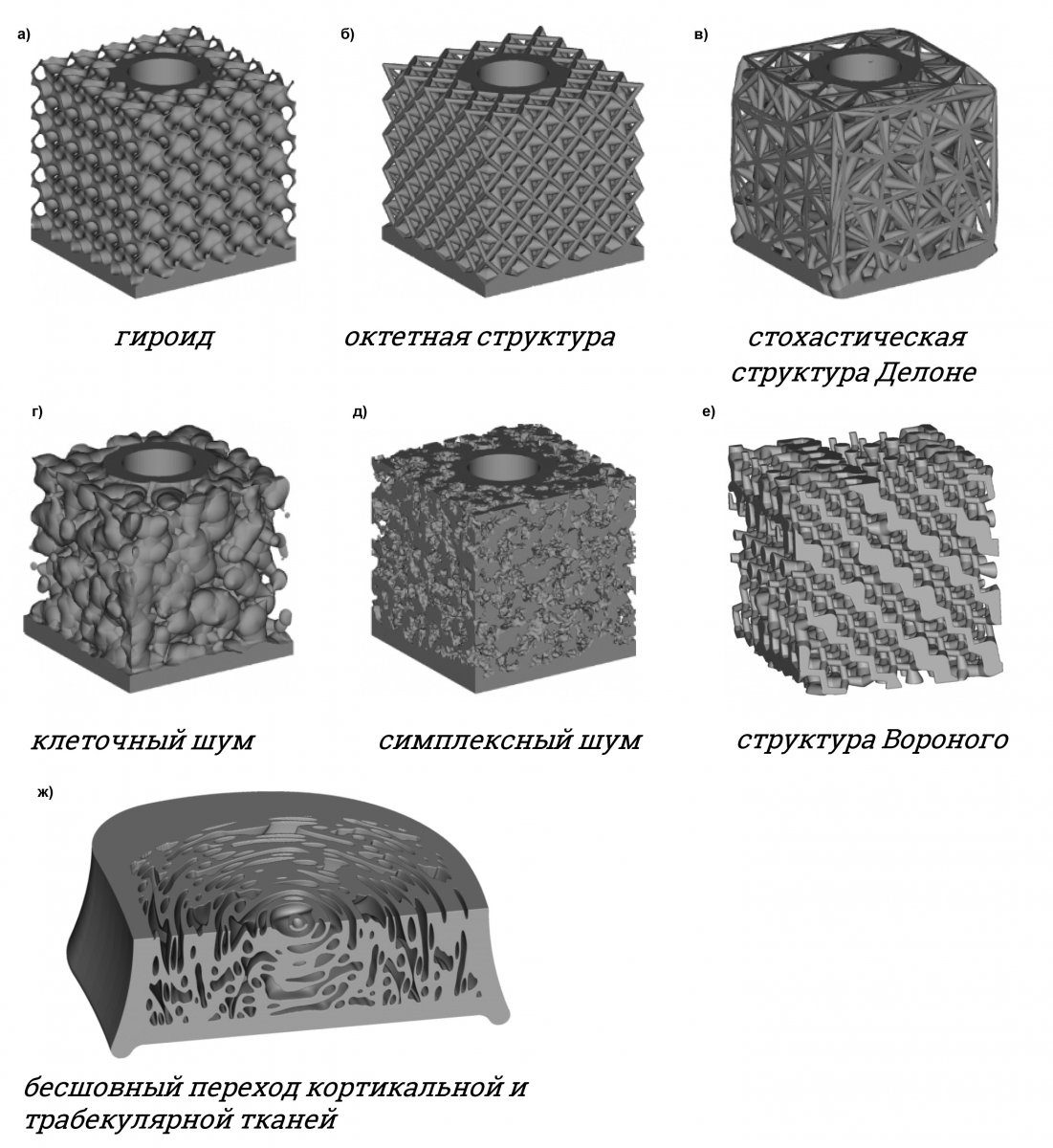
Рис. 8. Примеры 3D-моделей с разной топологией ЯС, созданные в программе nTopology: а) гироид; б) октет; в) стохастическая структура Делоне; г) клеточный шум; д) симплексный шум; е) структура Вороного; ж) структура с бесшовным (плавным) переходом кортикальной и трабекулярной тканей
Функциональные детали
Стальной корпус рычага подвески может быть заполнен пеноалюминием (рис. 9а). Аналогичным образом может быть повышена жёсткость любой листовой детали, применяемой в каркасе кузова (передняя, средняя и задние стойки, поперечины, щитки и т. д.). Для снижения веса на 2 кг алюминиевого диска колеса была предложена технология литья со вставкой из пеноалюминия на внутренней части обода (рис. 9б). Похожие исследования проводились в работах [3,5–7].
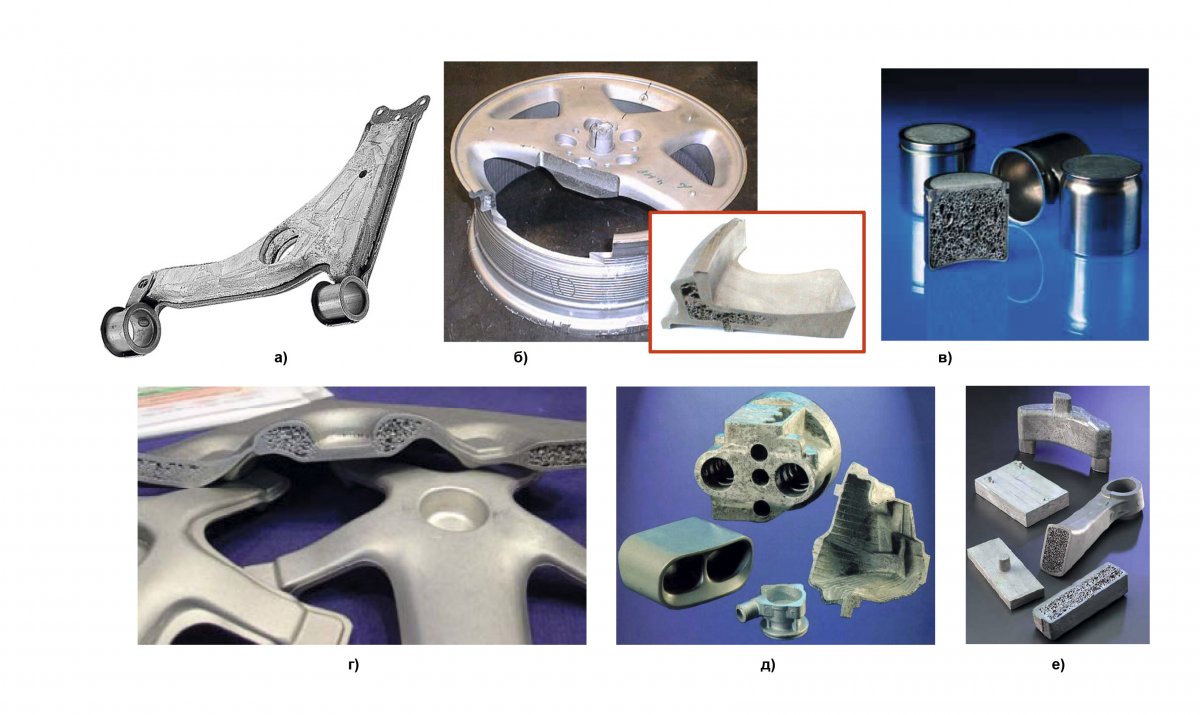
Рис. 9. Примеры машиностроительных деталей на основе ЯС: каркас носовой части первого вагона скоростного поезда ICE: а) рычаг подвески а/м; б) диск колеса а/м; в) поршень дискового тормоза; г) крестовина; д, е) отливки с пенометаллом в стенках и центральной части
Исследовательским институтом Fraunhofer IFAM и компанией TRW Automotive был разработан прототип поршня дискового тормоза, позволяющий не только снизить вес поршня, но и улучшить его охлаждение (рис. 9в). Компания Pohltec Metalfoam успешно изготовила деталь-демонстратор из вспениваемого материала, предварительно проведя его штамповку на прессе (рис. 9г). При помощи литья под низким давлением были получены разнообразные по форме детали с пенометаллическими вставками (рис. 9д, е).
Поездостроение
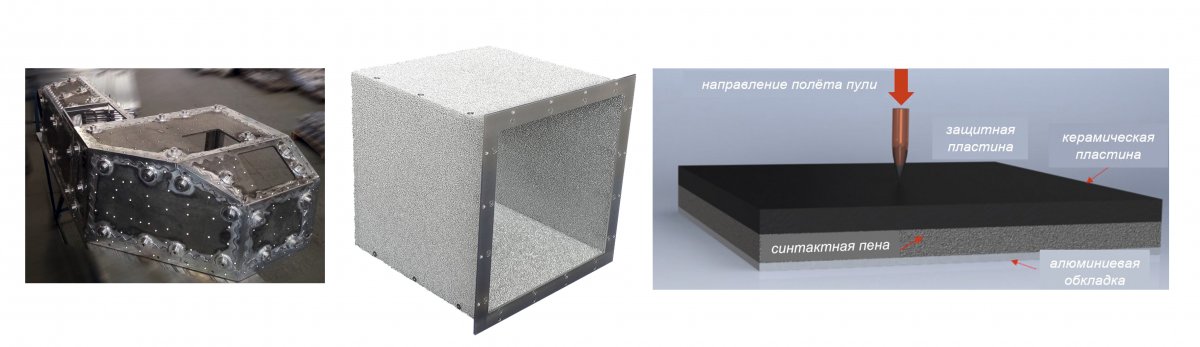
Кооперацией исследовательского института Frauenhofer IWU и производственных компаний BlueS, KUKA Systems GmbH, MFPA Leipzig GmbH и Voith Engineering Services GmbH Road & Rail был разработан прототип каркаса передней части носа скоростного поезда ICE (рис. 10) на основе алюминиевых сэндвич-панелей толщиной 10 мм, которые позволили сократить вес конструкции на 18% по сравнению с базовой и сделали её менее пожароопасной [8]. В конструкции носовой части было предусмотрено 22 сегмента, которые не могли быть изготовлены методами листовой штамповки (вытяжка, гибка) в силу разных механических характеристик листов облицовки и пеноалюминия. Поэтому проводилось деформирование листовых преформ, содержащих газоинициирующий компонент, при помощи роликовой машины, а затем вспенивание с выдержкой в специальной форме. Все сегменты были соединены друг с другом при помощи сварки. Предварительные расчёты показывают, что изготовление обтекателя носа поезда с применением новых технологий, а не традиционных, в которых применяются дорогостоящие штампы для листовой штамповки, снизят расходы на 60%.
![Рис. 10. Каркас носовой части первого вагона скоростного поезда ICE [9]: а) каркас (интерьер); б) внешние облицовочные панели](/sites/default/files/Public/RHYTHM_of_machinery_7_2021/statia_polychenie_yacheestix_stryktyr_chast_2_ris_10_rhythm_of-machinery_7_2021.jpg)
а) б)
Рис. 10. Каркас носовой части первого вагона скоростного поезда ICE [9]: а) каркас (интерьер); б) внешние облицовочные панели
Крэш-элементы
Согласно требованиям зарубежных страховых компаний, крэш-элементы должны полностью поглощать энергию на скорости движения до 15 км/ч, защищая тем самым более дорогостоящие компоненты кузова автомобиля, такие как поперечины и лонжероны. Сочетание оболочки и вспененной металлической вставки оказалось наилучшим сочетанием прочностных свойств и лёгкости конструкции. Известная компания-изготовитель автомобильных компонентов Valeo совместно с компанией Cymat одними из первых проводили разработку деталей и исследовали их энергопоглощающие свойства. Опытные образцы разработанных ими крэш-элементов показаны на рис. 11а, б. При разработке крэш-элементов для трамвайной платформы COMBINO, проводившейся компаниями Siemens, Hübner и Schunk Sintermetalltechnik, техническое задание предполагало безопасное столкновение с пешеходами, защиту от затягивания под трамвай и одновременно защиту от серьёзных повреждений при столкновении с автомобилем (рис. 11в).
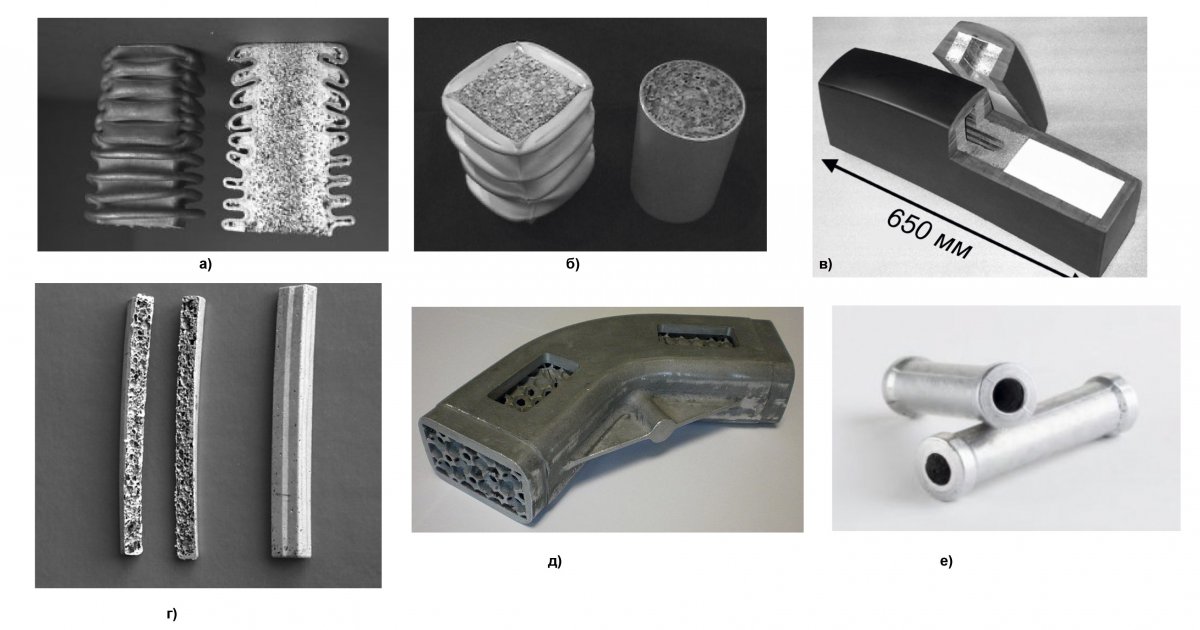
Рис. 11. Примеры элементов пассивной безопасности: а) и б) на основе пеноалюминия Cymat; в) трамвайной системы COMBINO; г) устанавливается между направляющими крыши и передней стойкой а/м; д) с изотропной пеноалюминиевой сердцевиной, отливка; е) багажного отделения а/м Audi Q7
Существовавшая до 2001 г. компания Steyr-Daimler-Puch, впоследствии преобразованная в Magna Steyer Fahrzeugtechnik AG, разработала прототип элемента пассивной безопасности для передней стойки автомобиля из пенометалла (рис. 11г). На рис. 11д показан крэш-элемент, разработанный французской компанией Alveotec. Отличительной его особенностью является высокая степень упорядоченности ячеек пенометалла открытого типа. Сама технология получения подобного элемента заключается в применении стержня специальной формы и последующей заливке расплава металла гравитационным способом. С 2006 года разработан и изготавливается элемент (рис. 11е), располагающийся в области рамы багажного отделения крепления сетки безопасности автомобиля Audi Q7, рассчитанный на перегрузку не более 7g.
Фильтрация жидкостей и газов
Большое количество ячеек позволяет снизить скорость распространение жидкостей и газов, таким образом более равномерно распределить давление по всему объёму фильтра. В практике гидро- и пневмоаппаратостроения имеется весьма большое разнообразие геометрических форм элементов, снижающих уровень шума выпускных клапанов, препятствующих турбулентному течению жидкости в каналах, обеспечивающих фильтрацию жидкостей (рис. 12).

Рис. 12. Примеры фильтрующих элементов
Вибро- и шумоизоляция
Ячеистые структуры успешно справляются с задачей рассеивания вибрационных колебаний, которая состоит в разделении звуковых волн с высокой энергией на волны с меньшей энергией, их переотражении внутри материала, что снижает уровень резонансных частот и приводит к затуханию колебаний. При разделении волны её составляющие попадают на множество перегородок, которые также ветвятся. В сплошном материале этого не происходит, поэтому возникновение резонанса приводит к длительному периоду затухания колебаний и дополнительной нагрузке на материал, которая может превысить его предел прочности и далее привести его к разрушению. На рис. 13а показана отливка из алюминиевого сплава салазок станка с ЧПУ для высокоскоростной обработки, внутри которой расположены четыре вставки из пенокерамики.
Составная конструкция салазок, разработанная исследовательским институтом Fraunhofer IWU и компанией Rampf Group, показывает возможность объединения пенометаллов с такими материалами, как углепластиковые пластины (рис. 13б). Подобное решение позволяет снизить вес конструкции без потери её жёсткости.
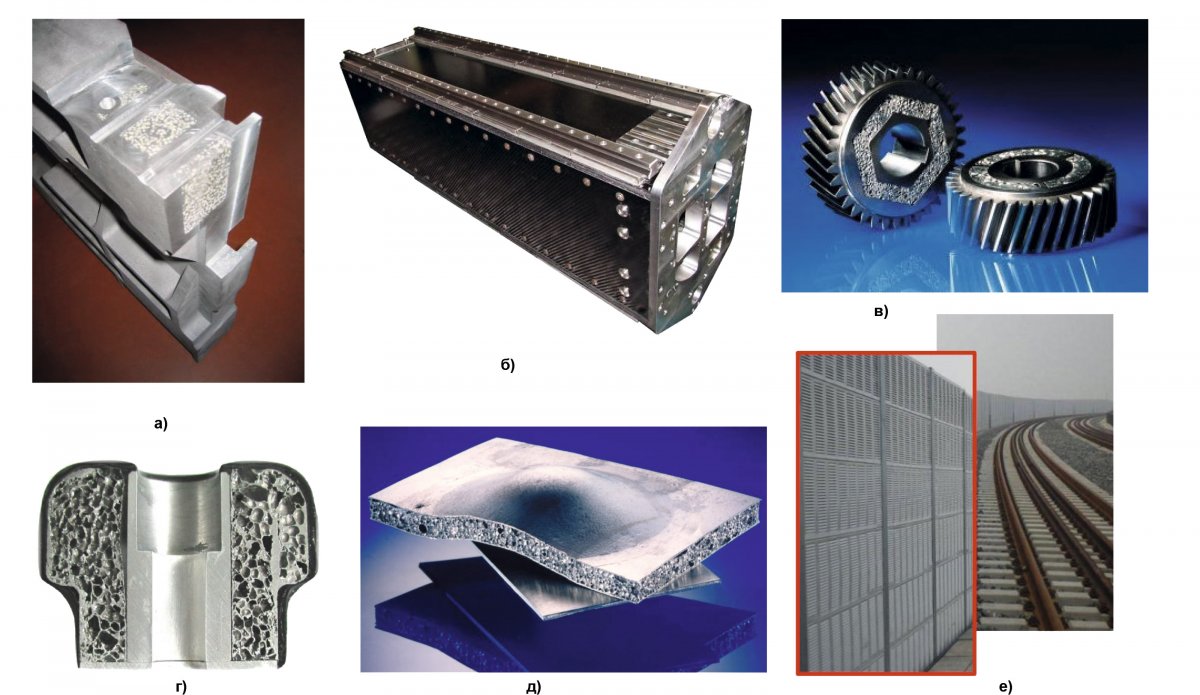
Рис. 13. Примеры изделий с вибро- и шумоизоляцией: а) и б) салазки фрезерного станка; в) косозубые шестерни; г) опора крепления оси; д) шумоизоляционная панель на основе пены закрытого типа; е) шумоизоляционная панель на основе пены открытого типа.
Исследовательский институт Fraunhofer IFAM и лаборатория машиностроения и производственных технологий университета г. Аахен (WZL) разработали конструкцию шестерни с пенометаллической вставкой, которая снижает вес детали, вибрационную нагрузку на зубчатую передачу и шум при работе редуктора (рис. 13в). Для снижения вибраций в опорах осей или в роликах может быть использован пенометалл совместно со сплошной внутренней частью для обеспечения правильной посадки оси (г). Сэндвич-панели и панели пенометаллов применяются для шумоизоляции помещений, например, комнат отдыха, переговорных, командно-наблюдательных пунктов или пространств, например, отделения шумных транспортных участков от жилых массивов домов (рис. 13д, е).
Военная техника и экранирование
Одна из компаний, разрабатывающая военную технику, изготовила башню разведывательного танка из сэндвич-панелей, на основе кевлара и пеноалюминия (рис. 14а), тем самым сократив общий вес машины на 80 кг.
а) б) в)
Рис. 14. Элемент разведывательной боевой машины (а), защита от электромагнитных излучений (б) и пластина бронежилета (в)
Похожее сочетание материалов было предложено и для пуленепробиваемых материалов, используемых для бронежилетов (рис. 14в). Однако, в отличие от традиционного пеноалюминия, применялся композиционный материал с металлической матрицей с добавлением сфер (синтактная пена), названная CMF (Composite Metal Foam). При правильном выборе толщин и пар материалов в системе удалось полностью устранить сквозное пробитие материала калибром пули 7,62 мм, причём ЯС поглотила до 60% общей энергии полёта пули. На рис. 14б показан вариант исполнения вставок для экранирования или защиты техники от электромагнитных излучений, который может быть использован для защиты устройств любой геометрической конфигурации.
Электроды аккумуляторных батарей
Обладая большой площадью свободной поверхности и пористой структурой, пенометаллы «вбирают» больше химически активного вещества, взаимодействующего с жидким электролитом, например, серной кислотой (H2SO4). Выделяющаяся теплота, образующаяся при протекании такой экзотермической химической реакции, более равномерно распределяется по всему объёму, предотвращая перегрев системы. Так, применяя пеносвинец, можно получить аккумуляторы с высокой плотностью заряда. Пеноникель уже успешно применяется в никелевых, а пеномедь — в литиевых аккумуляторных батареях (АКБ). Также электроды из пенометалла могут иметь разную форму, что позволяет сконструировать АКБ для геометрически сложных объёмов. На рис. 15а, б, в показаны результаты исследовательских работ Fraunhofer IFAM. На рис. 15г показана конструкция топливного элемента с местом установки пенометалла [10–11].
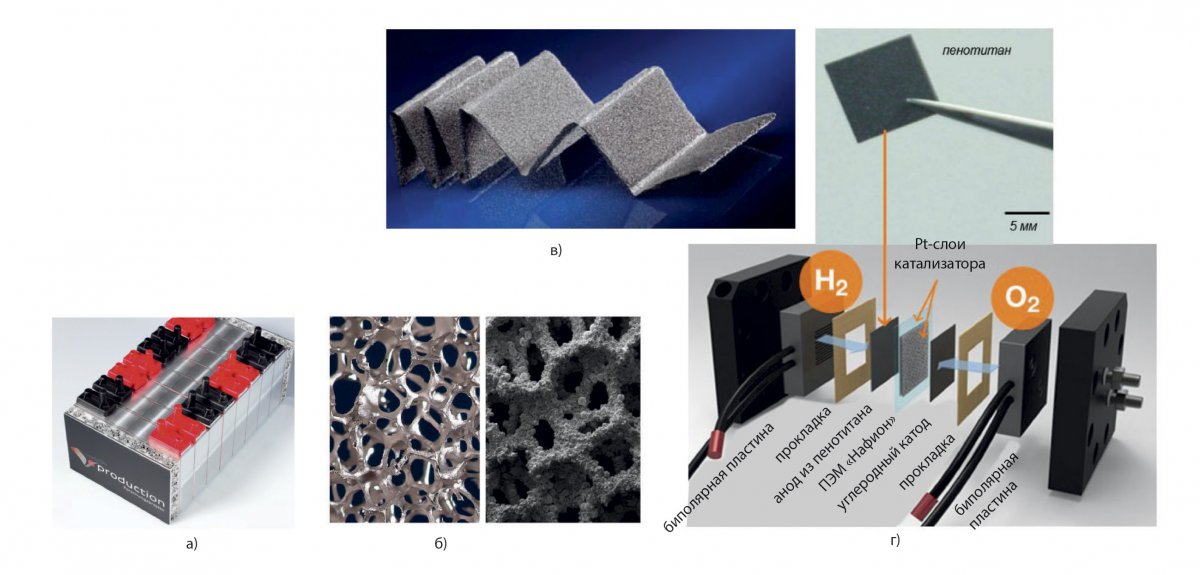
Рис. 15. Элементы электродов АКБ: а) прототип модуля АКБ с гибридными сэндвич-структурами; б) пеноникель (слева) и пеноникель с активным веществом (справа); в) готовый электрод из пеноникеля; г) конструкция топливного элемента
Пористые горелки
Применение пеноматериалов с открытой морфологией находит широкое применение и в технике горения.
Так, для получения более равномерного нагрева без возникновения открытого пламени может быть применена керамическая пена на основе SiC или пена на основе оксидов металлов, например Al2O3, температура которой контролируется за счёт подаваемого количества газо-воздушной смеси. Предельная температура горения определяется температурой плавления материала. Так, пены на основе керамики могут быть использованы в печах стекольных производств [12], пены на основе оксидов — на металлургических и заготовительных производствах для поддержания температуры расплава или термообработки (рис. 16).

а) б)
Рис. 16. Примеры газовых горелок: а) переносная для газового баллона; б) стационарная производственная, состоящая из секций
Преимуществом пористых горелок также является и то, что пенокерамика допускает самую разнообразную геометрическую конфигурацию, а управление интенсивностью горения происходит за счёт изменения горючей смеси с добавлением катализатора или ингибитора протекающей термохимической реакции.
Космическая техника
В современной космической технике растёт конкуренция за освоение космического пространства. Она развивается в нескольких направлениях. Одним из них является масса доставляемой полезной нагрузки. С этой целью конструкторы постоянно ищут решения по облегчению массы транспортируемого в космос груза при помощи ракетоносителей.
Европейским аэрокосмическим агентством в кооперации с компаниями было предложено решение о замене материала соединительного конуса (LVA 3936) нижнего нижнего грузового отсека ракетоносителя Ariane 5 (рис. 17а), изготавливаемого из композиционных материалов на основе угле- и стекловолокна (рис. 17б), на сэндвич-панели на основе пеноалюминия (рис. 17в, г, д) [13–14]. Далее сегменты помещали в стальной шаблон и нагревали до температуры выделения газоинициирующего компонента. Наконец, все сегменты собирались вместе и соединялись при помощи сварки неплавящимся электродом (TIG). Поверх сварных швов, соединяющих сегменты, были приварены накладки с целью повышения прочности сварной конструкции. Результаты статических и динамических испытаний показали, что допустимые деформации, определённые при помощи лазерной оптической системы, не превышают допустимых значений.
![Рис. 17. Конструкционные элементы КА: а) место установки нижнего конуса-адаптера LVA 3936 ракеты Ariane 5; б) традиционное исполнение; в) и д) новое исполнение; г) сегментация конуса; е) динамический макет корпуса МКА [16]](/sites/default/files/Public/RHYTHM_of_machinery_7_2021/tatia_sxema_yacheistix_stryktyr_chast_2_ris17_rhythm_of_machinery_7_2021.jpg)
Рис. 17. Конструкционные элементы КА: а) место установки нижнего конуса-адаптера LVA 3936 ракеты Ariane 5; б) традиционное исполнение; в) и д) новое исполнение; г) сегментация конуса; е) динамический макет корпуса МКА [16]
Авторами работы [15] рассматривается применение углепластиков (CFRP) в качестве корпусного материала малого космического аппарата (МКА) CubSat. В работе [16] предлагается вариант изготовления корпуса МКА из пеноалюминиевых панелей. На рис. 12е показан корпус такого аппарата с массогабаритными имитаторами полезной нагрузки. Хотя алюминий хуже противостоит радиоактивным космическим излучениям, чем CFRP [17], в пользу пеноалюминиевого корпуса говорит тот факт, что вибронагрузка на этапе вывода МКА на орбиту, а также имеющийся фрагментарный «мусор» на орбите и мелкие метеориты могут нанести больше повреждений корпусу из углепластиковых панелей, так как при высоком пределе прочности они обладают небольшим относительным удлинением или предельно допустимой деформацией.
Оптические приборы
Компания ERG Aerospace изготовила солнцезащитный козырёк для оптического телескопа (рис. 18а). Для космического аппарата (КА) Stardust эта же компания разработала специальное зеркало на основе пенометалла с полированными обкладками.
Такая конструкция зеркала решает сразу три задачи: снижение веса, равномерная и быстрая теплопроводность, а также снижение риска выхода из строя из-за попадания мелких метеоритов.

а) б)
Рис. 18. Примеры оптических приборов компании ERG Aerospace: а) козырёк телескопа; б) зеркало для КА.
Судостроение
Применение сэндвич-панелей с пенометаллом ещё мало распространено, но попытки внедрить ячеистый материал в эту отрасль продолжаются. В качестве примеров следует отметить разработки исследовательского института Fraunhofer IWU. На рис. 19 показано несколько примеров успешного внедрения пенометалла: часть палубы корабля (рис. 19а) и корабельный руль (рис. 19в). В рамках проекта с финской компанией LaffComp предполагается строительство лёгкого грузового корабля «Bioship 1», корпус которого будет создан с применением пенометалла (рис. 19а), что в силу малой плотности материала в достаточно сильной мере снизит топливные расходы в период его активной эксплуатации.

а) б) в)
Рис. 19. Проект экологически чистого корабля «Bioship», обшивка которого выполнена из сэндвич-панелей с пеноматериалом (а), часть кормы, закрытая сэндвич-панелями (б) и руль (в)
Станкостроение
В станкостроении уже есть успешные примеры применения пенометалла. Фирмой Mikromat совместно с Fraunhofer IWU и компанией Havel был изготовлен портальный обрабатывающий станок, в котором впервые были применены не сплошные поперечины станины, а поперечины, состоящие из листов, свободное пространство между которыми было заполнено пенометаллом (рис. 20а). Демпфирующие свойства увеличились в 4 раза по сравнению с традиционной стальной конструкцией. Также совместно с компанией Niles-Simmons Industrieanlagen была изготовлена головка шпинделя оси OZ (рис. 20б), путь перемещения составил 1 700 мм. По сравнению с исходной конструкцией, выполненной из чугуна, масса сократилась на 28% и улучшились демпфирующие свойства. С конца 2014 года было начато серийное освоение этих станков с производительностью 15 штук/год. Методом гравитационного литья с применением вставок из пеноалюминия была изготовлена балка текстильной машины для установки катушек (рис. 20в). Итоговая масса снизилась на 21 кг, а возникавшие прежде вибрации снизились на 60%. С 2004 года было изготовлено порядка 2,5 тысяч единиц продукции [18].
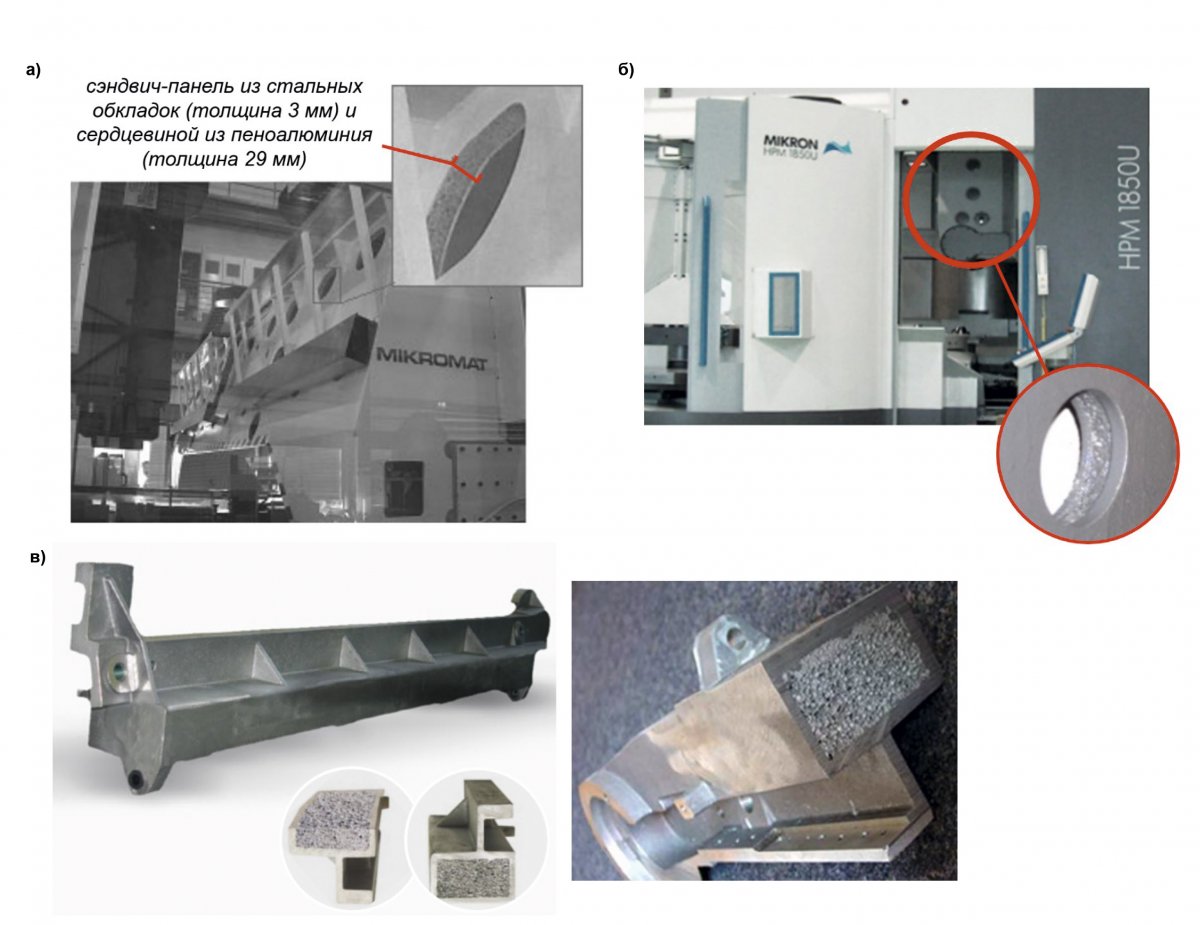
Рис. 20. Примеры использования ЯС в станкостроении: а) портальный обрабатывающий станок; б) обрабатывающий центр Mikron HPM 1850U; в) поперечина текстильной машины
Заключение
По данным [19], сочетание низкой плотности и высокой жёсткости пенометаллов на порядок увеличивает их стоимость (рис. 21). Данный факт обусловлен небольшими объёмами производства этих материалов, а также их недостаточным освоением в смысле применения в качестве конструкционного материала для реальных изделий. В табл. 3 показано сравнение четырёх вариантов для задачи оптимизации по поиску максимальной жёсткости при сокращении издержек. Сэндвич-панели на основе пеноалюминия (AFS) оказались весьма конкурентноспособны по сравнению с такими традиционными конструкционными материалами, как сталь и алюминий, и композиционными материалами на основе углепластика (CFRP).
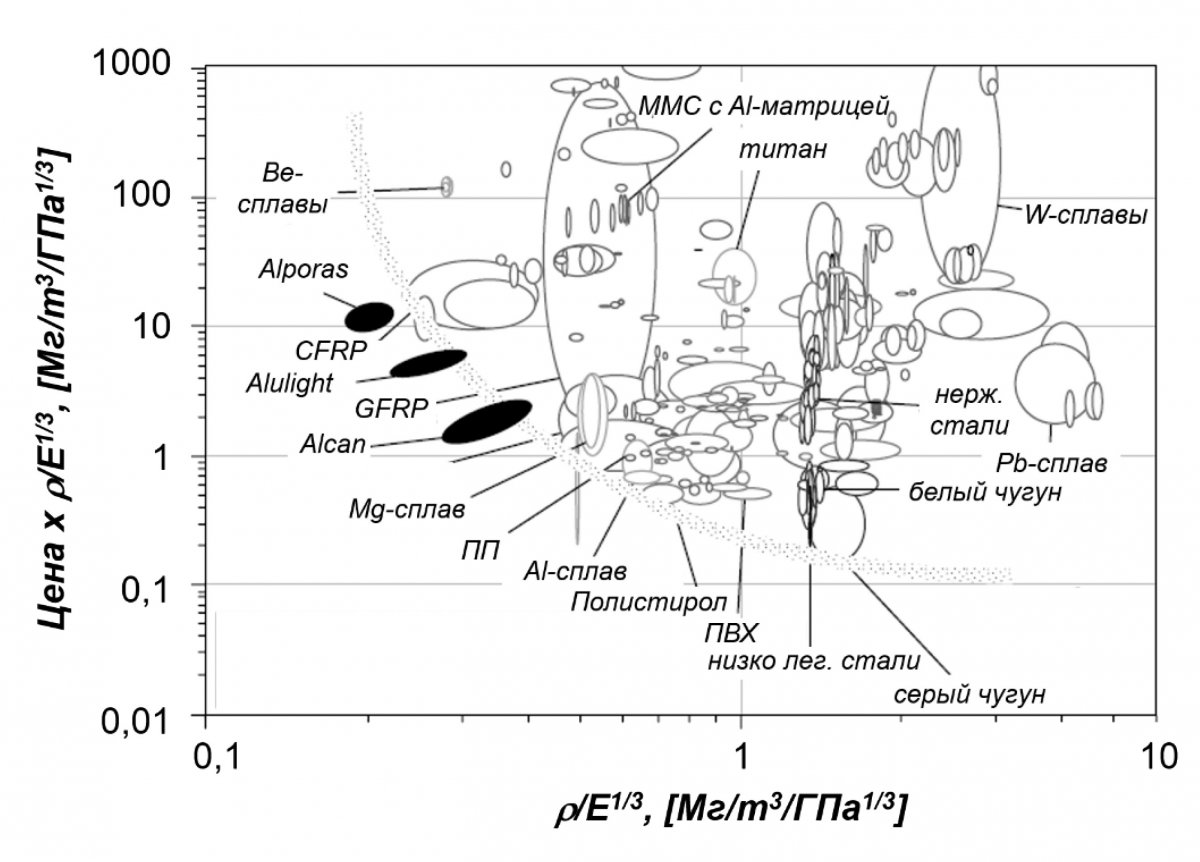
Рис. 21. Зависимость стоимости материала от его прочностных свойств
| Параметр | Сталь | Алюминий | CFRP | AFS |
|---|---|---|---|---|
| Требуемая толщина для эквивалентной жёсткости, мм | 4,7 | 6,8 | 5,6 | 8 |
| Масса, кг | 73,3 | 36,6 | 17 | 12,8 |
| Снижение массы, % | н/д | -36,7 | -56,3 | -60,5 |
| Цена, евро | 73 | 109 | 510 | 128 |
| Цена снижения массы на 1 кг, евро | н/д | 1 | 7,7 | 0,9 |
Доля применения материалов на базе ЯС растёт. Так как большинство технологических процессов проходит стадию моделирования на компьютере, то отсутствие специализированного ПО и баз данных со свойствами рассматриваемых материалов замедляет процесс принятия решения о внедрении того или иного материала. Области применения расширяются, так как механические и физические свойства ЯС изменяются в широком диапазоне. Практическое внедрение в разных ключевых направлениях развития науки и техники, таких как транспорт, станкостроение, аэрокосмическая отрасль и др. доказали состоятельность применения этого типа материала на практике.
Литература
- С.П. Смолев, М. А. Петров. Механические испытания алюминиевых сэндвич-панелей из листов с сердцевиной из пеноматериала // Труды юбилейной XXX Международной инновационной конференции молодых учёных и студентов (МИКМУС‑2018), 20–23 ноября 2018. ИМАШ РАН, 2019. C. 66–69.
- М.А. Петров, С. П. Смолев. Экспериментальное и численное исследование несущей способности сэндвич-панелей на основе закрытой алюминиевой пены // Известия ТулГУ. Серия «Технические науки». 2019. № 9. С. 456–464.
- Ю.Л. Баст, М. Аитсурадзе, М. А. Петров, П. Шмидт. Комбинированный процесс литья под низким давлением и по газифицируемым моделям — новый способ изготовления облегченных автомобильных компонентов // Заготовительные производства в машиностроении. 2017. № 10. Том 15. С. 435–440.
- F. Garcia-Moreno, C. Jimenez, M. Mukherjeea, P. Holm, J. Weise, J. Banhart. Experiments on metallic foams under gravity and microgravity // Colloids and Surfaces A: Physicochem. Eng. Aspects. Vol. 344. 2009. Pp. 101–106.
- M. Aitsuradze. Entwicklung neuer Gießtechnologien für Leichtbaukomponenten // Dissertation Dr.-Ing., TU Bergakademie Freiberg, 2010. S. 140.
- C. Körner, M. Hirschmann, H. Wiehler. Integral Foam Moulding of Light Metals Materials Transactions. Vol. 47(9). 2006. Pp. 2188–2194.
- C. Körner, J. Hartmann. Aluminiumgussteile mit zellularem Kern, Lightweightdesign. Vol. 3. 2010. Pp. 28–34.
- S. Rybandt, C. Lies, T. Hipke. Train Front Module in Aluminium-foam-sandwich Design. Lightweightdesign. Vol. 10. 2017. Рp. 12–17.
- https://en.havel-mf.com/Industrysolutions (по состоянию на 10.08.2021).
- W.C. Tan, L. H. Saw, H. S. Thiam, J. Xuan, Z. Cai, M. C. Yew. Overview of porous media/metal foam application in fuel cells and solar power systems // Renewable and Sustainable Energy Reviews. 2018. Vol. 96. Pp. 181–197.
- http://www.cellmoinc.com/applications.php
- Cellular Ceramics: Structure, Manufacturing, Properties and Applications, eds. M. Scheffler & P. Colombo, WILEY-VCH Verlag GmbH & Co. KGaA. Weinheim. 2005. P. 645.
- D. Schwingel, H.-W. Seeliger, C. Vecchionacci, D. Alwes, J. Dittrich. Aluminium foam sandwich structures for space applications // Acta Astronautica. Vol. 61(1–6). 2007. C. 326–330.
- ARIANE 5. User’s manual. Issue 5. Revision 3. June 2020. Issued and approved by Arianespace, www.arianespace.com (дата обращения: 10.08.2021).
- G. Capovilla, E. Cestino, L. M. Reyneri, G. Romeo. Modular Multifunctional Composite Structure for CubeSat Applications: Preliminary Design and Structural Analysis, Aerospace. Vol. 7. 2020. 17.
- С.П. Смолев, В.Д. Позднякова, С.О. Пилюгин, В.Я. Геча. Использование материалов на основе вспененных металлов для изготовления элементов конструкций малых космических аппаратов // Всероссийская молодёжная научно-практическая конференция «Орбита молодёжи» и перспективы развития российской космонавтики». C. 201–202.
- M. Naito, S. Kodaira, R. Ogawara etc. Investigation of shielding material properties for effective space radiation protection // Life Sciences in Space Research. Vol. 26. 2020. Pp. 69–76.
- R. Neugebauer, T. Hipke. Machine Tools With Metal Foams //Advanced engineering materials. 2006. Vol. 8(9). Pp. 858–863.
- M.F. Ashby, A. G. Evans, N. A. Fleck, L. J. Gibson, J. W. Hutchinson, H.N.G. Wadley. Metal Foams: A Design Guide. Butterworth-Heinemann. 2000. P. 263.
Источник журнал "РИТМ машиностроения" № 7-2021






