
Понимание технологии лазерной резки позволяет получить кромку требуемого качества при оптимальной скорости процесса
Лазерная резка материалов давно и прочно вошла в промышленность как один из основных методов обработки материалов. Чаще всего ее применяют на производствах с высокими требованиями к скорости, точности и качеству кромки, там, где требуется интегрировать заготовительные операции в производственный процесс или где идет работа с мелкосерийными заказами, то есть требуется определенная гибкость производственных процессов. Растущие на производствах требования к качеству кромки и точности операций, стремление к сокращению дополнительных операций обработки и снижению себестоимости приводят к тому, что лазерная резка становится едва ли не более популярным методом, чем плазменная, при раскрое целого ряда материалов.
В современном лазерном технологическом оборудовании по обработке материалов в основном сегодня используются мощные газовые и волоконные лазеры, успешно потеснившие Nd-YAG-лазеры.
Лазерная технологическая система, а в случае лазерной резки это станок, состоит из источника излучения, то есть лазера, системы формирования пучка и доставки излучения до места обработки, фокусирующей головы, системы подачи технологического газа, предметного стола, системы приводов для перемещения либо заготовки, либо обрабатывающего инструмента (фокусирующей головы), систем управления, электропитания, заземления, водяного охлаждения, вытяжки и комплексной системы оптической и электробезопасности.
Характеристики и свойства лазерного излучения
Лазерное излучение обладает целым рядом уникальных энергетических, временных и пространственных характеристик и свойств.
Высокая направленность. Она характеризуется сравнительно малым углом расходимости лазерного пучка от нескольких угловых секунд до нескольких угловых минут.
Монохроматичность излучения. Фактически это спектральная характеристика источника. Как правило, лазеры излучают в настолько узком диапазоне, что это считается одной длиной волны.
Яркость. Определение из Википедии: «Яркость источника света — это световой поток, посылаемый в данном направлении, делённый на малый (элементарный) телесный угол вблизи этого направления и на проекцию площади источника на плоскость, перпендикулярную оси наблюдения».
То есть это свойство присуще даже маломощному лазеру в связи с высокой направленностью его излучения.
Основные характеристики лазерного излучения, которые надо рассматривать при закупке оборудования это режим работы источника (непрерывный или импульсный), мощность и энергия.
Энергия Е, Дж — как выделенная, так и поглощенная — это абсолютная и интегральная характеристика. Она может показать, на какие задачи можно использовать лазерное излучение. Мощность, Р, Вт — характеристика мгновенная и относительная. По определению, мощность — это энергия, затраченная или выделенная в единицу времени: Р = Е/t.
Лазер может излучать энергию как в импульсном режиме, так и в непрерывном. Непрерывные лазеры, как правило, используются для лазерной резки, сварки и термообработки, импульсные и квазиимпульсные — для более «деликатных» применений: скрайбирование, маркировка, для ряда аддитивных приложений. Современные лазерные источники, используемые для резки, это лазеры мощностью 0,3–8 кВт, для сварки — 3–15 кВт.
Что такое качество резки?
Поскольку лазерная резка — термический процесс, прежде всего к нему вполне применимы все критерии европейского стандарта качества EN ISO 9013 «Термическая резка», который довольно детально определяет классификацию видов термической резки, геометрические параметры изделий и их качество.
В более широком смысле в это понятие можно вложить полностью весь технологический производственный процесс начиная с закупки и хранения качественного металла. Это удобство и скорость внешней и внутренней логистики, а также всего того, что имеет отношение к подготовительным операциям. Если рассматривать качество резки шире, чем качество кромки, то можно в это понятие включить и экономичность раскладки деталей на листе, оптимизацию холостого пробега режущей головы. И, конечно, это скорость раскроя и факторы, определяющие качество кромки. То есть зона термического влияния, наличие бороздок, шероховатости, окалины и грата, наплывов расплава или капель на нижней части кромки, оплавленные или почерневшие углы контура при обходе углов, вертикальность кромок, термические эффекты при врезке, дефекты на входе в контур и так далее.
Что влияет на качество резки?
Если начать анализировать все аспекты технологии в деталях, то окажется, что она начинается «с железной руды». То есть с выбора поставщика и производителя качественного металла стабильного состава, который к тому же поставщик правильно хранил и доставил до вашего производства. Этот этап должен быть тщательно рассмотрен технологами и закупщиками, так как стабильность состава проката, состояние поверхности листов: ржавчина, масло, влага — оказывает серьезное влияние на параметры и качество резки. И если масло на поверхности зачастую оказывает положительное влияние на резку, то ржавчина приводит к грату. Стабильность качества материала становится важной для сравнительно толстых материалов (толще 12–14 мм). Нестабильность химического состава и состояния поверхности листового проката может привести к необходимости подбора новых параметров резки от партии к партии металла даже для более тонких материалов и даже от листа к листу. Это приводит к потере времени на дополнительные незапланированные операции, связанные с возвратом к требуемому качеству кромки, и росту влияния человеческого фактора при поиске новых оптимальных для данного конкретного листа параметров.
Перейдем к тому, что имеет непосредственное отношение к характеристикам технологического процесса лазерной резки и влияет на его результат. Длина волны и мощность лазера (или энергия, длительность и частота повторения импульсов, если лазер импульсный), модовый состав излучения лазерного источника, расходимость, поляризация, пространственное распределение интенсивности в поперечном сечении свободного пучка, качественная юстировка поворотных зеркал для газовых лазеров, качество отражающей поверхности поворотных зеркал, правильная работа резонатора газового лазера, в том числе целостность резонаторной оптики и электродов, создающих и поддерживающих газовый разряд, в котором генерируется лазерное излучение, качество газов, входящих в резонаторную смесь, в том числе состав примесей, качество газа (азота), защищающего поворотные зеркала в случае газового лазера, длина фокуса фокусирующей линзы и качество самой линзы. Это довольно полный список параметров и характеристик, которые оказывают влияние на качество и скорость резки. Немаловажную роль играют и режущие (вспомогательные) газы — их чистота и состав примесей. Сюда же можно добавить и такие факторы, как качество решетки паллеты, на которой лежит раскраиваемый лист металла, а также человеческий фактор, то есть активность, мотивация, знания и умения конкретного оператора, который в данный момент времени работает на станке. Ну и, конечно же, несоответствующее качество продукции может быть результатом действия всех перечисленных факторов и других, связанных, например, с качеством излучения в фокусе линзы.
Список получился довольно длинный, и его стоит обсудить.
Итак, когда появляется брак и приходится анализировать причины, его вызвавшие, стоит начинать с составления подобного перечня основных факторов, вызывающих подозрение и провести последовательный анализ влияния каждого из них.
Начнем с качества излучения
Не вдаваясь в сложное описание в математических терминах, скажем: качество излучения связано с пространственным распределением интенсивности излучения в пятне и формой пятна. От формы лазерного пятна на выходе из лазера и в фокусе линзы, а также пространственного распределения интенсивности света в этом пятне непосредственно зависит нагрев материала и, как следствие, эффективность его плавления и удаления расплава из зоны реза.
Интенсивность излучения
Давайте разберемся, что влияет на интенсивность света и форму пятна в фокусе линзы [1]. Прежде всего уместно напомнить о характеристиках лазерных пучков. Свет, излучаемый лазерами, монохроматичен, то есть длина волны лежит в очень узком диапазоне, достаточно узко направлен (расходимость), а также когерентен. Колебания когерентны, если разность их фаз постоянна во времени и при сложении колебаний получается колебание той же частоты [2]. Эти характеристики позволяют сфокусировать лазерное излучение до высокой мощности, достаточной для плавления, испарения и раскроя различных материалов.
Минимальный дифракционный диаметр пятна do = 2Ro в фокусе тонкой линзы (рис. 1) зависит от длины волны лазерного излучения, радиуса пятна, падающего на линзу, и фокусного расстояния линзы:
dо = f·θ, θdif = 2,44·λ/D,
d ~ 2,44 M2 f·λ/D
Здесь f — фокусное расстояние линзы, λ — длина волны лазера, D — диаметр пучка на линзе, M2 — параметр модового состава излучения, характеризует степень отличия распределения интенсивности в пучке от Гауссового, R (z) — радиус пучка в координате Z, RRL — радиус Релея, ZRL — длина Релея.
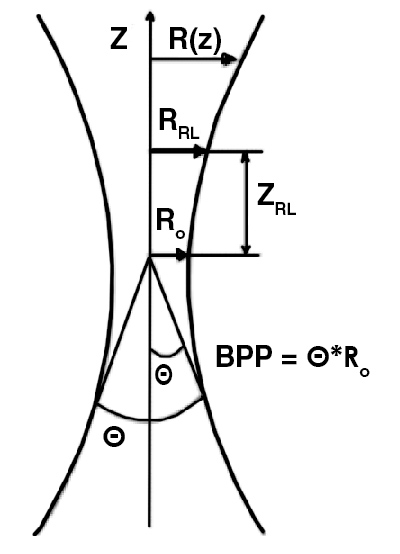
Рис.1. Ход лучей в фокусе линзы
Тонкая линза — это некий «идеальный» объект, теоретическое приближение, используемое для простоты оценок. Реальные линзы, как правило, обладают аберрациями. Аберрация — это искажение изображения, отклонение от формы (или цвета) объекта.
Диаметр реального пятна в рабочей линзе будет определяться как:
dreal = do + dabb
Современные объективы для волоконных лазеров прекрасно скомпенсированы на аберрации, но линзы для СО2-лазеров — не всегда. Наиболее характерная — сферическая аберрация, обусловленная несовпадением положения точек фокуса для лучей света, прошедших на разных расстояниях от оптической оси.
Вспомним теперь, что такое интенсивность излучения. По определению, это отношение мощности излучения к площади пятна. Это объясняет, почему интенсивность в фокусе волоконного лазера в сто раз выше, чем в фокусе СО2-лазера, при условии, что фокусные расстояния линз и диаметр пятна на линзе одинаковые для обоих лазеров.
Предположим, что пятно излучения, падающее на фокусирующую линзу, близко к круглому по форме и обладает достаточно гладким распределением интенсивности излучения по сечению. Что такое гладкое распределение? Опуская длинный технический разговор о модовом составе лазерного излучения и его фокусируемости, скажу, что использование куска оргстекла или старой визитной карточки позволяет получить грубое представление о том, насколько равномерно или неравномерно распределена интенсивность по пятну, есть ли в нем горячие или холодные области и есть ли крылья у этого пятна.
По законам оптики такое пятно будет сфокусировано также в почти круглое пятно с равномерным распределением интенсивности. Это означает, что в таком пятне в фокусе линзы нет ни горячих, ни холодных зон. Однако, бывает, что пятно падающего на линзу излучения уже перед линзой имеет такие горячие или холодные зоны по каким-то причинам. Либо, например, пятно становится некруглым после линзы (или защитного стекла). Тогда кромка реза может стать шероховатой, на ней появляются различного вида формы бороздки и грат. Или резка может прекратиться вообще. Один из вариантов распределения интенсивности — так называемое гауссово распределение. Гауссов пучок фокусируется в пятно с таким же по форме гауссовым распределением.
Для того чтобы понять, что именно деформировало пятно в фокусе линзы, необходимо обследовать все оптические элементы на пути пучка лазерного излучения от самого резонатора до пятна на поверхности разрезаемого материала.
Волоконный лазер
Для волоконного лазера количество этих элементов невелико. Излучение из резонатора попадает непосредственно в волокно доставки. В таком случае возможные источники «шума», влияющего на пятно в фокусе, — оптические разъемы, волокно доставки, коллиматор, фокусирующая линза и защитное стекло. Каждый из перечисленных элементов может в силу каких то причин вносить искажения в распределение интенсивности лазерного излучения, но наиболее вероятный источник дефектов — это защитное стекло. Именно на него могут попасть загрязнения — капли и пары металла из зоны резки. Зачастую это происходит при врезке в материал, так как на этом этапе происходит постепенное просверливание листа насквозь, а удаление паров и брызг расплава на стадии несквозного отверстия идет вверх. Лишь после того как отверстие станет сквозным, пары и брызги начнут лететь вниз. Поэтому очень важно правильно подбирать параметры врезки. Если все же вы увидели, что оно потеряло свой изначальный вид, то есть на нем появились мутноватые пленки или даже черные точки, то это означает, что его пора достать из оправки. Внимательный осмотр позволит определить, какая сторона стекла повреждена, и степень повреждения. Если загрязнения носят поверхностный характер, стекло следует промыть в соответствии с рекомендациями производителя лазера.
Когда защитное стекло будет извлечено из режущей головы, обратите внимание, нет ли на нем капель или пленок влаги. В случае, если на стекле видны капли воды, обратите внимание на чистоту режущего газа, указанную в процентах на стикере на баллоне, а также проверьте состав примесей в нем. При чистоте кислорода (или азота) менее 99,8 % высока вероятность появления конденсата на защитном стекле режущей головы волоконного лазера.
Рекомендация по регламентной чистке защитного стекла. Стекло следует промыть в растворителе с помощью специальных салфеток оптического качества. Важно помнить, что при работе с любыми оптическими элементами необходимо использовать латексные напальчники, а еще лучше — перчатки, чтобы потожировые загрязнения не попадали на оптическую поверхность. Никогда не брать оптику за рабочие поверхности даже в напальчниках, только за торцы. Для промывки использовать только материалы, рекомендованные для работы с оптическими элементами, то есть оптические салфетки (желательно одноразовые) и растворители, рекомендованные производителем лазера. Ни в коем случае не использовать одноразовые бумажные носовые платки типа Kleenex или вату. При производстве подобной продукции нет контроля за содержанием в них жестких волокон, и при использовании их для очистки оптики поверхность просветляющего покрытия будет поцарапана.
Подобные царапины чаще всего сложно различить на глаз, но при прохождении лазерного излучения через такие повреждения происходит рассеяние излучения на них, изменение пучка, а в худшем случае появляется поглощение и разрушение оптического элемента. Мораль сей басни — не экономьте на расходных материалах, требуемых для очистки оптических элементов. Итог может оказаться более дорогостоящим для вас, чем использование правильных оптических салфеток и растворителя без примесей.
СО2-лазер
Для газового лазера возможных источников искажений распределения интенсивности несколько больше, так как излучение газового лазера доставляется до режущей головы по системе поворотных зеркал. Начнем с резонатора.
Излучающий элемент в газовом лазере — это плазменный разряд в смеси трех газов: углекислого газа, азота и гелия. Не будем останавливаться на том, как именно поджигается и поддерживается разряд в резонаторной смеси, рассмотрим факторы, влияющие на качество лазерного излучения. Это чистота газов в процентах и наличие примесей, входящих в резонаторную смесь. Основные требования от всех производителей лазерных источников к этим газам — низкое содержание влаги и углеводородов. Типичные требования к чистоте: гелий Не — 99,996 %; азот N2 — 99,999 %, углекислота СО2 — 99,95 %, а состав примесей по углеводородам CnHm <1 ppm, и по воде H2O < 5ppm, где ppm — это количество частей примеси на миллион основного газа.
Углеводороды приводят к снижению КПД резонатора и падению выходной мощности лазера, а остаточная влага может осесть как на электроды, так и на оптику в резонаторе (заднее и выходное резонаторные зеркала и окно), что может привести к росту поглощения излучения и разрушению указанных элементов. Следует также помнить, что любой дефект на оптическом элементе резонатора, даже микроскопический, влияет на распределение излучения на выходе лазера. А падение мощности и искажения формы пятна и интенсивности излучения в нем приводят к дефектам резки.
Излучение СО2-лазера доставляется до режущей головы по системе поворотных медных зеркал, совершающих скоординированные перемещения вместе с режущей головой. Как правило, производители станков требуют вентилировать канал с зеркалами доставки излучения азотом довольно высокой чистоты. Цель — предотвратить попадание пыли на поверхность зеркал, осаждение на них водяных паров или пленок различной природы и, как следствие, разрушение покрытия на зеркалах под действием поглощения лазерного излучения на загрязнениях.
Если азотная вентиляция зеркал доставки (при мощности лазера более 3 кВт) есть, но зеркала разрушаются, следует проверить качество азота. Оно должно быть 99,999 % в соответствии с техническими требованиями производителей станков. Содержание воды и углеводородов должно быть: H2O< 5 ppm, CnHn < 1 ppm.
Если мощность лазера велика, а зеркала имеют охлаждение водой, обращайте также внимание на состояние системы охлаждения. Не забывайте, что вода в ней должна быть дистиллированной, и добавляйте антибактериальные присадки.
Фокусировка
В случае работы с волоконным лазером коллиматор и фокусирующая линза сами по себе крайне редко могут быть источниками проблем с фокусируемостью излучения. Материалы для так называемой «проходной» лазерной оптики уже давно известны, и технологии их изготовления неплохо проработаны. Однако следует упомянуть один из изредка встречающихся дефектов фокусирующих линз — это эффект ухода фокуса линзы в связи с нагревом оптики, так называемый термооптический эффект, связанный с зависимостью коэффициента поглощения материала линзы от температуры. Чтобы избежать или минимизировать его, следует приобретать линзы у проверенных производителей оптики. А вот центрирование пучка лазерного излучения по соплу и целостность сопла проверять стоит в первую очередь, как и защитное стекло (для волоконных лазеров). Как было упомянуто, защитное стекло первым страдает на стадии врезки.
Не менее важна и вертикальность попадания пучка режущего лазерного излучения на линзу. Иллюстрация того, что может произойти при небольшом отклонении луча от вертикальности, показана на рис. 2.
Рис. 2. Невертикальность пучка приводит к разрушению сопла и дефектам на кромке
Напомню: по определению, фокальная плоскость — это плоскость, на которой пятно сфокусированного лазерного излучения имеет минимальный размер.
Что произойдет, если положение фокальной плоскости на листе выбрано неоптимальным? В худшем случае — грат и прекращение резки. Если ошибка небольшая, то положение фокуса окажет влияние на отклонение стенок реза от вертикальности. Проверка несложная — стоит лишь измерить размеры детали по нижней кромке и по верхней кромке. Естественно, это должно быть одно и то же место детали.
Что делают обычно операторы лазерного станка, если вдруг сталкиваются с ухудшением качества кромки? Обычно они снижают скорость резки до получения оптимального качества кромки. Каков результат этого действия? Далеко не всегда желательный. В большинстве случаев качество улучшается, но остается неоптимальным, и при этом падает производительность станка за счет снижения скорости резки.
Именно положение фокуса чаще всего является приоритетной причиной ухудшения качества. И именно о нем операторы забывают. А если делают проверки, то зачастую со слишком большим шагом перефокусировки, пропуская оптимальное положение, или делают это несистемно, перемещая линзу то слишком высоко, то слишком низко, затем снова возвращаясь вверх, так теряя полное понимание, в каком именно месте сфокусированного пучка в данное время находится разрезаемый лист.
Действия по поиску правильного положения фокуса не должны занимать много времени. Для этого просто следуйте нескольким простым алгоритмам:
1. Уведите линзу в крайнее положение.
2. Выберите шаг перефокусировки. Шаг не должен быть слишком большим, так как можно пропустить оптимум, но и не слишком маленьким, чтобы не тратить время на поиск. Предположим, при перемещении из одного крайнего положения в другое вы пройдете через 12 положений линзы.
3. Вырежьте 12 тестовых деталей. Оптимальная форма — небольшой квадрат. Можно также делать просто прямые резы на листе. Пронумеруйте детали или прямые линии и подпишите рядом положение фокуса на квадрате или рядом с линией.
4. Осмотрите рез со стороны падения лазерного пучка и снизу и выберите режим с наилучшим видом линии или кромки. То есть с минимальной зоной термического влияния, без капель и грата. В дальнейшем вы всегда сможете вернуться к этой пробной резке и восстановить оптимальную фокусировку, уже не проводя детальной проверки.
Если все же вы видите, что качество резки улучшилось, но пока не оптимальное, зафиксируйте найденное положение фокуса линзы и проведите подобные процедуры с каждым из параметров по отдельности: расстояние от сопла до листа, давление газа, скорость резки, мощность лазера. Каждый раз, меняя рабочий параметр, следуйте тому же самому принципу — двигайтесь всегда от одного крайнего значения параметра к другому с шагом одного знака. Так вы не потеряетесь в огромном количестве параметров, которые вы оптимизируете для вашего конкретного процесса.
Стоит также помнить, что найденный набор технологических параметров не останется одним и тем же раз и навсегда. Если в силу какой-то причины хоть один изменится, придется пересматривать и остальные.
Положение фокуса может меняться как при смене материала, так и при смене газа. Об этом факте стоит помнить, например, при переходе на кислород иной чистоты. И непременно не забыть про положение фокуса при переходе с кислорода на азот и обратно. При резке инертным азотом фокус необходимо заглублять, тогда как при резке химически активным кислородом фокус должен находиться на или над поверхностью листа.
Внимательное изучение кромки может многое сказать о положении фокуса. Если появляется грат с заостренными кончиками, то либо не хватает расхода азота, либо фокус слишком высоко расположен. Если образуется грат с капельками, то это означает, что фокус слишком низко. Иногда бывает, что изменение положения фокуса на 100–150 микрон спасает ситуацию.
Слишком большой расход азота может привести к образованию плазмы пробоя в азоте, то есть что-то вроде дуги, при этом получается практически лазерно-плазменный режим резки. Для ряда материалов, в особенности толстых, этот режим оказывается более выгодным, хотя потом может потребоваться постобработка кромки.
Вообще надо отметить, что роль вспомогательного газа настолько велика, что именно ему будет посвящено продолжение данной статьи в следующем номере.
Литература
1. J. W. Elmer, P. W. Hochanadel, K. Lachenberg, C. Caristan, and T. Webber «High Energy Electron Beam and Laser Beam Welding» ASM Handbook, Volume 6A, Welding Fundamentals and Processes, T. Lienert, T. Siewert, S. Babu, and V. Acoff, editors.
2. Статья «Когерентность». https://ru.wikipedia.org/wiki/Когерентность_ (физика).
Источник журнал "РИТМ машиностроения" № 1-2018






