
Обработка резанием материалов, обладающих такими свойствами, как высокие показатели твердости, прочности, вязкости, коррозионной стойкости, жаропрочности при низкой теплопроводности, сопряжена с большими трудностями. В связи с этим разработка новых инструментальных решений по-прежнему остается актуальной задачей.
Инструментальные компании активно изучают процессы, сопровождающие резание труднообрабатываемых материалов (ТОМ), для разработки решений, направленных на обеспечение заданного качества, снижение себестоимости изготовляемых деталей, а также достижение максимально возможной производительности обработки. И в первую очередь это касается инструментальных сплавов и материалов, специальной геометрии, конструкции оправок и держателей. Чтобы понять, ведутся ли разработки, достаточно в каталоге поставщика открыть раздел, посвященный обзору сплавов. Крупные компании, такие как Sandvik Coromant, Hoffmann Group, Walter, ISCAR, Kennametal, Mitsubishi Materials, Seco Tools, Korloy, Emuge-Franken, Komet, Pramet, Ceratizit, Kyocera Cutting Tools и др. всегда предложат что-то особенное для ТОМ. Из отечественных производителей в этом направлении работают «СКИФ-М», «Кировградский завод твердых сплавов», НИР и др. К сожалению, гораздо реже можно встретить развернутую инструкцию по применению тех или иных инструментальных решений в конкретных условиях. В этом отношении стоит выделить Sandvik Coromant. Раздел технической информации на сайте компании и широко доступные для скачивания руководства по применению повествуют не только об особенностях продукции компании, но и о рассматриваемом методе обработки для конкретной группы материалов в целом.
Традиционно обзор темы резания ТОМ строится на делении по видам обработки (точение, фрезерование, обработка отверстий, резьбонарезание и др.) и особенностям различных ТОМ. Еще в 1974 г. Виктор Николаевич Подураев в своем пособии по резанию ТОМ отмечал: «В процессе резания происходит большое число тесно связанных между собой явлений, образующих сложный физико-химический механизм обработки. Поэтому большое значение имеет рассмотрение особенностей обработки резанием типовых материалов» [1]. И сегодня инструментальные компании структурируют информацию по тому же принципу. Можно найти специальные разделы по обработке титановых или жаропрочных сплавов. Также существует градация инструментальных решений по отраслевой подгруппе, например, авиационная, ракетная, электронная и атомная техника, энергетическое и химическое машиностроение (рис. 1).
Рис. 1. Решения от Mitsubishi Materials для авиационной отрасли
Разработка инструментальных решений для ТОМ ориентирована на увеличение стойкости инструмента, повышение производительности, получение стабильно однородного качества обрабатываемых поверхностей, а также применение новейших технологий резания.
Также учитывается экономический фактор — высокая стоимость заготовок (например, из нержавеющих и жаропрочных материалов), дорогостоящее и времязатратное производство. Одним из крупнейших заказчиков исследований и разработок в области инструментальных решений для ТОМ является аэрокосмическая отрасль. Как правило, обращаясь к предложениям инструментального рынка от иностранных поставщиков, вы получите рекомендации по использованию, а не описание сути разработки. В принципе, описание того или иного решения будет звучать как «специальный сплав», «специальная геометрия» и «специальное покрытие». Чтобы подробнее разобраться в вопросе, стоит обратиться к открытым научным публикациям по данной тематике.
Прикладные отрасли, обеспечивающие ВПК и аэрокосмический сектор, несмотря на спад научных изысканий в России [2], продолжают развиваться. Многие компании аэрокосмической индустрии объединились в кластеры для того, чтобы обеспечить взаимосвязь между промышленностью, наукой и образованием [3]. Свой вклад в исследование инструментальных материалов, покрытий, режущей геометрии, а также повышения режущих свойств инструмента вносят российские исследовательские институты, например, такие как МГТУ «СТАНКИН» и «Всероссийский научно-исследовательский институт твердых сплавов и тугоплавких материалов» (ВНИИТС). Рассмотрим несколько тематических исследований.
Ультрадисперсные твердые сплавы и их улучшение [4]
Сам по себе инструментальный материал выполняет ключевую роль в обеспечении таких характеристик режущего инструмента, как износостойкость, производительность, эксплуатационная надежность и т. д. Особое внимание сегодня уделяют разработке инновационных инструментальных материалов. Обзор тенденций совершенствования твердого сплава (основного материала для изготовления инструмента) показывает активные исследования сплавов на основе мелко- и ультрадисперсных структур, а также применение износостойких покрытий последнего поколения.
К ультрадисперсным относят твердые сплавы с размерами зерна около 0,3–0,5 мкм (первая группа на рис. 2) [5].
1 2 3 4 5 6 7

0,3–0,5 мкм 0,5–0,9 мкм 1,0–1,3 мкм 1,4–2,0 мкм 2,1–3,4 мкм 3,5–5,0 мкм 5,0–7,9 мкм
Рис. 2. Классификация структур твердых сплавов: 1 — ультрамелкая; 2 — экстрамелкая; 3 — мелкая; 4 — средняя; 5 — среднекрупная; 6 — крупная; 7 — экстракрупная
Данная группа обладает более высокой структурной однородностью, увеличивающей стабильность физико-механических и режущих свойств. Прямым результатом уменьшения размеров зерен является существенное улучшение сбалансированности свойств твердых сплавов и, в первую очередь, твердости и износостойкости при обеспечении достаточно высокой прочности сплава при изгибе (вязкости). Сплавы с ультра- и экстрамелкой структурой обладают повышенной сопротивляемостью режущей кромки инструмента микрохрупкому разрушению (микровыкрашиванию), что крайне важно для операций прерывистого резания с выраженными знакопеременными термомеханическими нагрузками.
Еще одним следствием снижения размера зерна является возможность получения кромки с уменьшенным углом режущего клина и радиусом округления. В результате снижаются усилия резания и температуры в зоне контакта. С уменьшением размера зерна снижается теплопроводность твердого сплава и увеличивается количество теплоты, уходящей в стружку. В настоящее время доля инструмента, оснащенного пластинами из ультрамелкозернистых и экстрамелкозернистых твердых сплавов, составляет до 60% от всего выпуска твердосплавного инструмента.
Использование твердосплавных пластин из ультрамелкозернистых и экстрамелкозернистых твердых сплавов позволяет существенно повысить эффективность чистовых операций обработки, особенно при использовании пластин с улучшенной геометрией. Инструмент, оснащенный такими пластинами, позволяет эффективно решать задачи, связанные с:
— улучшением стружкодробления;
— снижением термической напряженности инструмента и уменьшением интенсивности его диффузионного изнашивания (высокоскоростная обработка);
— уменьшением склонности к наростообразованию;
— увеличением точности и качества обработки материалов с низкими технологическими свойствами по обрабатываемости.
Приведенные выше особенности инструмента, оснащенного ультра- и экстрамелкозернистыми твердыми сплавами, позволяют прогнозировать его применение в тех областях, где из-за высоких усилий резания и температур необходима повышенная износостойкость инструмента. Также в качестве преимущества данных сплавов отмечают возможность их эффективного использования в качестве субстратов при нанесении покрытий методами вакуумно-дугового осаждения (рис. 3).
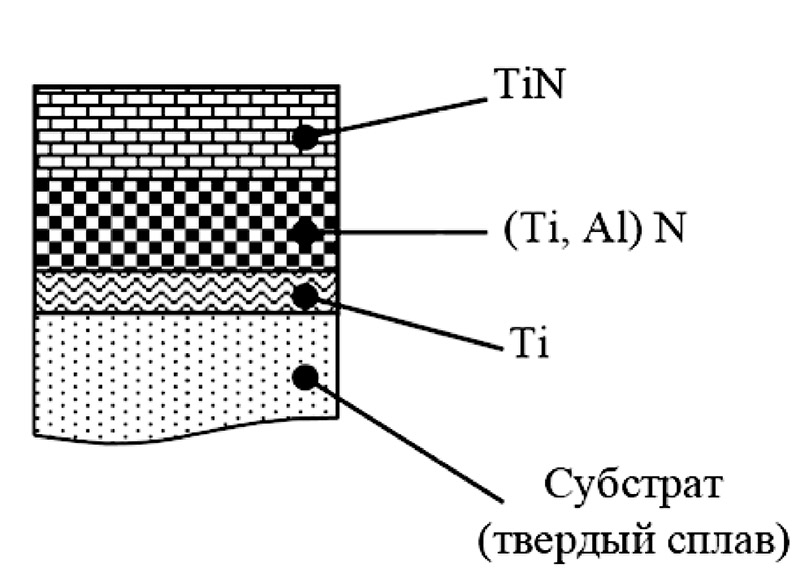
Рис. 3. Пример архитектуры покрытия инструментального сплава
При обработке резанием труднообрабатываемых материалов, особенно жаропрочных сплавов на никелевой основе, происходит значительный износ инструмента в результате взаимодействия кобальтовой связки твердого сплава с обрабатываемым материалом под влиянием высоких температур, развивающихся в зоне резания. Многочисленные работы отечественных и зарубежных исследователей, посвященные совершенствованию свойств твердых сплавов за счет упрочнения (в том числе за счет легирования) связки, которая является лимитирующим элементом сплава, свидетельствуют о ее важной роли в работоспособности инструмента [6, 7]. Другие требования к связкам: хорошая смачиваемость карбидной составляющей, отсутствие способности к образованию устойчивых карбидов, достаточная пластичность должны сохраняться на уровне кобальтовой связки.
Исследования по определению оптимального состава связки твердого сплава проводились во ВНИИТС над однокарбидными вольфрамо-кобальтовыми твердыми сплавами. Было установлено [6], что добавки рения к металлам группы железа способствуют повышению температуры разупрочнения твердых сплавов, следовательно, увеличению их твердости и износостойкости при повышенных температурах, а также уменьшению адгезии с обрабатываемым жаропрочным материалом. Рений помимо высокой температуры плавления и рекристаллизации обладает рядом уникальных свойств: высоким модулем упругости, прочностными и пластическими свойствами, близкими к кобальту. Очень важным является то, что он сохраняет высокий уровень свойств при повышенных температурах. Рений отвечает также ряду требований, предъявляемых к легирующим добавкам: не образует устойчивых карбидов, взаимодействует с кобальтом с образованием непрерывного ряда твердых растворов.
Установлено, что введение рения в кобальтовую связку сплавов на основе WC повышает их сопротивление окислению при нагреве на воздухе до 950°C. Максимальное сопротивление окислению наблюдали у сплава ВРК15, жаростойкость которого была в 2 раза выше, чем у стандартного сплава WC–Co с эквивалентным содержанием связки.
В результате проведенных ВНИИТС исследований было определено соотношение Re:Co в связке твердого сплава, чтобы получить в итоге оптимальное сочетание требуемых свойств твердого сплава.
Износостойкие покрытия
Высокая температура, развивающаяся в зоне контакта с труднообрабатываемым материалом, вызывает разупрочнение стандартных твердых сплавов и, как следствие этого, резкое снижение стойкости инструмента и скорости резания. Частично можно улучшить свойства инструментального материала за счет изменения структуры сплава (равномерности распределения его компонентов по объему изделия, однородности зерен WC, входящих в его состав, по размеру, форме и т. д.). Одним из возможных средств решения этой задачи является использование при получении твердых сплавов на карбидной основе высокопрочных и жаростойких связок, содержащих кроме кобальта тугоплавкие металлы, не образующие устойчивых карбидов. Также для повышения работоспособности инструмента используют нанесение на его рабочие поверхности покрытия с высокой износо- и теплостойкостью, пассивного по отношению к обрабатываемому материалу. Такое покрытие должно способствовать уменьшению контактных нагрузок, благоприятному перераспределению тепловых потоков и повышению сопротивляемости материала к микро- и макроразрушению. Сочетание прочной твердосплавной основы с нанесенным на ней твердым покрытием из соединений титана или алюминия позволяет значительно повысить эксплуатационные характеристики композита.
Особую роль в исследованиях играет многофункциональное покрытие. Комплекс «твердый сплав с жаропрочной связкой + покрытие» показывает значительные результаты по своим характеристикам. Нанесение износостойких покрытий позволяет многократно увеличить стойкость режущего твердосплавного инструмента, повысить чистоту обрабатываемой поверхности, увеличить скорость резания и т. д.
Основные направления совершенствования инструмента с покрытием:
• разработка многослойно-композиционных покрытий, в наибольшей степени удовлетворяющих концепции покрытия как промежуточной технологической среды между обрабатываемым и инструментальным материалами (рис. 4);
• совершенствование технологии нанесения покрытия с целью снижения дефектности покрытия;
• изыскание новых составов покрытий с низкой физико-химической активностью по отношению к обрабатываемому материалу;
• повышение жесткости и теплостойкости инструментальной матрицы путем создания промежуточного термостабильного слоя между покрытием и инструментальным материалом;
• совершенствование структуры покрытия;
• нахождение оптимальных радиусов округления режущих кромок рабочего инструмента и подготовка поверхности перед нанесением покрытия.
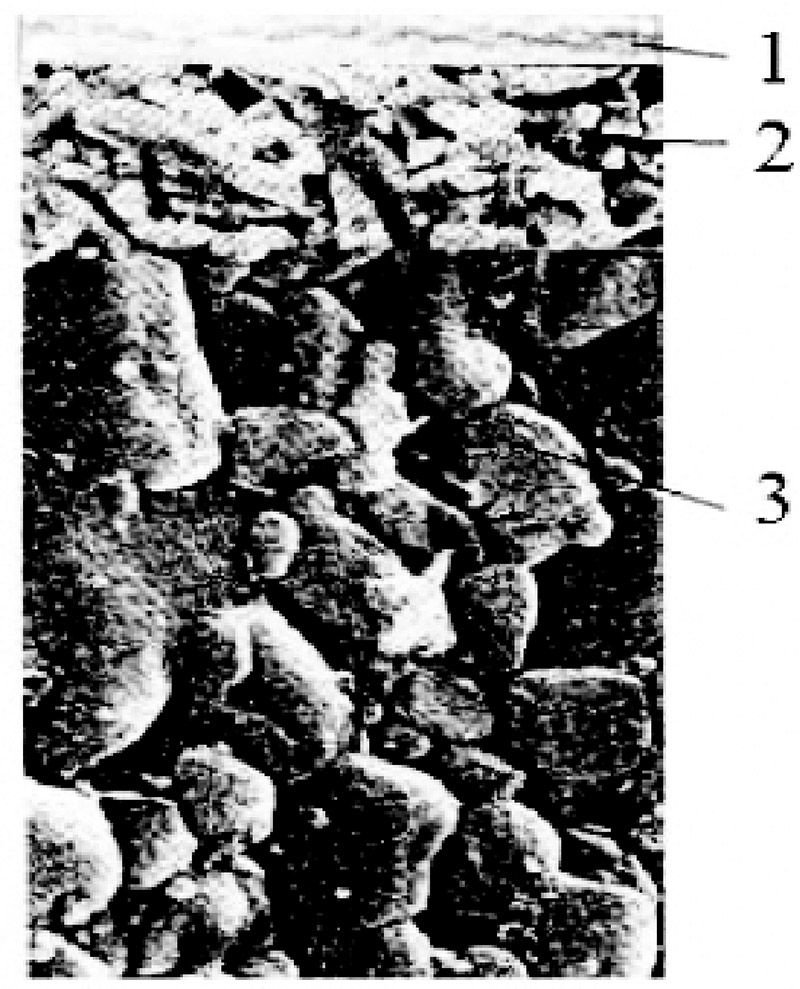
Рис. 4. Пример архитектуры слоисто-композиционной керамики:
1 — нанодисперсное многослойно-композиционное покрытие; 2 — керамический слой; 3 — твердосплавный субстрат
Инструментальный материал с износостойким покрытием является материалом композиционного типа, в котором оптимально сочетаются свойства поверхностного слоя (высокие значения твердости, теплостойкости, пассивности по отношению к обрабатываемому материалу и т. д.) и свойства, проявляющиеся в объеме тела инструмента (прочность, ударная вязкость, трещиностойкость и т. д.). Кристаллохимические, физико-механические и теплофизические свойства покрытий на рабочих поверхностях режущего инструмента могут сильно отличаться от соответствующих показателей инструментального и обрабатываемого материалов. Поэтому покрытие может заметно улучшить свойства инструментального материала с точки зрения повышения его сопротивляемости микро- и макроразрушению. С другой стороны, покрытие может способствовать уменьшению контактных нагрузок, снижению мощности тепловых источников и благоприятному перераспределению теплопотоков, тем самым уменьшая термомеханическую напряженность режущей части инструмента. Таким образом, покрытие можно рассматривать как своеобразную промежуточную технологическую среду между контактирующими поверхностями инструментального и обрабатываемого материалов с уникальной способностью одновременно повышать сопротивляемость контактных площадок инструмента разрушению и снижать термомеханическую нагрузку, приводящую к такому разрушению.
Стойкость пластин с износостойким покрытием выше стойкости не только материала основы, но и более износостойких сплавов соседних групп применения. Это позволило значительно расширить область применения сплавов с покрытиями благодаря их универсальности. Целесообразно эксплуатировать инструмент с покрытием на скоростях, превышающих скорость резания обычного инструмента на 30–60%. Такие скорости соответствуют оптимальной экономичной скорости резания, снижающей интенсивность изнашивания и затраты на обработку резанием.
Наибольшее распространение в качестве покрытий на твердых сплавах получили карбиды, нитриды, карбонитриды титана и оксид алюминия. Покрытия карбида и нитрида титана являются базовыми при производстве твердых сплавов с износостойкими покрытиями, поскольку они всегда входят в состав многослойных покрытий, и, как правило, представляют собой слой, непосредственно примыкающий к твердосплавной основе, и играют важную роль в повышении стойкости инструмента. В процессе осаждения покрытий карбида титана формируется переходный слой покрытие — основа, а также происходят основные изменения в структуре и свойствах приповерхностной области твердых сплавов.
В качестве подложки для нанесения износостойких покрытий разработаны специальные твердые сплавы, позволяющие в сочетании с собственно технологией газофазного осаждения регулировать процессы зародышеобразования и роста покрытий, то есть регулировать их структуру.
Одним из путей повышения общей толщины покрытия является его многослойность (последовательно расположенные слои TiC, TiCN переменного состава и TiN с использованием в некоторых случаях керамических прослоек А1203) при сохранении относительно мелкозернистой структуры, а за счет этого и достижение большего эффекта повышения стойкости инструмента. За счет осаждения карбонитридов, а затем нитрида титана удается в значительной степени подавить формирование крупнозернистой структуры покрытия. Кроме того, TiCN и TiN обладает пониженной адгезией по отношению к обрабатываемым материалам на основе железа, а также высокой твердостью и окалиностойкостью. В настоящее время в мировой практике производства режущего инструмента разрабатываются составы износостойких покрытий на основе композиционно-многослойного принципа. Согласно этому принципу, покрытие содержит несколько промежуточных слоев, каждый из которых имеет функциональное назначение.
Слой, непосредственно примыкающий к инструментальному материалу, должен обеспечивать прочную связь покрытия с рабочими поверхностями инструмента. Поэтому кристаллохимическое строение этого слоя и инструментального материала должно быть идентично. Вместе с тем при эксплуатационных температурах на их границах не должно образоваться декарбидизируюших фаз. Необходимо также обеспечение минимальной разницы тепло- и физико-механических свойств материалов покрытия и инструмента, т. к. в противном случае при эксплуатационных термомеханических нагрузках концентрация напряжения приведет к разрушению покрытия на границе раздела покрытие — инструментальный материал.
Не менее важную роль выполняет слой, непосредственно контактирующий с обрабатываемым материалом. При выборе свойств материала этого слоя необходимо, чтобы кристаллохимическое строение максимально отличалось от соответствующего строения обрабатываемого материала.
Назначение слоев, находящихся между перечисленными выше, состоит в обеспечении адгезионной связи этих слоев. Кроме этого, эти промежуточные слои могут обладать барьерными функциями, т. е., например, увеличивать или снижать термодинамическую устойчивость покрытия или его теплопроводность.
Сильное изменение поверхностных свойств инструментального материала и возможность их варьирования в достаточно широких пределах путем использования покрытий различного состава, строения и структуры позволяют управлять важнейшими функциональными параметрами процесса резания. К таким параметрам можно отнести характеристики стружкообразования, контактных и тепловых процессов, изнашивания контактных площадок инструмента. Наконец, направленное изменение основных показателей процесса резания позволяет в значительной степени влиять и на такие важные параметры, как стойкость инструмента, производительность, точностные и качественные показатели готовых деталей.
Другие способы повышения эффективности
Интенсивное изнашивание твердосплавного инструмента при обработке резанием заготовок из труднообрабатываемых жаропрочных сплавов в значительной степени определяется термическим разупрочнением кобальтовой связки и «вырывом» карбидных зерен из твердого сплава (адгезионный износ). Повышение работоспособности лезвийных режущих инструментов из стандартных твердых сплавов с кобальтовой связкой даже при нанесении износостойких покрытий многослойно-композиционного типа последнего поколения оказывается в ряде случаев недостаточно эффективным вследствие повышенной склонности таких сплавов к потере формоустойчивости при температурах резания, что является одной из главных причин интенсивного разрушения относительно хрупких покрытий.
Одним из оптимальных решений задачи повышения работоспособности твердосплавного инструмента с покрытием при обработке резанием ТОМ является использование высокопрочных и жаростойких связок, содержащих кроме кобальта тугоплавкие металлы, не образующие устойчивых карбидов. Еще одним средством повышения работоспособности твердосплавного инструмента является применение наноструктурированных многослойно-композиционных покрытий, обладающих сбалансированным сочетанием твердости и износостойкости в сочетании с достаточной прочностью, препятствующей термопластическому деформированию режущего клина инструмента. Наноструктурированные покрытия, кроме того, обеспечивают снижение контактных термомеханических напряжений, способствуют более благоприятному перераспределению тепловых потоков и повышению сопротивляемости разрушению покрытия даже при значительных деформациях твердосплавного субстрата [9].
Таким образом, разработка твердого сплава с покрытием, обладающим повышенной эффективностью при резании ТОМ, и внедрение в различных отраслях промышленности инструмента повышенного качества позволяет снизить затраты по его эксплуатации и уменьшить себестоимость производства единицы конечной продукции за счет повышения производительности труда.
Литература
1. Подураев В. Н. Резание труднообрабатываемых материалов. М.: Высшая школа, 1974.
2. Российская наука на грани выживания, Ref news. 29 фев. 2016 (http://www.refnews.ru/read/article/1380939)
3. Барышева Е. Н. Исследование направлений развития конкурентоспособности аэрокосмических кластеров // Вестник Самарского государственного университета. Серия «Экономика и управление». № 9/2 (131). С. 251–261.
4. Аникеев А. И. Ультрадисперсные твердые сплавы как инструментальный материал для фрезерования труднообрабатываемых материалов / А. И. Аникеев, А. А. Верещака, А. С. Верещака, Ю. И. Бубликов // Известия высших учебных заведений. Поволжский регион. Технические науки. 2015. № 3 (35). С. 152–162.
5. Scherbarth S. Moderne Schneidstoffe und Werkzeunge-Wege zur gesteigerten Produktivität/S. Scherbarth. — Werkzeugtagungung, 2002.
6. Чапорова И. Н., Кудрявцева Н. А. Исследование структуры и свойств твердых сплавов на основе карбида вольфрама со связкой, содержащей рений, испытания сплавов в производственных условиях. Отчет, тема № 19-76-044. М.: ВНИИТС, 1979.
7. Иютина И. А., Куприна В. В., Соколовская Е. М., Спасов И. А. Исследование и применение сплавов рения. М., 1975.
8. Верещака А. С. Повышение работоспособности режущего инструмента при обработке труднообрабатываемых материалов путем комплексного применения наноструктурированного износостойкого покрытия и твердого сплава оптимального состава / Верещака А. С., Дачева А. В., Аникеев А. И. // Известия Московского государственного технического университета МАМИ. 2010. № 1 (9). С. 99–106.
9. Твердохлебов А. С. Повышение эффективности твердосплавного инструмента для резания труднообрабатываемых материалов / Твердохлебов А. С., Максимов Ю. В., Верещака А. С. // Известия Московского государственного технического университета МАМИ. 2014. № 2 (20). С. 94–99.
Источник журнал "РИТМ машиностроения" № 1-2018






