
Специалистам высокотехнологичных промышленных предприятий термин «электроэрозия» хорошо знаком. Данная технология металлообработки зачастую считается узкоспециальной, к тому же подходящей для деталей относительно небольших размеров. Коллектив уфимского ООО «Центр эрозионных технологий имени Лазаренко» решил несколько интересных технологических задач. Большой опыт в электроэрозионной обработке — более 150 исполненных индивидуальных заказов, позволяет специалистам компании выступать с позиции экспертов, уверен один из учредителей Рафаэль Гаитов.
— Рафаэль Рифкатович, как давно ваша компания занимается электроэрозионной обработкой?
— Первый опыт внедрения данной технологии в производство мы получили еще в 2013 году и на сегодняшний день успешно реализовали несколько сложных проектов, считавшихся невыполнимыми при условии использования традиционных методов механической обработки.
Для электроэрозии не важна твердость металла, кроме того, эта технология совершенно незаменима, когда необходимо раскроить монолит на несколько заготовок или произвести обработку крупногабаритных деталей с точностью до нескольких сотых миллиметра.
Например, представьте себе слиток экспериментального спецсплава, полученный путем выплавки в вакууме, из которого нужно изготовить образцы для испытания механических свойств. Твердость материала такова, что ленточнопильный станок разрезать его не может — кроме того, траектория нелинейная. Здесь эрозия вне конкуренции.
— Вы работаете с китайскими производителями — почему не с европейскими или японскими?
— Серьезные предприятия традиционно ориентируются на японские и швейцарские станки. Между тем Китай выпускает эрозионное оборудование, обладающее целым рядом преимуществ.
Во-первых, цена такого станка в 10–15 раз ниже японского, которому к тому же требуется дорогостоящее обслуживание и оригинальные расходники — на деньги, сэкономленные за год, можно купить китайский станок.
Во-вторых, большую роль играет скорость резки. Мы проводили независимый тест: китайский станок против японского Sodick AG600L. Для чистоты эксперимента испытания проводились в двух разных цехах Уфимского моторостроительного объединения, которые не знали друг о друге, но получили одинаковый результат — «китаец» справился с заданием втрое быстрее.
В-третьих, размер зоны обработки. Рабочие ванны японских и швейцарских станков ограничивают габариты обрабатываемой детали. Китайские позволяют обрабатывать детали размером до нескольких метров.
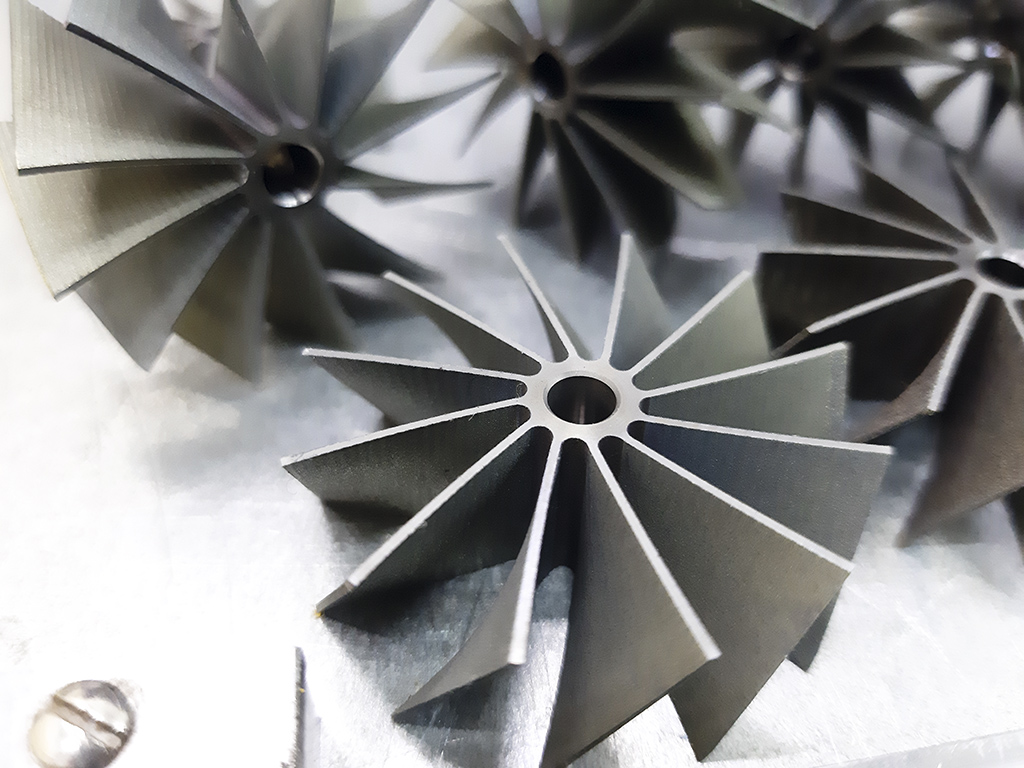
Рис. 1. Крыльчатка титановая
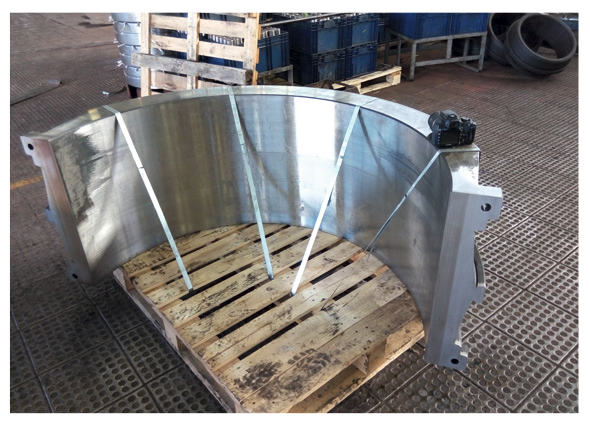
Рис. 2. Разрезанное кольцо толщиной 650 мм
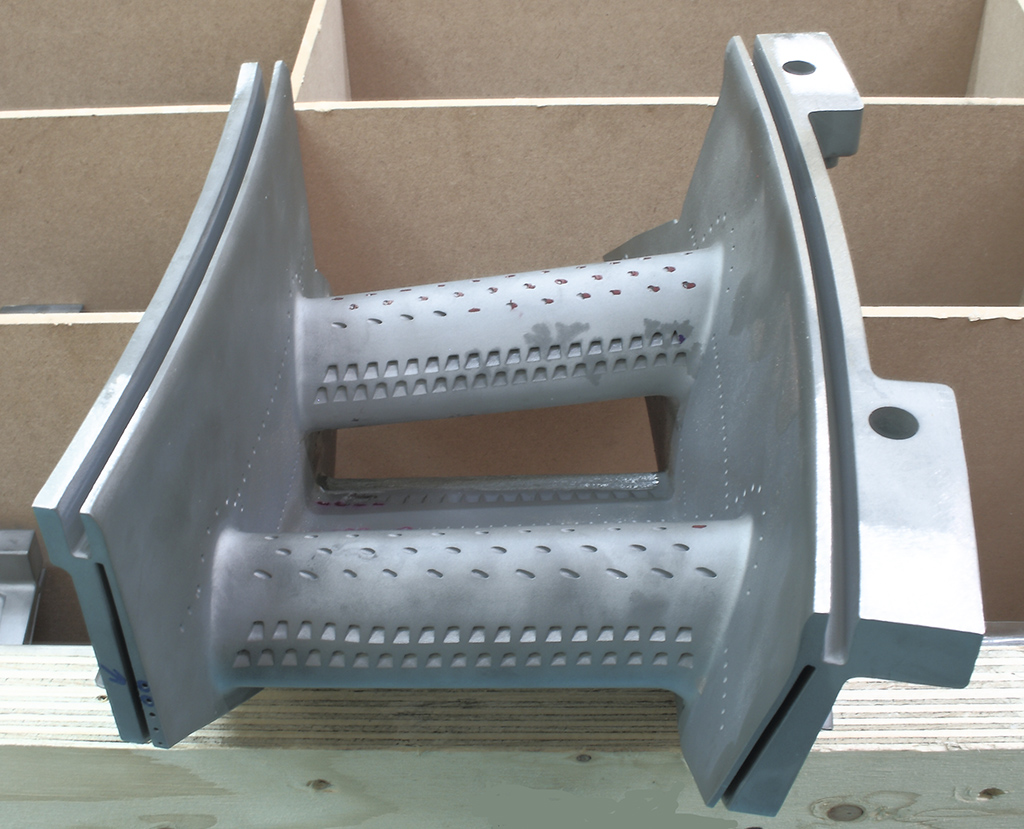
Рис. 3. Прожиг охлаждающих отверстий в лопатках газовой турбины
В целом китайские станки в состоянии выполнить 85% работы японских. Декларируемая точность в три микрона, которую обещают последние, зачастую оказывается избыточной. Да, «японцы» дают хорошую шероховатость, но толщины более 250 миллиметров им недоступны, тогда как китайские станки могут резать детали в полтора метра высотой и более. Рассмотрим рис. 4. Здесь миллиметровым электродом выполнено отверстие под проволоку в стальном прутке длиной 650 миллиметров и вырезаны два сквозных фасонных отверстия. Звезда демонстрирует возможность получения острых углов, а шлицевое отверстие — нечто типовое для восприятия конструкторским сообществом. Понятно, что вместо прутка может быть металлический массив иной формы, да и такая толщина — не предел.

Рис. 4. Вырезание фасонных отверстий электродом
— Кого могут заинтересовать ваши услуги?
— Всех прогрессивных специалистов, создателей новой техники. Благодаря большой зоне обработки и скорости китайские станки на голову превосходят японских собратьев и позволяют пересмотреть технологическую концепцию изготовления деталей.
Консультируем мы бесплатно. На собственной базе изготовим макет и внедрим в производство под ключ.
Наши клиенты от Красноярска до Калининграда уже по достоинству оценили электроэрозионные технологии. Приглашаем всех дерзких и амбициозных инженеров в новый мир формообразования деталей!
ООО «Центр эрозионных технологий им. Лазаренко»
450058, г. Уфа, ул. Кадастровая, д. 7
Телефон (347) 262-90-40
E-mail: info@erozia-stanki.ru
Сайт: www.erozia-stanki.ru
Источник журнал "РИТМ машиностроения" № 8-2021
Еще больше новостей |





