
В последние годы все чаще стали поступать технические задания (ТЗ) на оборудование для термической резки с ЧПУ, в которых в лучшем случае характеристики просто противоречат друг другу и, соответственно, такого оборудования не может существовать в природе. Однако такие ТЗ массово распространяются, клонируются, все больше мутируют в нечто фантастическое и приобретают силу законного документа.
Перечислять все комбинации несовместимых параметров можно действительно до бесконечности, поэтому примем как факт: существуют некорректные ТЗ, и их множество. Прежде чем приступить к «разбору полетов», стоит понять, откуда вообще появляются ТЗ.
Инженерно-управленческий алгоритм рождения ТЗ довольно логичен:
1. Руководство предприятия принимает решение о выпуске нового изделия или снижении затрат при производстве текущего.
2. Инженеры-технологи разрабатывают (обновляют) общий технологический процесс изготовления изделия.
3. Инженеры-технологи проводят анализ выполнения технологических операций при изготовлении изделия на имеющемся на предприятии оборудовании.
4. В случае обнаружения отсутствия на предприятии оборудования для выполнения технологической операции с характеристиками, требуемыми для выпуска изделия, ставится вопрос о приобретении или модернизации требуемого типа оборудования.
5. Финансовые службы производят проверку экономической целесообразности, эффективности и возможности приобретения нового оборудования.
6. Инженеры говорят «надо», финансисты говорят «можем позволить», руководство принимает решение «покупать».
7. Начинается этап рождения и согласования ТЗ.
В этом алгоритме многое зависит от инженеров‑технологов. Предполагается, что инженеры еще на этапе разработки общей технологии профессионально разбираются в характеристиках оборудования для каждой соответствующей технологической операции, как имеющегося в наличии, так и предлагаемого современными производителями. Если с характеристиками имеющегося оборудования приходится сталкиваться ежедневно, то о современных образцах и новых технологиях надо где-то получить информацию. Именно на этапе сбора актуальной информации о новинках и начинаются первые ошибки.
Сегодня любой поиск информации начинается с поисковых систем в интернете. На заданный поисковый запрос в начале списка ответов всегда выходят проплаченные рекламные предложения поставщиков, а затем только то, что искусственный интеллект (ИИ) поисковой программы предлагает как ответ на заданный запрос. Логика ИИ известна только его создателям, а пользователю остается только вера в непогрешимость ИИ. Каждый может проверить, что в списке ответов от ИИ поисковой системы в большинстве случаев в топе или на первой станице нет признанных профессионалов производителей запрашиваемого оборудования. Да, во многом это происходит по вине самих производителей, которые еще думают по старинке и не продвигают информацию о себе в сети так же агрессивно, как огромное количество перепродавцов или молодых компаний без серьезной репутации.
Итак, ИИ поисковика выдал список, что дальше? Открываем сайты и читаем тексты, смотрим фото и видео. Довольно скоро можно заметить, что у «перекупов» и «новичков» тексты, картинки, таблицы практически одни и те же. Вы думаете, это по причине того, что все оборудование должно соответствовать каким-то стандартам? Отчасти да, но в большинстве случаев имеет место плагиат (иногда и несвежий) с сайтов именитых производителей. В случае изучения сайтов именитых производителей можно найти много полезной информации, однако информация носит явно рекламно-пропагандистский характер и не раскрывает большинство технических деталей. Конечно, бывалые производители больше всего на свете опасаются кражи их технических решений, использования конкурентами их методик в рекламе и работе с клиентами, сложно их осуждать, таков современный мир. Таким образом, в сети можно получить информацию со степенью достоверности около 50%.
Но реальному инженеру на реальном производстве требуется 100% решения его конкретного технического вопроса. А в это время руководство начинает подгонять со сроками создания ТЗ и фактической закупки оборудования.
Именно теперь появляется первая версия ТЗ для внутреннего пользования и для переписки с производителями оборудования. Чаще всего основой этого документа становится либо скопированная таблица и рекламный текст с сайта, либо «опросный лист», скачанный с сайта или направленный по запросу от потенциального поставщика. А еще бывает, что таблица от одного производителя, а текст от другого или даже других. Представьте себе таблицу характеристик от танка с описанием от спортивного автомобиля или наоборот. Составитель ТЗ выбирает самое-самое лучшее, по его мнению, из характеристик разного оборудования и вписывает в свой документ. Фактически инженер предлагает производителям создать оборудование лично для него или группы его коллег, которые чуть позже начнут добавлять свои пожелания. Кентавры, грифоны, единороги, их никто и никогда не видел, но многие верят в их существование. Можно ли верить, что изготовители промышленного оборудования — те самые волшебники, которым не составит труда создать любое фантастическое существо по присланному ТЗ?
Еще одной распространенной чертой ТЗ является почти полное копирование развернутого коммерческого предложения от одного из производителей оборудования. Даже принудительное удаление названия производителя не скрывает для специалистов, чья именно модель оборудования была описана. Особенно цинично выглядит подобное ТЗ в комплекте документов на открытых торгах на право поставки. Фактически заказчик оборудования предлагает альтернативным производителям создать копию того оборудования, которое ему понравилось еще до процедуры торгов. Для сведения: результаты торгов по подобному ТЗ альтернативные поставщики могут оспорить в ФАС, и очень часто удачно. Такая ситуация может бумерангом вернуться составителю ТЗ и ухудшить его имидж профессионального специалиста на будущее.
Какие можно дать рекомендации составителям ТЗ на оборудование для термической резки с ЧПУ? Вот несколько примеров.
1. Ширина и длина обрабатываемого листового металла
Несмотря на отмену ГОСТ 5614-14 «Машины для термической резки металлов», который фактически был связан с отечественным стандартом размеров листового проката, основная масса производителей в мире по-прежнему придерживается некоторой типизации по ширине обрабатываемых листов: 1,5-2,0-2,5 — (3,0) 3,2-3,6-4,0 и т. д.
При этом длина обрабатываемых листов редко имеет ограничения. Однако чаще всего длина кратна 2,0 или 1,0 м, что почти точно соответствует конструкции раскройного стола конкретного производителя. Если в характеристиках оборудования встречаются значения, не кратные 100 мм, значит, имеет место некорректная адаптация размеров в дюймах или максимальные размеры раскройного стола указываются как ширина зоны обработки, что не совсем верно.
Требуется оценить существующую и перспективную номенклатуру применяемого листового проката и указать в ТЗ либо максимальное значение, либо диапазон.
2. Типы обрабатываемого металла
Расширение номенклатуры типов металла (черная сталь, нержавейка, алюминий и пр.) определяет вид технологии резки, применяемой на одной единице оборудования: газокислородная, плазменная, кислородно-флюсовая, лазерная.
В некоторых случаях универсальность по типам обрабатываемых материалов может стать причиной дополнительных затрат. Например, при попеременной плазменной резке на раскройном столе с вентиляцией обычной стали и алюминиевых сплавов получается взрывоопасная смесь в столе, вентиляционных каналах и далее. Надводно-подводная плазменная резка не сочетается с газокислородной без ограничений.
3. Диапазоны толщин типов металла
Максимальное и минимальное значение толщин определяет геометрию портальной части оборудования, ее теплозащиту, необходимость в дополнительных специальных приспособлениях (например, для резки металла до 2,0 мм или от 150 мм), эргономику рабочего места оператора, грузоподъемность раскройного стола, динамические характеристики движения.
Кроме того, определяются необходимые характеристики технологического режущего инструмента.
• Газокислородная 5,0 ÷ 450,0 мм.
• Плазменная 0,5 ± 160,0 мм.
• Лазерная 0,5 ÷ 20,0 мм
• Кислородно-флюсовая 50,0 ± 800,0 мм.
4. Точность деталей
Этот параметр регулярно путают с «точностью воспроизведения заданного контура» самой установки для термической резки с ЧПУ. Если геометрическая точность оборудования ±0,1 мм или ±0,35 мм — это не означает, что и детали будут иметь размеры с таким же полем допуска. Геометрическая точность деталей определяется либо по ГОСТ 14792-80, либо по ISO 9013:2002 и фактически является функцией двух переменных: толщины материала и вида технологии резки.
Следует всегда помнить, что «сверхточная» установка для термической резки вполне может резать «неточные» детали при неверном выборе технологии резки или типа режущей оснастки, при изменении технологических параметров процесса, некорректной настройке параметров самой установки, нарушении технологических приемов резки и пр.
Корректное обозначение в ТЗ: точность вырезаемых деталей и заготовок и показатели качества поверхности реза П1220 по ГОСТ 14792-80 на толщинах от 1–32 мм.
5. Максимальная скорость движения (скорость позиционирования)
В характеристиках оборудования можно найти значения максимальной скорости перемещения, например, до 35 м/мин (она же скорость позиционирования или холостого хода). Большинство составителей ТЗ считают, что чем выше это значение, тем лучше характеристики движения и выше производительность оборудования. Однако следует понимать, что:
• Указанное значение характеризует только скорость холостого перемещения суппорта в плоскости XY.
• Скорость вертикального перемещения суппорта по оси Z, как правило, значительно меньше, а вертикальная скорость обеспечивает эффективность стабилизации резака над листом и значительно повышает общую производительность.
• Значение максимальной скорости напрямую не обеспечивает показатели динамики движения рабочего инструмента, плавности хода, ускорений на разгоне и торможении при малых перемещениях.
• Большое значение скорости холостого хода может быть опасным для оператора при столкновении в случае, если оборудование «пешеходного» типа. (портал средней массой в 1500 кг на скорости 2 км/час сталкивает с силой более 800 Н человека, который падает и может получить серьезные увечья).
• Согласно статистике, не всегда увеличение скорости холостого хода приводит к пропорциональному уменьшению времени цикла резки конкретного раскроя.
• Регулярно во время эксплуатации скорость холостого хода сознательно занижается в настройках оборудования, поскольку оператору некомфортно следить за работой оборудования.
• Реальный диапазон рабочих скоростей резания, например на плазме, редко превышает 5 м/мин, а чаще не поднимается более 2,5 м/мин.
• Применяемые сегодня массово редукторы планетарного типа имеют определенный диапазон передаточных чисел, это означает, что при высокой максимальной скорости минимальная также высокая. А большое значение нижнего диапазона скоростей не обеспечивает качественного движения, например, для газокислородной резки.
6. Повторяемость
Подобный показатель встречается в значениях от ±0,05 мм до ±0,2 мм и является прекрасным примером агрессивной рекламы. Предполагаете ли вы, что это означает две одинаковых детали, прочерченных в разных местах рабочей зоны, а может, и одинаково вырезанных с такой точностью? Увы, это просто косвенный показатель того, с каким «разрешением» работает связка «слово управляющей программы → сервопривод → электродвигатель → редуктор → зубчатое зацепление → ось суппорта» на тактовой частоте работы ПО УЧПУ. В реальности фактически на всех установках с серводвигателями электронное «разрешение» составляет нанометры, поэтому показатель повторяемости можно написать любой, ибо проверить нечем и незачем.
7. Форм-фактор установки термической резки с ЧПУ
В настоящее время большинство установок портального типа для термической резки с ЧПУ можно условно разделить на типы (табл. 1).
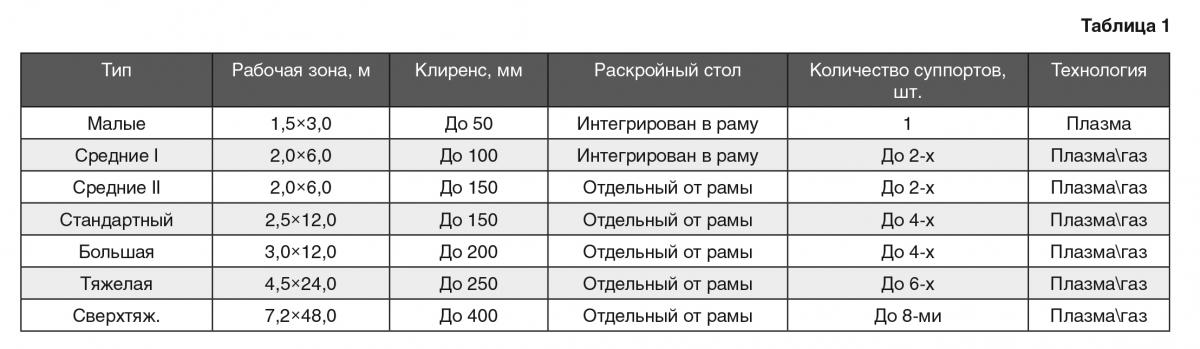
Во многих случаях установки разных производителей могут быть различных «весовых категорий» при обеспечении равных рабочих зон. В таких случаях сравнение между предлагаемыми установками может быть не до конца справедливым и корректным. Как правило, значительная разница в стоимости сравниваемых вариантов точно указывает на конструктивные различия и требует более детального сравнения по другим характеристикам.
Это только некоторые аспекты, которые должны учитываться при разработке ТЗ на поставку портальной установки термической резки с ЧПУ. Еще есть много вопросов: правильный подбор плазмы, реализация дымоудаления, техника безопасности при эксплуатации, организация сервисного обслуживания, САПР, технология резки с фасками, ОС и интерфейсы ПО УЧПУ и многое другое.
Надеемся, что в следующий раз при встрече с ТЗ или технико-коммерческим предложением на портальную установку термической резки с ЧПУ вы будете если не более подготовленными, но более ответственными и внимательными.
www.autogenmash.ru
(4822) 32-86-33, 32-86-44
Источник журнал "РИТМ машиностроения" № 4-2019
Еще больше новостей |





