
Востребованность лазеров растет за счет все более высоких требований к точности в производственных задачах. Лазеры позволяют использовать методы обработки, которые не были бы экономически оправданы с применением других инструментов – например, при прошивке отверстий, селективном удалении материалов или текстурировании поверхностей.
Подобные применения требуют совершенствования и самих лазеров: уменьшения длительности импульсов, увеличение частоты следования импульсов, добавление опции изменения длины волны, повышение мощности. Одновременно необходимо снижение стоимости лазерных установок и уменьшение расходов на обслуживание. Производители лазерного оборудования совершенствуют свои установки, а ученые разрабатывают новые лазеры, работающие с большей частотой следования импульсов.
3D-Micromac AG, Германия, специализирующиеся на лазерной микрообработке, видят в сложившейся ситуации новые вызовы. Компания ориентирована на производство фотоэлектронных, полупроводниковых и MEMS-систем. По словам директора компании Уве Вагнера, увеличение мощности лазерных источников сейчас – не первостепенная задача. Главное - повышение качества и стабильности излучения.
Микрообработка
Одним из примеров развития лазерных технологий является установка для подготовки образцов для микроструктурной диагностики и контроля качества. Традиционно, для решения этой задачи применяется фрезеровка сфокусированным ионным лучом с последующим исследованием методами электронной микроскопии. Такая технология занимает часы. Здесь кажется закономерным использование лазерной абляции, но сложность состоит в том, чтобы избежать повреждение поверхности образца. Решением данной задачи является использование лазера с низкой мощностью или лазера с ультракороткими импульсами и мощностью менее 10 Вт. Подготовка образца таким методом занимает полчаса, что в десять раз меньше, чем при использовании ионного луча. Так как лазерная система предназначена для промышленности, она должна быть недорогой, надежной и простой в использовании и обслуживании.
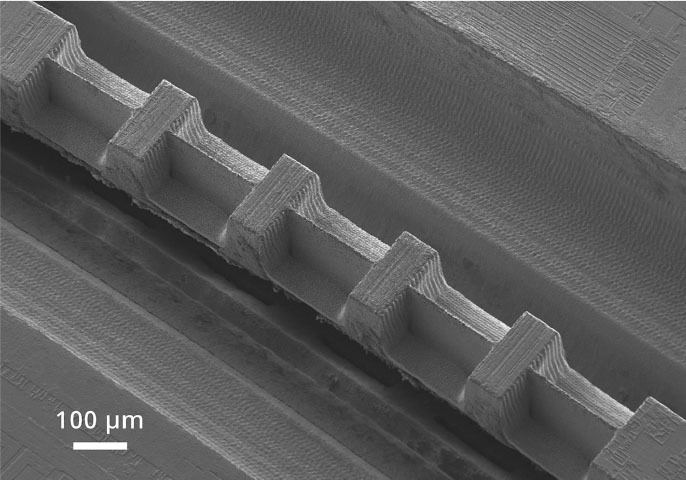
Структура тонкого слоя материала полупроводникового устройства для анализа на электронном микроскопе.
Миниатюризация производства распространяется и на крупные, и на мелкие детали: с одной стороны, изготавливаются детали все меньших габаритов, а с другой - на крупногабаритных изделиях требуется обработка все более мелких элементов.
Примером может послужить ваш смартфон. Для того, чтобы резать стекло и сапфировую подложку дисплея и активной электроники, применяется несколько видов лазеров, включая непрерывные и квазинепрерывные CO2 и CO инфракрасные лазеры, пикосекундные микронные лазеры и зеленые или ультрафиолетовые лазеры наносекундной и меньшей длительности. Выбор лазерного источника основывается виде материала и типе обработки.
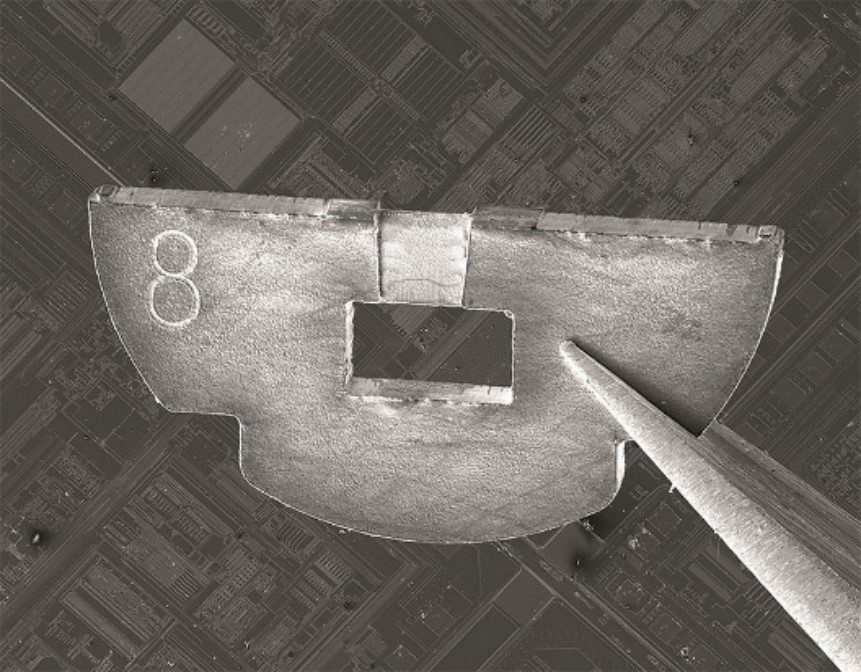
Образец интегральной схемы, утоненный лазерной микрообработкой в процессе микродиагностики
С развитием электроники максимально допустимая зона теплового воздействия уменьшилась со 100 до 50 микрон. Для соответствия этим требованиям, лазер должен иметь меньшую длительность импульса, что уменьшит зону теплового воздействия, или меньшую длину волны, от зеленых до ультрафиолетовых, что увеличит поглощение света в материале. Выбор подхода зависит от типа материала: при работе с металлами предпочтительнее использовать фемтосекундные импульсы, а при работе с полимерами – пикосекундные ультрафиолетовые лазеры.
В будущем потребуется большая производительность лазерных систем. Одним из способов является технология разделения лазерного луча, которая увеличит производительность за счет нескольких одновременно обрабатываемых областей. Разделение луча также снизит себестоимость процесса, так как для выполнения операций понадобится один высококачественный лазерных источник, а не несколько. Многолучевой метод, скомбинированный с современными технологиями сканирования, считается приоритетным способом повысить продуктивность и снизить себестоимость.
Качество пучка
Точность и повторяемость размеров произведенных с использованием лазеров деталей в равной степени зависит от механических систем позиционирования и от качества доставки пучка. Повышение качества пучка также позволит эффективно разделять его для многолучевой обработки. В свою очередь, резка или обработка крупных деталей с малой зоной термического воздействия может эффективно выполняться тонкой лазерной линией, что можно реализовать использованием дифракционных оптических элементов или разделением луча более чем на 100 отдельных точек, используемых отдельно или наложенных с перекрытием для формирования линии. Дифракционные оптические элементы могут создавать и другие пространственные распределения, полезные для повышения эффективности процессов резки, сварки и текстурирования поверхности.
Импульсы и серии импульсов
Еще одна инновация последовала за появлением возможности менять длительность импульса в ультрабыстрых лазерах, сохраняя высокое качество пучка и стабильное его позиционирование: появилась возможность синхронизировать импульсы и перемещение сканаторов. TRUMPF обещают продемонстрировать эту технологию в 2019 году.
Кроме длительности импульса, важно получить возможность контролировать последовательность и форму импульсов во времени. Подстройка количества и формы импульсов в серии может значительно повысить качество и скорость микрообработки.
Новые применения
Со снижением стоимости лазерных установок, в промышленности появились новые применения, например, текстурирование поверхности. Снижение стоимости поверхностной обработки стимулирует расширение спектра применений, например, сбор воды из тумана. В отличие от традиционных способов, подразумевающих использование больших площадей ткани, лазерное структурирование позволяет собрать то же количество воды с гораздо меньшей приемной площадки.
Новые лазеры
Инновации касаются и создания новых лазерных систем. Ученые из NIST создали лазер с частотой следования импульсов, в сто раз превышающей частоту обычных ультрабыстрых лазеров. В отличие от последних, работающих в режиме синхронизации мод, в новом лазере задействована электрооптическая схема, вырезающая последовательность импульсов из непрерывного излучения. Конечно, увеличение частоты следования импульсов снижает импульсную мощность, но во многих применениях это неважно, например, в биологии, когда интенсивность излучения должна оставаться низкой во избежание повреждения тканей.
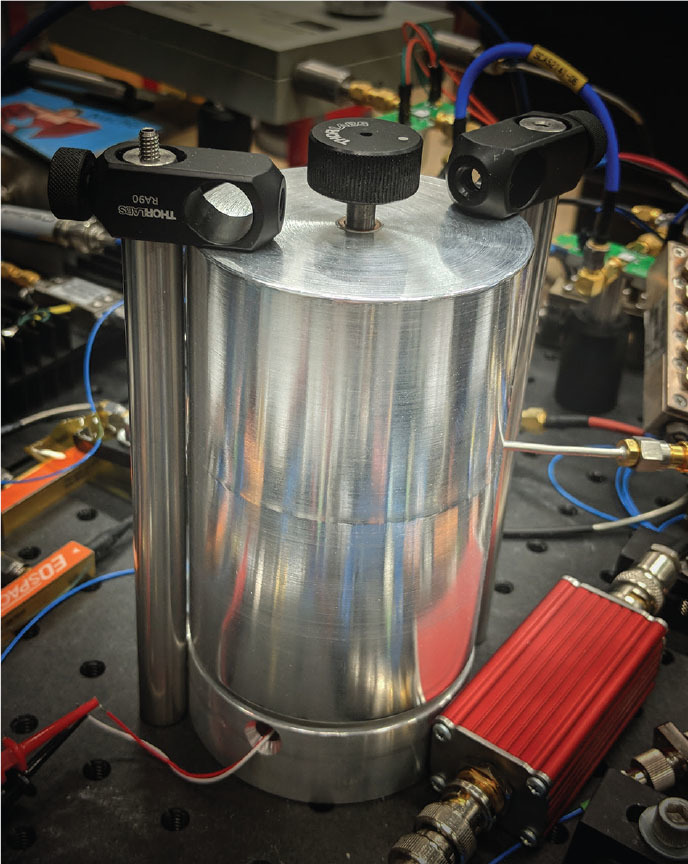
Микроволновый резонатор, снижающий электронный шум - ключевая деталь лазера с повышенной частотой следования импульсов






