
Представьте себе токарный станок, способный изготовить деталь с точностью до 6 микрон диаметром до 1 м., длиной до 12 м. и весом до 8 тонн. Впечатляет? Срок службы таких станков достигает 40 лет, а изготавливают их на заводе «Саста» в г. Сасово Рязанской области.

Участок общего монтажа станков, © sun9-13.userapi.com
Станки
«Саста» производит не только гигантов. Предприятие специализируется на средних и тяжелых токарных и трубонарезных станках, обрабатывающих центрах. Каталог завода включает 17 моделей различных размеров как с ручным управлением, так и с числовым программным управлением.

Участок монтажа крупногабаритных станков, © sun9-38.userapi.com
Сасовские станки работают в 39 странах мира. Их используют предприятия энергетики, судостроения, тяжелого и транспортного машиностроения, авиационно-космические предприятия и предприятия нефтегазового комплекса.
«Саста» активно работает над модельным рядом. За последние 3 года разработано и выпущено несколько новых моделей: токарные обрабатывающие центры с осью С и фрезерной функцией НТ500, токарный станок с гибкой системой управления «для всех» FLEX, тяжелый токарный станок с 2-мя проходными суппортами, осью С и осью У СА1350.

Как строят станки на заводе «Саста», изображение №58, © sun9-74.userapi.com
Завод
Строительство станокстроительного завода в Сасово началось в 1971-м году. Предприятие задумывалось для производства металлорежущих станков повышенной точности.
Свой первый станок - завод выпустил 45 лет назад, в 1975-м году.
Сегодня на предприятии действует конструкторский центр, который разрабатывает требования к новым станкам, технические проекты и конструкторскую документацию.
Инженеры «Састы» свои станки разрабатывают в системах автоматического проектирования (САПР). Конструкторская информация об изделии управляется централизованно PDM-системой (PDM — product data management, управление данными об изделии). Благодаря этому каждый конструктор при разработке узла сверяется с результатами работы коллег и использует библиотеку типовых решений, созданную на заводе.

Участок обработки корпусных деталей, © sun9-32.userapi.com
Сварочно-заготовительный участок
Завод реализует полный технологический цикл, который включает литейное, сварочно-заготовительное, механообрабатывающее и сборочное производства. Станочный парк «Састы» насчитывает 200 единиц оборудования.

Сварочно-заготовительный участок, © sun9-49.userapi.com
П и В
Каталог завода «Саста» включает 17 металлообрабатывающих станков. Из них 7 имеют класс точности «П» (повышенный) и 3 — «В» (высокий). Класс «П» означает, что станок гарантирует обработку детали с точностью до 6 микрон, класс «В» — до 4.
Давайте посмотрим, благодаря чему достигаются эти цифры.
На рисунке показана обобщенная схема станка:
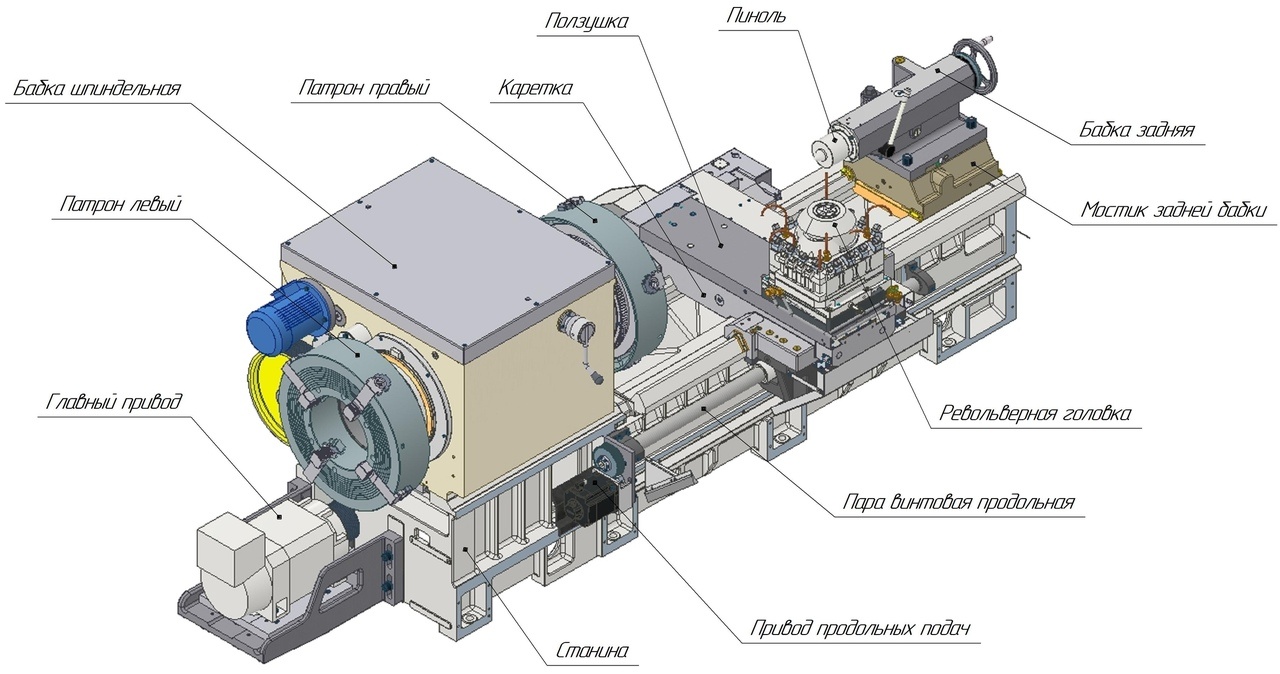
Как строят станки на заводе «Саста», изображение №7, © sun9-33.userapi.com
Деталь одним концом зажимается в патрон, другим — удерживается задней бабкой. Резец закрепляется на суппорте. Каретка суппорта перемещается вдоль детали винтом подачи, который вращается коробкой подач.
Таким образом, точность обработки детали определяется люфтом шпинделя, точностью соосности шпинделя и задней бабкой, люфтом каретки суппорта, плавностью и точностью ее подачи.
Но это не все. Конструкция станка должна исключать вибрации и обладать жесткостью, исключающей деформацию его узлов при высокой нагруженности. А если станок предназначен для обработки крупных деталей, то несущие узлы (станина, передняя и задняя бабки, шпиндельный узел) должны надежно удерживать тяжелую заготовку, масса которой может достигать нескольких тонн.
Решение этих задач усложняется тем, что станок должен сохранять свои характеристики на протяжении срока эксплуатации.
Жесткость
Жесткость и виброустойчивость станка обеспечивают тем, что его основные несущие узлы изготавливают литьем из чугуна, реже из высокоуглеродистой стали.
Литые детали для станков «Саста» изготавливает на собственном литейном производстве.

Подготовка к выпуску чугуна © sun9-42.userapi.com

Выпуск чугуна из индукционной печи емкостью 1.5 т. © sun9-30.userapi.com

Взятие пробы сплава перед заливкой формы © sun9-55.userapi.com

Снятие шлака с поверхности сплава © sun9-55.userapi.com
Подготовка к выпуску чугуна
При выплавке чугуна берут пробы, по которым определяют соответствие сплава необходимым свойствам: выполняется химический и спектральный анализ состава сплава, контроль микроструктуры, механические испытания.
По необходимости состав сплава корректируют добавкой присадок или шихты (измельченный металлический лом, чугун).

Подготовка литейной полуформы. На заводе используются холоднотвердеющие смеси, позволяющие получать литье высокой размерной точности. На модельную плиту устанавливается ящик, который затем заполняется формовочной смесью. Формовочная смесь готовится роторным смесителем (на фото - желтый агрегат), который смешивает кварцевый песок со смолой и катализатором, а затем подает ее в модельный ящик. После того, как смесь застынет, готовую полуформу извлекут из ящика, © sun9-57.userapi.com

Участок крупных литейных форм, © sun9-23.userapi.com

Установка стержней в литейную форму станины станка СА500, © sun9-22.userapi.com

Автоматизированная линия безопочной формовки. Модельные ящики, установленные на линию, заполняются формовочной смесью. После затвердевания смеси ящик подается на распаровщик, © sun9-65.userapi.com
Готовый сплав заливают в формы, для изготовления которых используют холоднотвердеющие смеси. Эта технология дает высокую размерную точность отливок и применяется для изготовления деталей различных размеров с качественной поверхностью.

Заливка станины токарного станка СА500, © sun9-59.userapi.com

Заливка станины станка СА700, © sun9-30.userapi.com

Как строят станки на заводе «Саста», изображение №22, © sun9-36.userapi.com
Формовочные смеси перед использованием проходят входной контроль в земельной лаборатории. На литейном производстве действует пять лабораторий: спектральная, механическая, металлографическая, химическая и земельная.

Спектральная лаборатория. Концентрацию легирующих элементов и примесей в сплаве измеряют эмиссионным спектрометром ДФС-500. По результатам анализа принимается решение о необходимости корректировки состава сплава, © sun9-51.userapi.com

В металлографической лаборатории выполняются контроль микроструктур чугунов и сталей, © sun9-23.userapi.com
От застывшей отливки отделяют фрагменты литниковой системы и зачищают заливы, затем направляют на термообработку.
Деталь равномерно прогревается до высокой температуры, а затем охлаждается. Благодаря этому в структуре металла снимаются внутренние напряжения и достигается однородность механических свойств отливки, что улучшает ее прочность и жесткость.

Обрубка станочной коробки подач, © sun9-9.userapi.com

Термический участок завода оборудован электропечью с выкатным подом. Благодаря термической обработке в структуре металла снимаются внутренние напряжения и достигается однородность механических свойств отливки, что улучшает ее прочность и жесткость, © sun9-52.userapi.com
В результате на выходе литейного производства получают литье с механическими свойствами, необходимыми для несущих узлов станка.
Точность
Крупные заготовки заготовки литых деталей, такие как станины, корпуса передних, задних бабок, каретки обрабатываются на участке обработки корпусных деталей.
Здесь работает автоматическая линия Toyoda, в которую входит два обрабатывающих центра Toyoda FA800S. Система подачи этой линии включает 50 паллет для установки деталей. Линия обеспечивает работу станков на 72 часа без вмешательства оператора. Оба обрабатывающих центра оснащены системой смены инструмента на 330 позиций, поэтому она выполняет обработку литой заготовки в полном объеме, включая высокоточную обработку поверхностей.

Автоматическая линия Toyoda. В ее состав входят два обрабатывающих центра Toyoda FA800S. Система подачи этой линии включает 50 паллет для установки обрабатываемых деталей. Линия обеспечивает работу станков на 72 часа без вмешательства оператора, © sun9-45.userapi.com
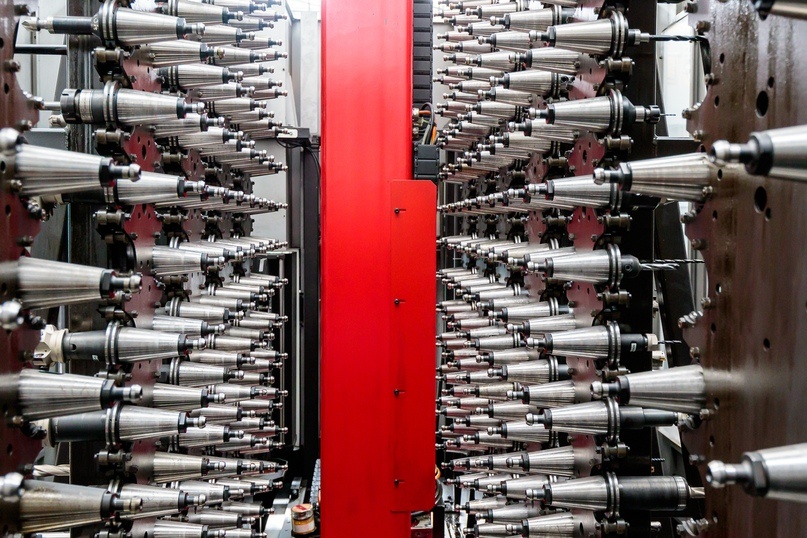
Оба обрабатывающих центра оснащены системой смены инструмента на 330 позиций. На фото - стройные ряды конусных оправок инструментов в системе смены инструментов обрабатывающего центра Toyoda FA800S, © sun9-51.userapi.com
Линия выполняет обработку литой заготовки в полном объеме, включая высокоточную обработку поверхностей, © sun9-70.userapi.com

Как строят станки на заводе «Саста», изображение №31, © sun9-48.userapi.com
Кроме расточных и фрезерных станков здесь применяется портально-фрезерный обрабатывающий центр с 2х-осевой поворотной головкой Micromat, предназначенный для прецизионной обработки крупногабаритных деталей.
Его дублером по номенклатуре обрабатываемых деталей является новый высокотехнологичный продольно-фрезерный станок.

Портально-фрезерный обрабатывающий центр с 2х-осевой поворотной головкой Micromat выполняет прецизионную обработку крупногабаритных деталей, © sun9-20.userapi.com

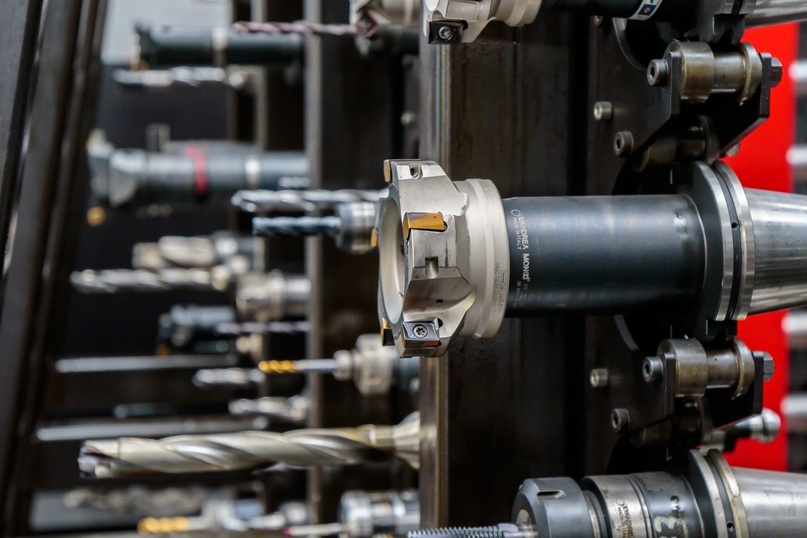
Портально-фрезерный обрабатывающий центр PC-4225, © sun9-14.userapi.com

Сменный инструмент портально-фрезерного обрабатывающего центра PC-4225, © sun9-60.userapi.com

Продольно-фрезерный станок формирует профиль призматических направляющих станины, © sun9-31.userapi.com
На призматические направляющие станины устанавливаются задняя бабка и каретка суппорта, поэтому шероховатость направляющих определяет точность позиционирования и плавность перемещения бабки и каретки, а следовательно и точность изготовления деталей.
Обработка призматических направляющих производится на продольно-шлифовальных станках. В основном это уникальное оборудование, производство которого уже прекращено, поэтому такие станки в хорошем состоянии в России и даже мире ценятся «на вес золота». Похвастаться наличием такого оборудования может далеко не каждое производство. На «Састе» таких станков четыре, с длиной столов — 4, 6, 7 и 7,5 метров. С их помощью решается сложная задача — изготовление длинномерных станин. Дело в том, что из-за технологических особенностей процесса литья невозможно изготовить цельнолитую станину длиной более 5-6 м., поэтому длинномерные станины собираются из модулей по 3 м., и только затем производится шлифование призматических направляющих.

Продольно-шлифовальный станок с длиной стола 7.5 м. © sun9-2.userapi.com

Продольно-шлифовальный станок с длиной стола 4 м. © sun9-17.userapi.com
Чистовая обработка шпиндельных узлов (которые для своих станков «Саста» изготавливает самостоятельно) выполняется на круглошлифовальном станке Studer.

Обработка шпиндельного узла на станке Studer, © sun9-17.userapi.com
Износоустойчивость деталей и рабочих поверхностей «Саста» достигает тремя методами обработки.
Перед механической обработкой литые детали проходят процесс искусственного старения, проводимый в электропечи. Деталь помещается в печь, нагревается до температуры, обозначенной в технологическом процессе, после чего выдерживается при этой температуре необходимое время. В процессе искусственного старения снимаются остаточные напряжения металла и повышается предел его прочности.

Электропечи. Перед механической обработкой литые детали проходят процесс искусственного старения, проводимый в электропечи. Деталь помещается в печь, нагревается до температуры, обозначенной в технологическом процессе, после чего выдерживается при этой температуре необходимое время. В процессе искусственного старения происходит снятие остаточных напряжений металла и повышается предел его прочности, © sun9-6.userapi.com

Печи химико-термической обработки. Химико-термическая обработка позволяет изменить химический состав и механические свойства поверхностей деталей, © sun9-59.userapi.com
Призматические направляющие станин, посадочные места подшипников, зубчатые колеса подвергаются поверхностной закалке, которая выполняется нагревом поверхности детали под действием тока высокой частоты. В результате механические свойства поверхности меняются, а свойства остальной детали остаются неизменными.

На переднем плане - станины, призматические направляющие которых прошли закалку током высокой частоты, слева - установка закалки стали током высокой частоты, на заднем плане - продольно-шлифовальный станок, © sun9-18.userapi.com
Химический состав и механические свойства всей поверхности детали изменяют химико-термической обработкой.
Производство
Станки собираются на двух участках: на участке общего монтажа станков и участке монтажа крупногабаритных станков.
Сборка станка начинается с обвязки станины (прокладка кабелей, установка датчиков и мелкого оборудования). Затем на нее устанавливают шпиндельную, заднюю бабки, каретку, а также механизмы передачи движения от двигателя (такие, как шарико-винтовые передачи), остальные узлы. Каждый этап сборки станка завершается контролем качества, который выполняют работники ОТК.
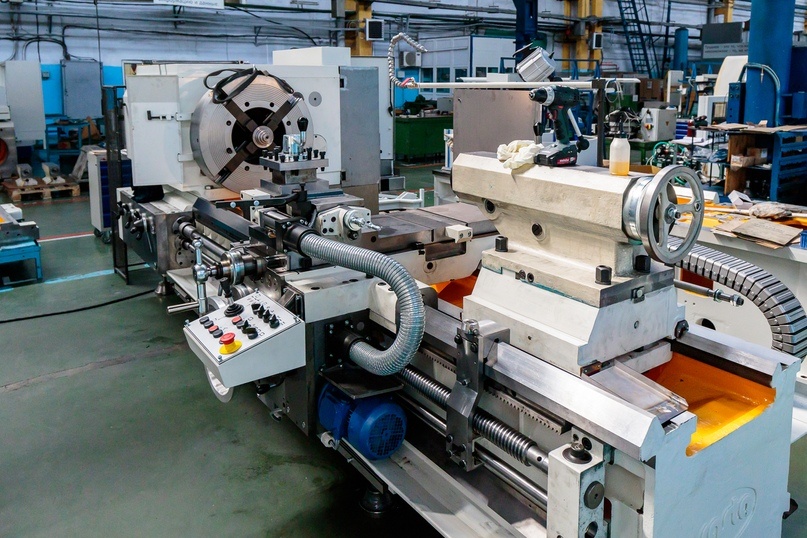
Универсальный трубонарезной станок СА983 на участке общего монтажа станков, © sun9-73.userapi.com

Установка револьверной головки на мостик, станок СА500, © sun9-13.userapi.com

Коробка передач токарного станка на участке узловой сборки станкостроительного завода “Саста”. Все узлы своих станков Саста собирает на собственном производстве. На каждый узел оформляется паспорт, в котором фиксируются результаты испытаний узла, © sun9-2.userapi.com

Токарно-фрезерный станок F.O.R.T. В рамках программы модернизации производства несколько токарных станков этой марки были поставлены на участок обработки мелких деталей. F.O.R.T. - российская торговая марка, под которой выпускает станки “Балтийская промышленная компания” (в ее состав с 2017 г. входит завод, © sun9-21.userapi.com
Зубофрезерный станок в работе, © sun9-45.userapi.com
Завершается сборка станка установкой защитных кожухов.
Узлы и агрегаты станков собираются на участке узловой сборки, панель электрошкафа и пульт управления — на участке электромонтажа.
Производство деталей для узлов выполняется на сварочно-заготовительном участке и участке обработки мелких деталей. Здесь свою магию творят гидроабразивные и лазерные станки, листогибы, прессы, токарное, фрезерное, зубофрезерное, строгальное и шлифовальное оборудование, на котором из стального проката изготавливают детали для узлов новых станков.

Сварочно-заготовительный участок, © sun9-71.userapi.com






