
Weingаrtner Maschinenbau, как и CERATIZIT GROUP, работают в сфере тяжёлого машиностроения не один десяток лет, поэтому неудивительно, что компании начали тесно сотрудничать в данной области. Показательным примером такого сотрудничества стал недавний проект по полному циклу обработки валка с закалённой поверхностью.
Интенсивная модернизация в высокотехнологичных отраслях Азии, таких как автомобильная, аэрокосмическая и машиностроительная, привела к тому, что местные производители станочного оборудования работают на пределе своих возможностей. Разрыв между спросом на рынке и имеющимся предложением в высокотехнологичном секторе экономики невозможно закрыть за счёт местных производителей, в связи с чем потребителям приходится смотреть в сторону импортного оборудования. В настоящее время практически половина всех заказов из Восточной Азии — это заказы на индивидуальные станки специального назначения, включая решения «под ключ». Тем временем спрос продолжает расти.

Станок MPMC был спроектирован по спецификации заказчика для полного цикла обработки валков (фото: Weingartner)
Производитель станков специального назначения для тяжёлого машиностроения
В сложившихся рыночных условиях Weingаrtner Maschinenbau становится наиболее логичным выбором для клиентов со всего мира. Являясь производителем специальных станков с головным офисом в Кирххаме (Австрия), компания предлагает готовые обрабатывающие решения, выполненные по спецификации заказчика, для нефтегазовой, насосной промышленности, производства и переработки пластмасс, а также энергетики и тяжёлого машиностроения. Группа компаний Weingаrtner за все эти годы с самого своего основания в 1965 году, сформировав профессиональную команду из 620 сотрудников, накопила огромный опыт в обработке крупногабаритных деталей. Технологические возможности по высокоточной обработке на специальных станках позволяют клиентам компании поставлять коленчатые валы для дизельных двигателей, валки для сталелитейной и целлюлозно-бумажной отраслей, шнеки экструдеров для пластмассовой индустрии и валы для турбин и стационарных электростанций по всему миру.
Многообещающее сотрудничество
Как поставщик готовых решений для тяжёлого машиностроения, Weingаrtner предлагает заказчикам индивидуально разработанные станки и программное обеспечение, технологии, отвечающие потребностям конкретной области применения, консультирование и обучение, а также глобальную сервисную поддержку: другими словами, полный комплект «под ключ». Такого же подхода придерживаются наши технологические партнеры, в частности компания CERATIZIT. Узкоспециальные знания, которыми обладают эти компании, делают их идеальными партнёрами друг для друга. Начало сотрудничеству между Weingаrtner и CERATIZIT было положено в 2012 году, и к настоящему времени компании построили успешные отношения на основе принципов доверия и надёжности.
Обработка деталей с твёрдостью материала 85 по Шору
Одним из последних примеров такого успешного сотрудничества был крупный проект, в рамках которого клиент хотел заменить линию для производства валков из 4 станков на один многофункциональный станок. При этом шлифование планировалось выполнять, как и раньше, на отдельном станке. Одной из сложностей, с которой пришлось столкнуться, была обработка материала валка, выполненного методом центробежного литья и имеющего твердость до 85 единиц по Шору. Толщина внешнего рабочего слоя валка составляет от 50 до 90 мм, а остальная часть валка, то есть материал сердцевины, гораздо мягче — с твердостью 38–45 по Шору. Помимо прочего на шейках валка нужно обрабатывать посадочные места под подшипники и приводные концы. Такое сочетание твёрдого и мягкого материала требует использования разного режущего инструмента из нитрида кремния, комбинированной керамики, карбидов и эльбора. Всё это разнообразие есть в ассортименте компании CERATIZIT.
В зависимости от типа валка комплексная технология обработки подразумевает широкий спектр операций, таких как токарная обработка, нарезание канавок, фрезерование, сверление, расточка и нарезание резьбы.

Два устройства загрузки с ЧПУ-управлением предназначены для установки и снятия валков (фото: Weingаrtner)
Концепция мехобработки предопределяет дизайн станка
Станки серии MPMC (многоцелевые обрабатывающие центры) компании Weingаrtner, специально разработанные для такой области применения, представляют собой горизонтальные токарно-фрезерные центры, на которых можно обрабатывать заготовки диаметром до 2000 мм, длиной до 15 м и весом до 80 тонн. В нашем примере максимально допустимый вес заготовки для каждого из двух обрабатывающих центров составляет 20 тонн. Благодаря токарно-фрезерной голове и обрабатывающим узлам с механизмом автоматической смены сложные детали можно выполнять на одном станке и с высокой производительностью. В зависимости от типа операции задействуется один из узлов: расточки, трохоидального фрезерования, зубофрезерования или глубокого сверления. Обрабатывающий центр MPMC для производства валков отличается тем, что в нём предусмотрено два вспомогательных устройства для загрузки заготовки и подвижный люнет — всё это с числовым управлением. Другой особенностью, непосредственно влияющей на дизайн инструмента, является ось В. Благодаря её наличию угол наклона режущего инструмента и глубина реза непрерывно корректируются под текущие условия мехобработки, тем самым обеспечивая высокую скорость подачи и производительность операции. В свою очередь, ось Y позволяет расположить резец непосредственно над осью детали, что значительно повышает устойчивость инструмента.
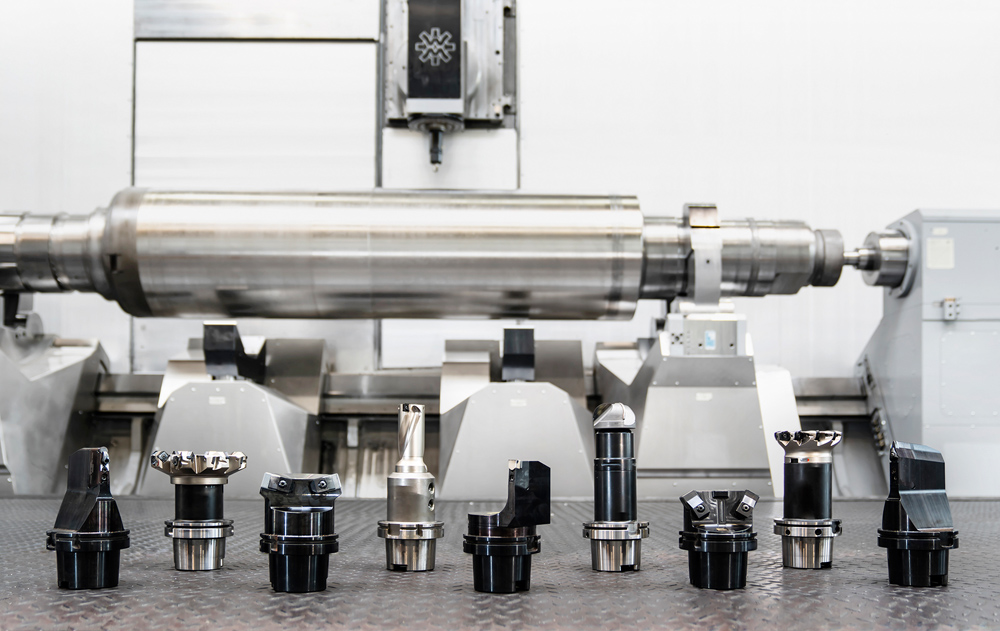
Полный комплект инструментов для мехобработки валков был поставлен подразделением Heavy-Duty, ответственным за проекты тяжёлого машиностроения — в частности, за обработку валков в компании CERATIZIT (фото: Weingаrtner)
Комплексное решение для обработки валков
Высокая твёрдость материала и глубина резания до 20 мм — вот основные трудности, которые приходится решать при обработке валков. Свою роль также может сыграть неоднородность материала. Касательно собственно процесса мехобработки, первостепенное значение имеют длительность цикла обработки, срок службы и безопасность процесса. С учётом всех перечисленных факторов CERATIZIT подобрал готовый комплект инструментов для обработки таких деталей. В комплект входят инструменты для токарной обработки, вырезания канавок, фрезерования, нарезания резьб фрезерованием и метчиком, а также системы сверления — все инструменты от ведущих брендов подразделения Cutting solutions, а именно: CERATIZIT, KOMET, WNT и KLENK.
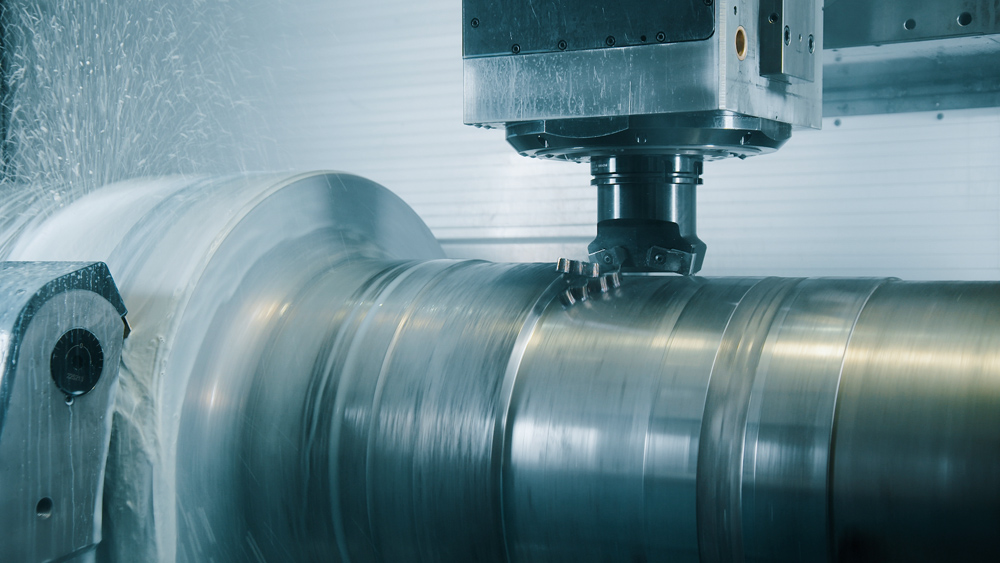
Ось В обрабатывающего центра позволяет корректировать угол наклона под необходимую длину реза во время токарной обработки, тем самым повышая скорость подачи (фото: Weingаrtner)
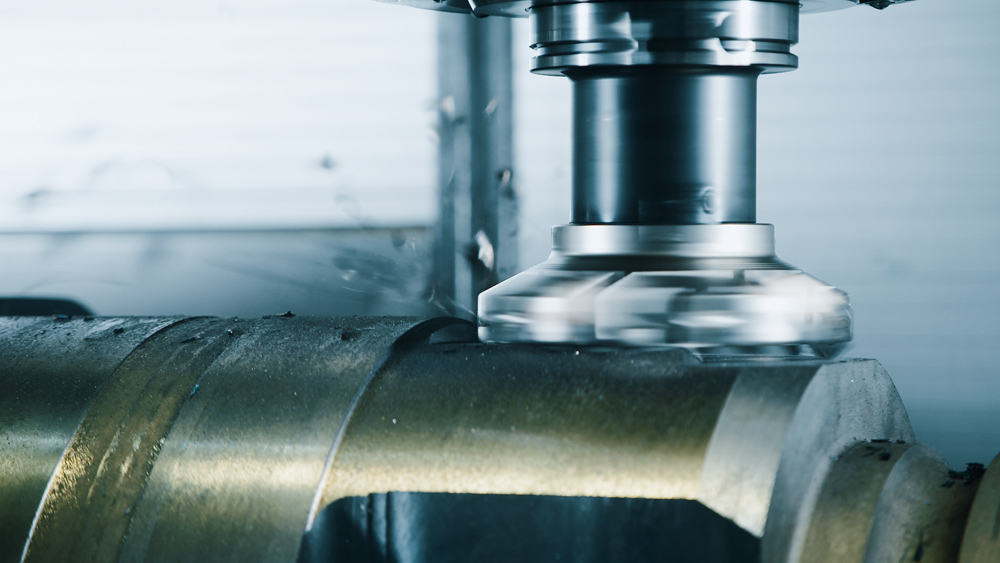
Фрезерование приводных концов при помощи системы торцевого фрезерования MaxiMill A271 от CERATIZIT
Для тяжёлой токарной обработки предлагаются режущие пластины LNMR 50, SCMT 38 и SN 25 с длиной резания 50 мм, 38 мм и 25мм соответственно. Для нарезания канавок шириной от 16 до 60 мм предусмотрена система HX, с помощью которой можно получить нужный профиль на шейках, заплечиках или отдельных валках. На шейках есть участки, которым требуется фрезерование, а именно: радиус проточки и приводные концы. Для этих целей разработан инструмент серии AHDM для тяжёлой мехобработки и AHFC для высокоскоростной мехобработки, а также фрезы MAxiiMill A271 для торцевого и специального радиусного фрезерования. Данная фреза, оснащённая десятью пластинами, обеспечивает чрезвычайно высокую скорость подачи на зуб с малой глубиной реза для достижения исключительной производительности. На этом же участке для финишной обработки приводных концов CERATIZIT использует концевые фрезы VHM и резцы CBN для чистового фрезерования. Инструмент для сверления от CERATIZIT может использоваться для обработки деталей диаметром до 155 мм, а для глубокого сверления максимальная длина обработки достигает 60хD. Этот диапазон обработки покрывается линейкой MaxiDrill MD90, которая включает в себя свёрла с механическим креплением многогранных режущих пластин для диаметров от 12 до 63 мм и цельные инструменты из карбида для отверстий меньшего диаметра. Возможно также изготовление резьб до М2 для деталей весом до 18 тонн.
Готовность к новым проектам
Обрабатывающие центры тем временем прошли предварительную приёмку. Теперь станки разберут и отправят в пункт назначения для монтажа у заказчика и окончательной приёмки с участием специалистов компаний Weingartner и CERATIZIT. Обе компании единодушны во мнении, что комплексный, ориентированный и профессиональный сервис имеет первостепенное значение для региональных рынков. Особенно это справедливо в отношении поставщиков готовых решений для тяжёлого машиностроения, которые стремятся расширить географию и объёмы своих поставок. В конце концов, возможности для этого на рынке есть.
Контактная информация
CERATIZIT Deutschland GmbH
Норберт Штаттлер \ Даймлерштрассе 70 \
D-87437 Кемптен
Тел.: +49 831 570103405
E-mail: norbert.stattler@ceratizit.com
Веб-сайт: www.ceratizit.com
Weingаrtner Maschinenbau GmbH
Катарина Кастнер \
A-4656 Кирхам \ Кирхам 29
Тел.:+43 7619 210315
E-mail: K.kastner@weingartner.com
Веб-сайт: www.weingartner.com
Опубликовано от имени:
CERATIZIT Deutschland GmbH
Маркетинг \ Связи с общественностью
Даймлерштрасе 70 \
87437 Кемптен \ Германия
Тел.: +49 831 57010–3405
Факс: +49 831 57010–3649
E-mail: Norbert.Stattler@ceratizit.com
www.ceratizit.com
Источник журнал "РИТМ машиностроения" № 5-2020
Еще больше новостей |





