
Перспективы применения лазерной резки в судостроении стали активно обсуждаться еще в 90-х годах прошлого столетия. Доказывалась ее бóльшая экономическая эффективность по сравнению с другими типами резки при обработке сталей толщиной до 10-15 мм. Отмечались такие несомненные преимущества, как высокая точность вырезки деталей и качество их кромок, практически исключающие необходимость дополнительной мехобработки. Делались прогнозы о скором появлении автоматизированных комплексов лазерной резки и сварки.
За два с лишним десятилетия лазерные технологии значительно шагнули вперед, стоимость лазерного оборудования существенно снизилась, на смену газовым лазерам пришли волоконные, однако, российские верфи отдают сегодня предпочтение плазменной и кислородо-ацетиленовой технологиям резки. Почему лазеры так медленно проникают в судостроение и возможен ли рост их популярности, мы спросили у экспертов отрасли.
Алексей Коруков, ВНИТЭП
Лазерная резка в судостроение давно проникла, но не в нашей стране. В России мы готовы раскраивать для верфей корпусную сталь и доставлять готовые детали. Цена раскроя около 8 тысяч рублей за тонну. Мы делаем очистку и грунтовку деталей на поточных линиях. Грунт - под сварку. Размеры – до 3 000 х 24 000 мм.
Денис Петрищев, Юнимаш НПО
Проверенные десятилетиями и отлаженные технологические процессы зачастую могут служить препятствием для внедрения новых методов обработки металла несмотря на всю их эффективность. Тем не менее, производители катеров и малотоннажных судов уже сейчас начинают обращать повышенное внимание на преимущества лазерной резки при производстве своей продукции.
С учетом непрерывно растущей технологичности и производительности лазерных раскройных комплексов, велика вероятность, что следующее поколение оборудования для раскроя металла на верфях будет во многом использовать именно лазерные способы резки.
Яков Певзнер, ИЛИСТ
На процесс внедрения лазерных технологий влияет ряд факторов, как объективных, так и субъективных. Основными субъективными факторами являются консервативность любой устойчивой технологической цепочки, что для таких ответственных отраслей производства, как судостроение следует признать необходимостью и инерция мышления, которую необходимо преодолевать.
К объективными факторам следует, прежде всего, отнести то, что подавляющее большинство задач успешно решаются традиционными термическими методами и механической обработкой.
На какие судостроительные предприятия вы поставляли оборудование для лазерной резки?
Сергей Смирнов, ЦК СПА
Мы являемся производителем инструмента, который поставляем станкостроителям. В сегменте судостроения нашими партнерами являются ЦТСС и ИЛИСТ, конечных клиентов мы не всегда отслеживаем. Знаю, что комплексы лазерной резки на базе нашего оборудования трудятся на «Северной Верфи» и «Звездочке».
Алексей Коруков, ВНИТЭП
Карантин помещал контактам с корейскими и японскими судостроительными компаниями на предмет установки линий с 15 кВт лазерами. После возвращения к нормальной жизни вместе с нашими тайваньскими партнерами начнем переговоры.

Цех ЗАО «Чебоксарское предприятие «Сеспель» с двумя комплексами лазерной резки компании «ВНИТЭП». Станки линейки КС обладают зоной обработки до 2550х12250 мм и скоростью обработки до 170 м/мин. На них может устанавливаться лазер мощностью до 15 кВт / «ВНИТЭП», ООО
Денис Петрищев, Юнимаш НПО
Наши комплексы поставлены в числе прочего на предприятия по изготовлению катеров и кораблей на воздушной подушке. Кроме того, станки лазерной резки Unimach активно используются при изготовлении судов с электрическим движителем, которые производятся на судоверфи НПО «Морсвязавтоматика».
Разделяете ли вы мнение, что лазерная резка, начавшая развитие с диапазона тонких металлов, сегодня теснит плазменную резку в сегменте более толстых материалов. Стали какой толщины становится выгоднее раскраивать с помощью лазера?
Денис Петрищев, Юнимаш НПО
Современные технологии лазерной резки позволяют производить раскрой металлов толщиной до 40-45 мм. А качественная резка 10 мм черной стали доступна сегодня даже для лазерных станков начального уровня с излучателем в 1 кВт. Если же взять источники большей мощности, к примеру, в 12 или 15 кВт, то можно вести речь о производительной резке толщин и в 20-25 мм.
Отдельно стоит отметить, что по сравнению с оборудованием плазменной резки, лазерные раскройные комплексы имеют несопоставимо меньшие затраты на расходные материалы, особенно при раскрое сборок со значительным количеством врезок.
Сергей Смирнов, ЦК СПА
У каждого процесса обработки материалов своя ниша. В случае лазерного излучения это область до 25 мм. Однако у нас имеются технологии, которые позволяют производить лазерный раскрой материалов толщиной 45 мм с низкой шероховатостью реза.
Алексей Коруков, ВНИТЭП
До 12 мм однозначно выгоднее. Там, где толщины больше - зависит от размера деталей. Для мелких деталей – экономия за счет уменьшения расхода металла от 10%. Большая экономия на пирсинге, когда выполняется много отверстий.

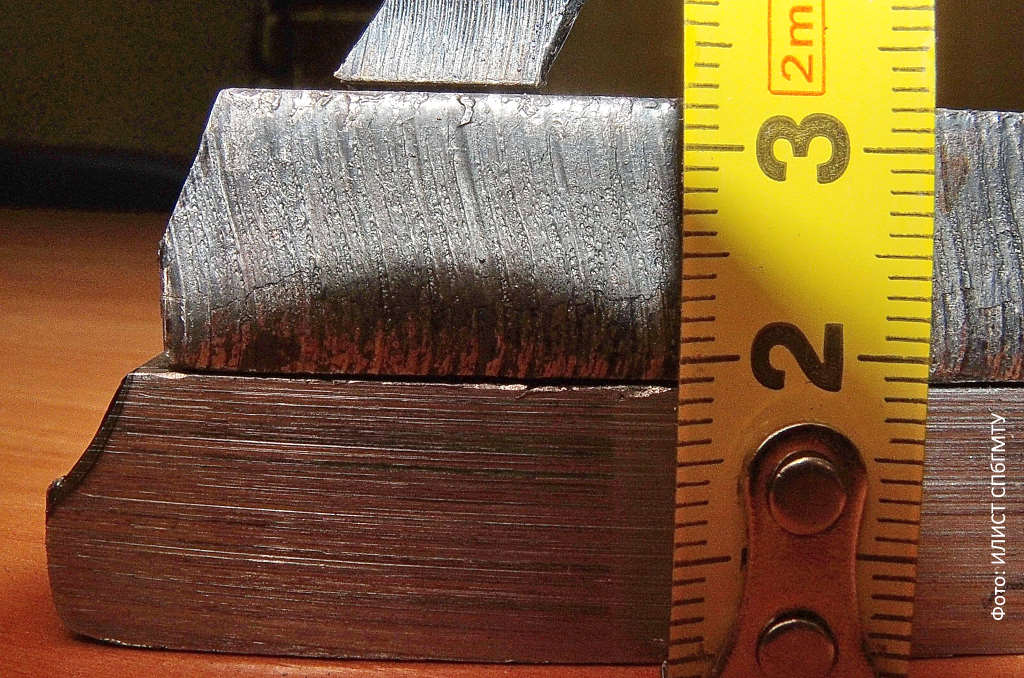
Резка стали толщиной 24 мм волноводным CO2 лазером мощностью 5 кВт / ИЛИСТ СПбГМТУ
Яков Певзнер, ИЛИСТ
Ответ неоднозначный. Идет процесс взаимного сближения областей рационального применения обоих технологий. С одной стороны, плазменная резка в последние 15 лет значительно прогрессировала, как по точностным, так и по качественным показателям в области средних и малых толщин. С дугой - лазерная резка с появлением волоконных лазеров уверенно двигается в область рационального применения при резке металлов больших толщин.
Рациональность лазерного раскроя зависит от требуемой точности и превысила границу порядка 10 мм, где и перекрывается с областью рационального применения плазменного раскроя.
Лазерную резку отличает точность, минимальная зона закалки и деформация листа, высокое качество кромки. Что еще можно включить в этот список? Какие минусы имеет лазерная резка?
Яков Певзнер, ИЛИСТ
Применение лазерной резки характеризуется более высокими требованиями к характеристикам металла, стоимостями оборудования, обслуживания и сервиса, повышенными требованиями к обслуживающему персоналу.
К существенному недостатку плазменного раскроя следует отнести образование большого количества отходов в виде шлака.
Кромка реза металла больших толщин. Использовался волоконный лазер мощностью 6 кВт / ИЛИСТ СПбГМТУ
Денис Петрищев, Юнимаш НПО
К плюсам лазерной резки можно отнести возможность вырезания отверстий диаметром меньше трети толщины листа, низкие эксплуатационные расходы и малое количество расходных материалов. При этом волоконные источники уже имеют значительную устойчивость к обратным отражениям, что актуально для обработки цветных металлов. Минусы – ограничение по толщине (не более 40-45 мм для углеродистой стали), а также меньшая по сравнению с плазмой скорость реза больших толщин.
Алексей Коруков, ВНИТЭП
Достоинства – малое время пирсинга, экономия на расходниках, эффективное использование металла. Минусы – необходимы более чистые режущие газы и высокая квалификация сервисных специалистов.
Судостроение довольно пыльная индустрия. Насколько этот фактор влияет на внедрение лазерных технологий?
Денис Петрищев, Юнимаш НПО
В эпоху доволоконных лазеров, когда оптический тракт передачи излучения был громоздким и достаточно открытым, наличие пыли на производстве составляло серьезную проблему. С переходом на оптоволоконную технологию данный фактор стал доставлять владельцам лазерных раскройных комплексов значительно меньше проблем. Чрезмерная запыленность, безусловно, не идет на пользу никакому оборудованию, работающему с прецизионной точностью, и лазерные станки тут не исключение. Тем не менее, современные установки лазерной резки имеют на сегодняшний день ряд решений, которые позволяют свести к минимуму влияние пыли – это и специальные герметичные конструкции оптических головок, и использование координатных систем без прямой механической передачи, и другие решения.
Яков Певзнер, ИЛИСТ
Этот фактор ужесточает требования к оборудованию.
Какой мощности лазера сегодня достаточно для решения основного круга задач в судостроении?
Денис Петрищев, Юнимаш НПО
Это во многом зависит от конкретных задач. Для каких-то изделий достаточно и двух киловатт, для каких-то может понадобиться и 15. Если речь идет о том, чтобы производительно обрабатывать металлы толщиной и 1, и 30 мм – установка мощностью 15 кВт перекроет практически любые потребности.
Алексей Коруков, ВНИТЭП
Советую использовать от 6 кВт и выше. Опыт показывает наибольшую эффективность 15 кВт лазера.
Сергей Смирнов, ЦК СПА
Если говорить о лазерной резке – 3-4 кВт, если о лазерной сварке – 15-20 кВт, для процесса лазерной наплавки – 3 кВт.
Насколько востребован в российском судостроении качественный рез, который дает лазерная резка?
Яков Певзнер, ИЛИСТ
Востребованность высокоточной лазерной резки будет неизбежно возрастать в процессе цифровой трансформации судостроительной отрасли.
Алексей Коруков, ВНИТЭП
Настолько, насколько российское судостроение заинтересовано в увеличении производительности и уменьшении себестоимости. По опыту знаю, судостроительные предприятия решают задачу создания максимального количества рабочих мест. Обычный ответ директора на предложения о сотрудничестве: а куда я рабочих дену? По поводу металлоемкости – предприятия не в рынке. Отсутствие конкуренции. Нет причин снижать себестоимость.
Сергей Смирнов, ЦК СПА
Вообще, учитывая малый размер пятна обработки во время сварки, это накладывает множество условий на процесс подготовки кромок перед сваркой (которые можно решить на этапе лазерной резки). Поэтому опыт показывает, что вначале организации приобретают лазерный источник для разделения материалов. После чего приобретается источник для соединения (сварки).
Денис Петрищев, Юнимаш НПО
Качественный шов, который позволяет получить лазерная резка, может серьезно повысить конкурентоспособность конечной продукции в судостроении. Точность вырезанных деталей снижает объем пригоночных работ при изготовлении корпусов, уменьшает, либо совсем исключает работы по зачистке кромок, дает возможность использовать сложные контуры реза для повышения жесткости и надежности конечных судовых конструкций.
Уходят ли в прошлое CO2-лазеры? В каких применениях газовые лазеры еще имеют преимущество или, по крайней мере, не уступают волоконным?
Сергей Смирнов, ЦК СПА
Да, уходят. При этом в некоторых моментах они еще выигрывают в процессе резки, в том числе и толстых материалов. Например, качественное разделение неметаллических изделий возможно исключительно с использование CO2 лазера.
Если сравнивать лазеры для резки металлов, то CO2 лазер дает более высокое качество реза, чем волоконные лазеры. Однако размер волоконных лазеров, простота и мобильность передачи излучения делают их более предпочтительными.
Яков Певзнер, ИЛИСТ
В области промышленной лазерной резки металлов намечается возрастающий интерес к применению волоконных лазеров. Основным сдерживающим фактором этого процесса на сегодняшний день является десятилетиями наработанная технологическая база с использованием СО2 лазеров.
Денис Петрищев, Юнимаш НПО
В металлообработке оптоволоконные лазеры уже занимают доминирующее положение. Главное преимущество газовых лазеров – раскрой неметаллов, но простота эксплуатации, надежность, минимальная стоимость обслуживания вывели волоконные лазерные источники в лидеры отрасли лазерной резки металлов.
На что стоит обратить внимание при выборе раскройного комплекса? На чем не стоит экономить?
Сергей Смирнов, ЦК СПА
Однозначно не стоит экономить на обрабатывающем инструменте (головке для лазерной обработки) и лазерном источнике. Нужно обращать внимание на локальное сервисное обслуживание и портфолио поставщиков. В противном случае клиент будет вечно решать вопросы средств производства вместо вопросов производства.
Яков Певзнер, ИЛИСТ
При выборе раскройного комплекса необходимо обращать внимание на следующие основные характеристики: мощность лазера, максимальные скорости и ускорения рабочих и холостых переходов, точность отработки траекторий и позиционирования, наличие сменных паллет, вспомогательных загрузчиков и систем съема изделий, степень автоматизации текущего технического обслуживания и, наконец, полноту технологических таблиц.
Следует отметить, что эффективность использования комплекса при массовом производстве очень сильно зависит от включения в логистическую цепочку автоматизированного склада заготовок и готовой продукции.
Денис Петрищев, Юнимаш НПО
Стоит смотреть на фактические, а не рекламные характеристики поставляемого оборудования, на фактический срок гарантии, на скорость и качество сервисного обслуживания, на референс-лист поставленного компанией оборудования.
Алексей Коруков, ВНИТЭП
На экономику. Необходимо иметь двух-трех поставщиков заготовок и устраивать конкуренцию. Опыт говорит, что предприятия часто используют свое оборудование неэффективно. Это относится ко всем странам.
Насколько важен параметр «ускорение» при выборе высокопроизводительного комплекса?
Денис Петрищев, Юнимаш НПО
При обработке тонколистовых сталей он является решающим. Реализация высокодинамичных перемещений оптической головки позволяет получить исключительную производительность при раскрое сложных контуров. Это особенно важно для станков с высокой мощностью излучателя, где скорость обработки тонколистового металла уже может в большей степени зависеть не от возможностей лазерного источника, а от характеристик координатной системы. Для обеспечения высокой динамики мы предлагаем нашим клиентам лазерные станки с мощными линейными приводами собственной разработки и производства.
Новую модель в линейке станков Unimach – LaserCut Ultra – отличает координатная система с возможностью ускорения режущей головки до 5G и скоростью холостых перемещений до 330 м/мин / НПО Юнимаш, ООО
Алексей Коруков, ВНИТЭП
Для обработки тонких металлов этот параметр очень важен, но часто это чисто теоретический, абстрактный параметр. Особенно для судостроения. Важно контролировать производительность. Компании, заинтересованные в этом параметре, фиксируют время резки пачки металла. Ведь на гонках кроме мощности мотора, важно качество подвески, рулевого управления и водителя. Также и в лазерной резке производительность – это комплексный показатель.
Рост скорости обработки ведет к необходимости ускорения других технологических операций. Способны ли ваша компания автоматизировать комплекс лазерной резки? Какие операции можно автоматизировать?
Алексей Коруков, ВНИТЭП
Мы это делаем много лет. Автоматизируем загрузку и разгрузку.
Яков Певзнер, ИЛИСТ
Институт лазерных и сварочных технологий СПбГМТУ не поставляет комплексы лазерной резки, но может помочь автоматизировать входной контроль материала, подаваемого на резку, как по химическому составу, так и по габаритам.
Денис Петрищев, Юнимаш НПО
Мы предлагаем нашим клиентам решения, позволяющие автоматизировать многие операции в процессе резки металла. Пневматические системы подачи и выгрузки листа, конвейер для сбора отходов, автоматические сменные столы, беспроводные штрих-кодовые системы для работы с заготовками – все это позволяет получить клиентам максимальное удобство и производительность.
Сергей Смирнов, ЦК СПА
Мы являемся производителем инструмента – лазерных головок. В них интегрировано множество датчиков контроля и состояния (мониторинг пробивки отверстий, температуры линз, верхнего и нижнего защитных стекол, давления, влажности и многого другого). Если говорить о лазерной сварке, мы способны автоматизировать ее полностью, начиная с этапа поиска расположения изделия, швов, разделок, заканчивая созданием сварочной программы с адаптацией движения робота/станка.
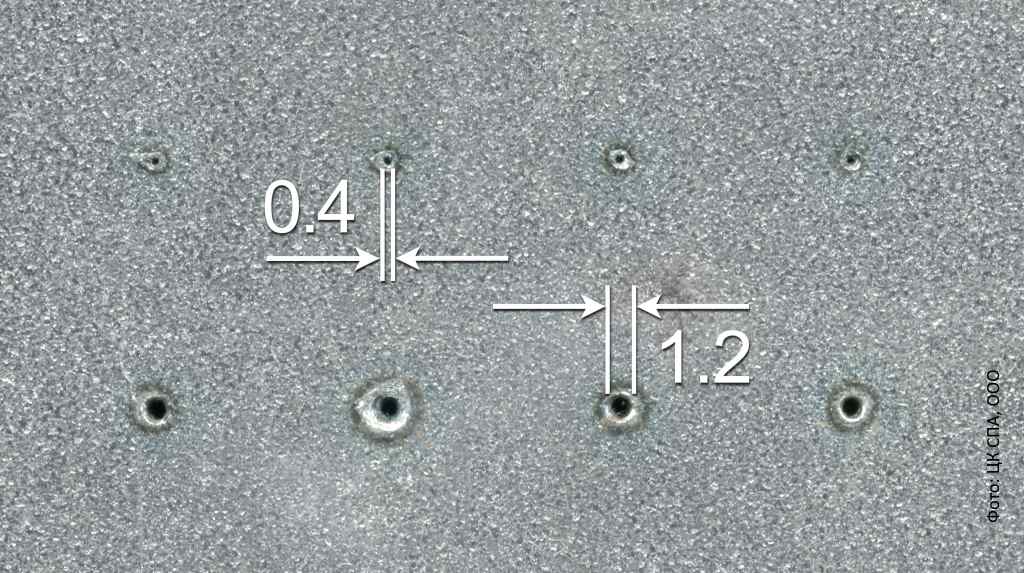
Высокоточная пробивка отверстий с помощью установки для лазерной резки / ЦК СПА, ООО
Какими преимуществами обладает ваше оборудование для лазерной резки?
Сергей Смирнов, ЦК СПА
Мы являемся компанией, которая с 70-х годов прошлого века производит высококачественный инструмент для лазерной обработки и средства автоматизации и контроля процессов лазерной обработки. Мы являемся одной из двух компаний в мире, которая производит головки для резки, работающие с излучением более 15 кВт.
Алексей Коруков, ВНИТЭП
Производительность, надежность, отличный сервис, технологическая поддержка. Наши станки работают в США, Тайване и т.д. Их покупают крупные компании Russel Metals, Legrand, Palfinger, NIBE, КамАЗ, «Иркут» и др.
Денис Петрищев, Юнимаш НПО
К преимуществам оборудования для лазерной резки Unimach следует отнести координатные системы с высокими динамическими и скоростными характеристиками, автофокусную оптическую головку собственного производства с системой бокового слежения, ЧПУ, удобное ПО собственной разработки, оперативный и надежный сервис.

Один из крупнейших лазерных комплексов в мире, позволяющий сваривать панели размером 30х30 м. Расположен на немецкой верфи Meyer Werft / Meyer Werft
В российском судостроении не приживаются ни лазерная резка, ни лазерная сварка, а, например, на немецкой Meyer Werft уже более десяти дет действует крупнейший в Европе лазерный центр с линией сварки 12-ти киловатными лазерами, и компания пытается создать экономически рентабельную лазерную установку, способную варить 30 мм сталь. На судостроительном заводе в немецком Варнемюнде с помощью лазерной гибридной сварки производят судовые секции размером 25х16 кв. м. А итальянская верфь Fincantieri заказывает линию гибридной лазерной сварки длиной 300 м для производства плоских секций. Когда лазерные технологии станут востребованы у нас?
Алексей Коруков, ВНИТЭП
Мы используем 15 кВт лазер, что значительно эффективнее 12 кВт. На некоторых толщинах – до четырех раз. По нашим оценкам и опыту, производительность одной раскройной машины составляет от 5 тыс. тонн в месяц.
Сергей Смирнов, ЦК СПА
Лазерные технологии на наших верфях уже используются, не в таких масштабах, конечно, но все идет к этому.
Яков Певзнер, ИЛИСТ
Основным препятствием для внедрения лазерных методов обработки в российском судостроении является высокая стоимость оборудования.
Денис Петрищев, Юнимаш НПО
Когда загруженность судостроительных заводов позволит им интенсивно вкладываться в современное технологичное оборудование. Лазерные раскройные комплексы имеют свои несомненные достоинства, и умение грамотно воспользоваться ими в судостроении даст заметную фору тому, кто сделает это первым.
Еще больше новостей |




