

В области машиностроения метод электроэрозионной обработки обеспечивает эффективную производственную технологию для обработки твердых материалов с улучшенными физическими и механическими свойствами и точность размеров. Однако такой метод вызывает значительные микроструктурные изменения в поверхностном слое заготовки. Образовавшиеся дефекты приводят к возникновению трещин, которые в свою очередь распространяются вглубь детали и разрушают ее. Поэтому изделия, полученные с применением такой технологии, требуют последующей финишной обработки для удаления дефектов. Оптимальным решением является применение комплексной электрофизической технологии, включающей первоначальную электроэрозионную обработку деталей и последующую электролитно-плазменную обработку для снятия поверхностного дефектного слоя. Ученые Пермского Политеха разработали прототип комплексной технологии электрофизической обработки сложнопрофильных деталей, которая обеспечит качество и эксплуатационные характеристики обрабатываемых изделий.
Результаты исследования опубликованы в журнале «Materials», №11, 2023. Работа выполнена при поддержке Российского научного фонда, номер гранта № 23-29-00104.
Электроэрозионная обработка используется для резки материалов высокой твердости, дает возможность вырезать сложные формы, которые невозможно получить с помощью традиционных методов, например острые внутренние кромки и глубокие полости (экструзионные штампы, шлицы, ротационные формы). Такой метод находит применение в самых разных отраслях – от автомобильной до аэрокосмической. Все чаще его используют в производстве протезов, имплантатов и хирургических инструментов.

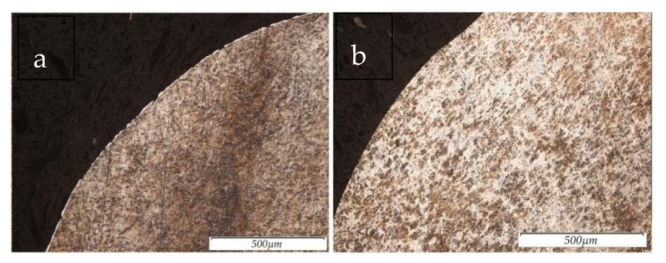
a) Электроэрозионная обработка на черновом режиме. b)Электроэрозионная обработка на черновом режиме и последующая ЭПП
a) Электроэрозионная обработка на чистовом режиме. b)Электроэрозионная обработка на режиме доводки и последующая ЭПП
Электроэрозионная обработка позволяет получать требуемую форму и размер металлического изделия с помощью импульса электрического тока. Но из-за неравномерного затвердевания от быстрого нагрева и охлаждения поверхностный слой деформируется, что в дальнейшем разрушительно влияет на всю деталь. Это обуславливает применение технологий для удаления дефектного слоя с изделия.
Применение комплексной электрофизической технологии ученых решает данную проблему. Она включает в себя первоначальную электроэрозионную обработку сложнопрофильных изделий на повышенных производительных режимах обработки и применение последующей финишной электролитно-плазменной обработки, которая позволяет снять поверхностный дефектный слой, а также обеспечить качество и эксплуатационные характеристики обрабатываемых изделий.
Метод электролитно-плазменной полировки (ЭПП) основан на плазменных и электрохимических процессах, возникающих в тонкой парогазовой оболочке у поверхности погруженного в раствор металлического электрода под действием высокого напряжения. Электрический ток, проходя через парогазовую область, влечет за собой возникновение плазменных процессов. Под воздействием микроразрядов происходит испарение выступов микрорельефа. Такой способ позволит отполировать поверхность заготовки за несколько минут независимо от ее геометрии.
В своей работе политехники изучили, как плазменно-электролитная полировка аустенитной стали влияет на свойства поверхностного слоя заготовки, то есть, как изменяется шероховатость обработанной поверхности, остаточное напряжение и усталостная долговечность образцов. Аустенитные стали обладают высокой прочностью, износостойкостью и стойкостью к коррозии. Они часто используются в автомобильной и машиностроительной промышленности, например, для элементов самолетных двигателей.
Для эксперимента ученые проводили электроэрозионную обработку на черновом и чистовом режиме. Скорость обработки чернового режима выше, но качество изделия хуже, чистовой же режим отличается высоким качеством обработки, но соответственно требует на это больше времени. Политехники изготовили 12 образцов, из которых шесть были обработаны на черновом режиме, шесть на чистовом режиме. После – половина из всех образцов подверглась плазменно-электролитной полировке.
– Для полировки использовался метод полного погружения заготовки. Напряжение на электродах составляло 380В. В качестве электролита использовали 5% раствор сульфата аммония. Раствор готовили, добавляя соль в воду и нагревая до 60 ℃ при постоянном перемешивании. Рабочая температура электролита 85 ℃. Время обработки образца было 5 минут, – рассказывает кандидат технических наук, директор высшей школы авиационного двигателестроения ПНИПУ Тимур Абляз.
Ученые установили, что в процессе электроэрозионной обработки образуется дефектный (белый) слой, и в режиме черновой обработки толщина белого слоя в 3,3 раза больше, чем в режиме чистовой. Технология ЭПП позволяет значительно уменьшить толщину белого слоя. Величина остаточных напряжений при процессе полировки так же уменьшается, в черновом режиме – на 61%, а в чистовом – на 36%.
Результаты эксперимента показали, что микрорельеф поверхности, полученный в результате процесса электроэрозионной обработки, сгладился после применения ЭПП. Это говорит об эффективности метода комплексной электрофизической обработки. Предложенная учеными технология позволит повысить долговечность и прочность сложнопрофильных изделий машиностроения.
Еще больше новостей |

