
Рассмотрена актуальная проблема развития и внедрения наукоемких технологий аддитивного производства, заключающаяся в высокой шероховатости поверхности готового изделия. В связи с этим появляется необходимость в введении в технологический процесс дополнительных операций механической, физико-химической и тепловой обработки, что послужило основанием для разработки и применения концепции аддитивно-субтрактивного производства.
Гибридизация является одной из ведущих стратегий в разработке более гибких и эффективных производственных систем и процессов. В общем случае гибридизация рассматривается как сочетание традиционных и нетрадиционных процессов производства (обработки). С другой стороны, разрабатывается концепция гибридных систем обработки (производства), в которых два или более отдельных процесса обработки/производства объединяются в одну систему. В частности, в гибридных станках (например, токарно-фрезерных центрах) интегрированы различные операции обработки в рамках одной обрабатывающей платформы [1].
К основным направлениям применения гибридных аддитивных систем относят [2–4]:
— ремонт (восстановление) частей деталей и конструкций;
— отделка поверхностей деталей;
— прецизионно-гибридное аддитивное производство (АП) (обеспечение более жестких допусков за счет возможности выращивания и фрезерования каждой поверхности в одной и той же эталонной системе координат);
— изготовление изделий сложной конфигурации за один технологический цикл (уменьшение общего количества операций за счет исключения промежуточных (например, сборки, сварки, пайки);
— изготовление изделий с различным химическим составом и программируемой структурой.
В последнее время наблюдается новая тенденция развития гибридных производственных процессов, объединяющих аддитивные и субтрактивные процессы [4–8], выполняемые на одной гибридной производственной платформе, состоящей из многофункционального (многозадачного) станка с числовым программным управлением (ЧПУ) и аддитивного модуля и имеющей возможность автоматического 3D-сканирования и контроля размеров [9, 10]. В результате аддитивное изготовление и финишная обработка детали осуществляются на одном станке без какой-либо дополнительной фиксации и транспортировки.
В [11] под понятием «гибридные процессы АП» понимают использование аддитивных технологий (АТ) совместно с одним или несколькими вторичными процессами или источниками энергии, которые синергетически влияют на качество деталей, функциональность и (или) производительность процесса.
Заметим, что в некоторых работах используют термин «интегрированная производственная система», понимая под этим группу машин, работающих вместе согласованным образом, увязанных системой управления материалами и органами управления (то есть органами управления, интегрированными производственными системами) для производства продукции.
Анализ литературных данных показывает, что АП наукоемких изделий из металлов и сплавов в большинстве случаев не обеспечивает требования чертежа по параметрам точности и качества поверхностного слоя. Поэтому эффективные технологии изготовления таких изделий в последнее время все чаще разрабатывают на основе концепции аддитивно-субтрактивного производства (ASM), позволяющей находить наиболее выгодное сочетание аддитивных и субтрактивных операций в интегрированном технологическом процессе [4, 6, 12, 13].
Субтрактивный компонент в гибридных аддитивно-субтрактивных процессах позволяет повысить точность конечных продуктов. Примером может служить применение операции фрезерования после осуществления суммарного послойного наращивания толщиной около 0,5 мм в машине Matsuura LUMEX Avance-25 компании Matsuura Machinery [14]. Далее наносится и фрезеруется следующий нарощенный слой. Такая обработка минимизирует совокупный эффект от ошибок капельного осаждения материала.
Лучевые технологии, такие как лазерная наплавка, очень легко интегрируются с другими процессами и фрезерными станками с ЧПУ посредством установки наплавочной головки на ось z фрезерного станка (рис. 1).
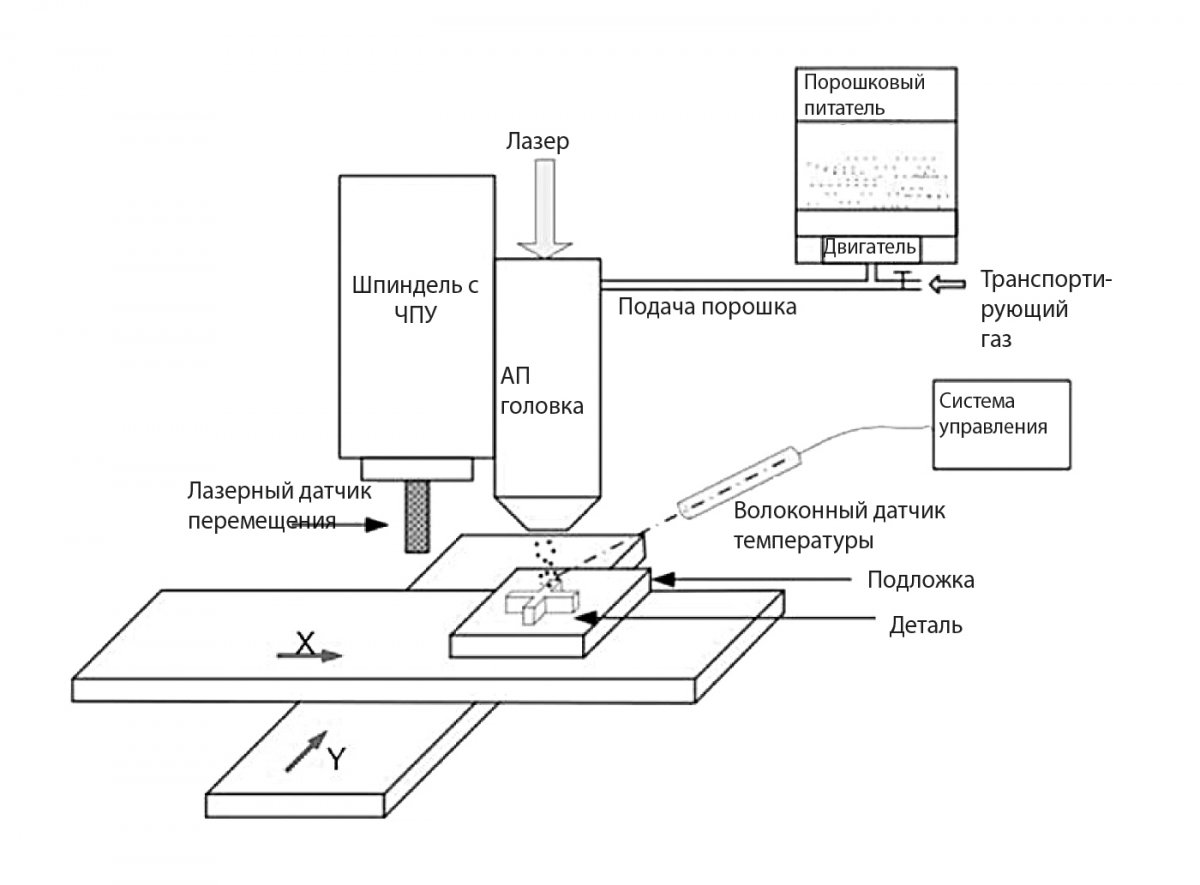
Рис. 1. Конструкция типового гибридного станка, оснащенного фрезерным шпинделем и головкой для лазерной наплавки
Например, модернизированный 5-осевой фрезерный станок с лазерной наплавочной головкой Nd:YAG и блоком подачи порошка управляются системой расширенного ЧПУ-контроля. Аналогично процесс прямого лазерного осаждения (DMD) с использованием Nd:YAG-лазера, коаксиального порошкового сопла и системы оцифровки был интегрирован в 3-осевой фрезерный станок [15]. Модель гибридного аддитивно-субтрактивного процесса после интеграции и оптимизации представлена на рис. 2.
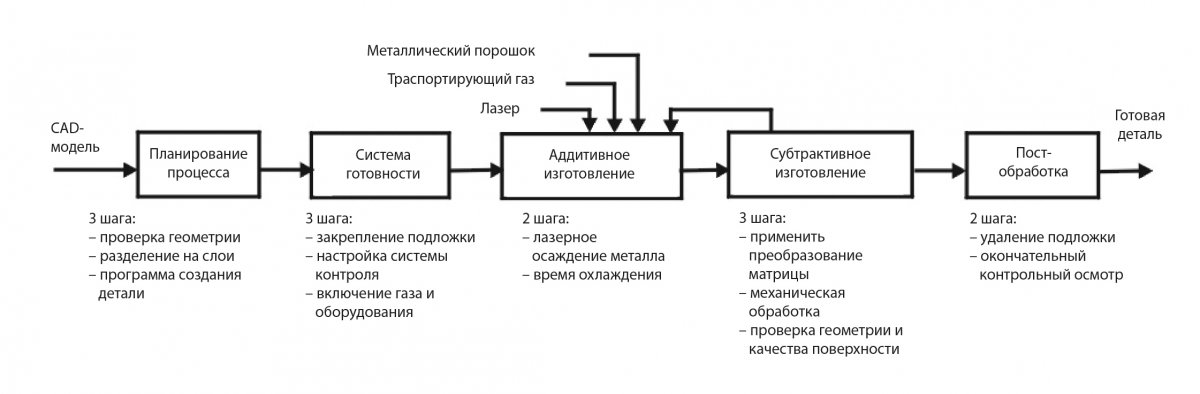
Рис. 2. Модель гибридного аддитивно-субтрактивного процесса после интеграции и оптимизации
Гибридное аддитивное производство, которое сочетает преимущества аддитивного и субтрактивного производства, интегрирует AП в традиционную производственную цепочку с компенсацией его недостатков и ограничений.
Таким образом, если в конце ХХ — начале ХХI веков интегрированное технологическое оборудование создавалось преимущественно на основе одного метода обработки (многоцелевые станки и обрабатывающие центры), то к настоящему времени созданы станки, позволяющие на одном рабочем месте использовать различные по своей природе процессы и методы воздействия на заготовку [16]. В таблице 1 приведена более общая классификационная модель гибридных технологий, основанная на различных комбинациях выполнения отдельных стадий обработки, основанных на различных методах (технологических переходах): АП — аддитивных, МО — механообработки, ГИП — горячего изостатического прессования, ФХМО — физико-химической обработки, НП — нанесения покрытий, ТР — технологии ремонта.
| Комбинация процессов, методов | Достигаемая цель |
|---|---|
|
АП + ГИП [17, 18]
МО + АП [16] АП в ТР [8, 21]
Комбинация различных технологий АП [22-24]
АП + ФХМО [25-26] АП + НП [27] |
Улучшение микроструктуры и Повышение точности и снижение шероховатости поверхности.
Снижение технологической Снижение эксплуатационных затрат, достижение заданной точности и механических характеристик. Повышение технико-экономической эффективности производства.
Повышение эксплуатационных свойств изделия. |
Наиболее известным подходом в области гибридного аддитивного производства была интеграция лазерной порошковой технологии (DED) в горизонтальный или вертикальный обрабатывающий центр, первые исследования были проведены в середине–конце 1990-х годов Клоке и Вирцем [28].
В таблице 2 представлена хронологическая шкала разработки и выпуска коммерческих гибридных систем, объединяющих технологию прямого подвода энергии и материала (DED) и субтрактивную механическую обработку [29].
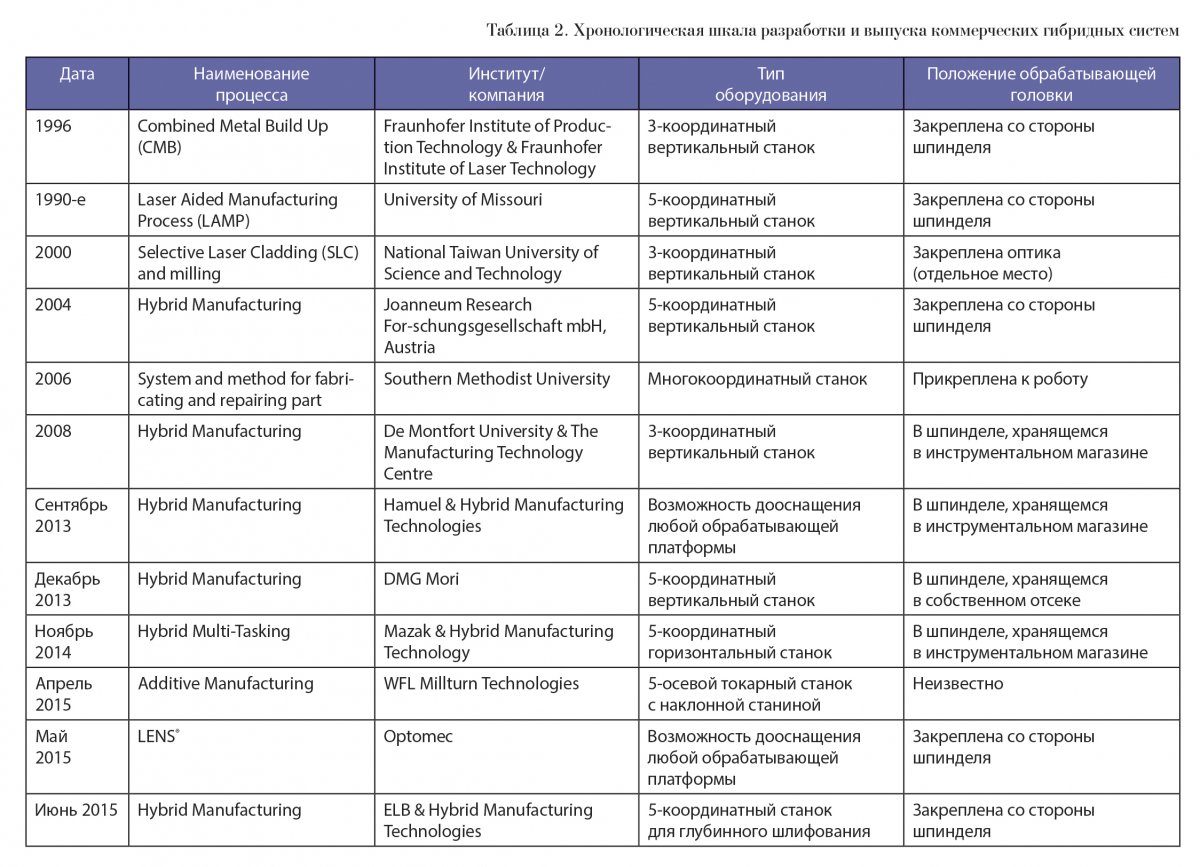
За последние годы было представлено множество гибридных производственных систем, некоторые из которых могут быть доступны в качестве опции модернизации имеющегося оборудования либо в качестве нового комбинированного станка. Поскольку данная технология является мало исследованной, определить уровень ее технологической готовности и потенциала для производства изделий для таких требовательных отраслей, как аэрокосмическая и оборонная, не представляется возможным. Однако сочетание высокопроизводительной механической обработки с нанесением материала является достаточно актуальным при ремонте, отделке поверхностей деталей и в других целях.
Для реализации гибридных технологий в рамках единого процесса на одном рабочем месте создано соответствующее оборудование [4]. В гибридном производстве освоены изделия из следующих материалов: инструментальных и коррозионностойких сталей, титановых, никелевых и кобальтовых сплавов, бронз, полимеров, керамики [4, 5].
Следует отметить, что применение электронно-лучевой аддитивной технологии в интегрированной технологии производства рассматривалось разработчиками этого метода АП как одно из важнейших направлений развития и внедрения EBFF3 [27].
На возможность и эффективность изготовления легких геометрически сложных конструкций больших размеров и высокой точности с помощью последовательности операций аддитивного и субтрактивного производства, выполняемых на одном рабочем месте, указывается в работе [6].
Показано, что интеграция технологий аддитивного производства в единую технологическую цепочку способствует внедрению технологий АП в серийное производство [7]. Отмечается, что, несмотря на положительные результаты интеграции АП с традиционным производством изделий из металлов и сплавов, гибридные технологии пока не нашли столь широкого применения, как традиционные АТ.
Учитывая, что традиционное аддитивное производство требует сравнительно более длительного времени изготовления изделий, комбинирование аддитивного и субтрактивного процессов может помочь сократить время производства и изготовить точные детали с высоким качеством поверхностного слоя. Во всем мире автомобильный сектор производит большой объем транспортных средств и требует многочисленных автокомпонентов. По прогнозам специалистов, в ближайшие годы данная отрасль предоставит множество возможностей для применения гибридных аддитивных систем.
Медицинский сегмент предположительно также будет расширяться с 2020 по 2027 год. Гибридные станки с аддитивными и субтрактивными процессами обладают огромным потенциалом в производстве биоразлагаемых медицинских имплантатов. Различные научно-исследовательские институты и университеты работают над исключением вторичного хирургического вмешательства при установке постоянных имплантов с целью извлечения спиц и винтов.
По состоянию на июнь 2020 года вендоры рынка АТ сосредоточены на разработке новых гибридных машин для АП, специально ориентированных на различные области применения. По оценке, представленной в отчете [30], в период с 2016 по 2027 год наибольшая прибыль ожидается в таких отраслях, как:
— аэрокосмическая отрасль;
— изготовление оснастки и пресс-форм;
— медицина.
При анализе прогноза по объему прибыли от применения гибридных аддитивных систем по странам видно, что лидирующие позиции в период 2020–2027 гг. займет Северная Америка, США и Европа (рис. 3).
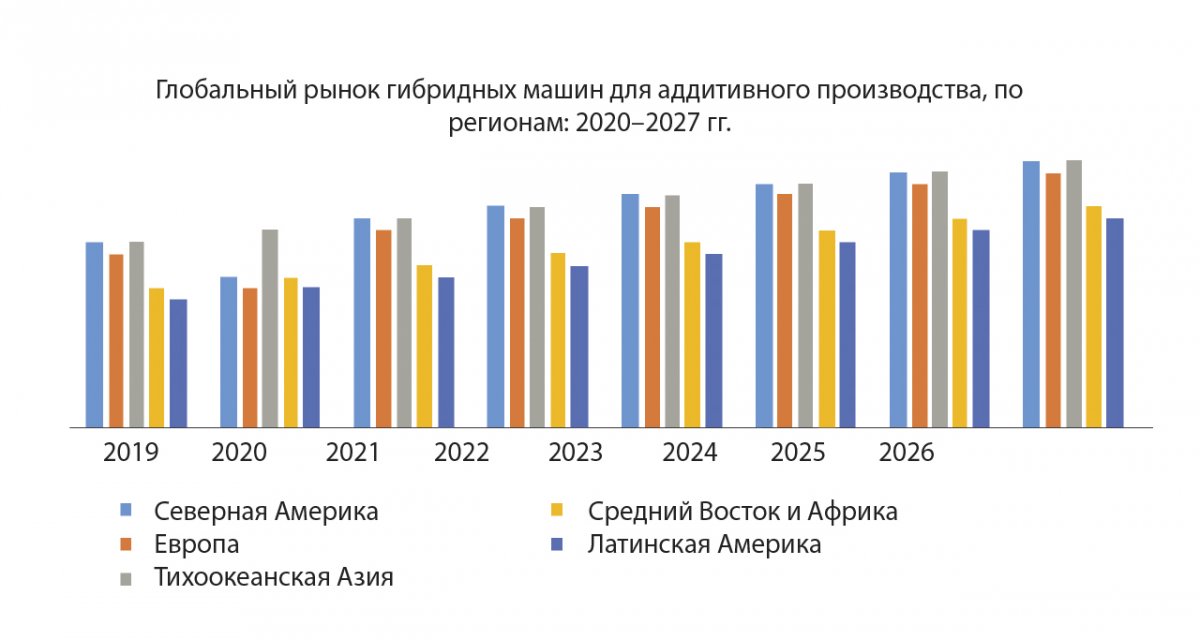
Рис. 3. Диаграмма распределения прогнозируемой прибыли от применения гибридных аддитивных систем по странам
По результатам исследований [30], применение титана как материала для гибридного производства обеспечило самую большую долю выручки в размере 38,0% в 2019 году, такая тенденция сохранится и в период с 2020 по 2027 год (рис. 4).
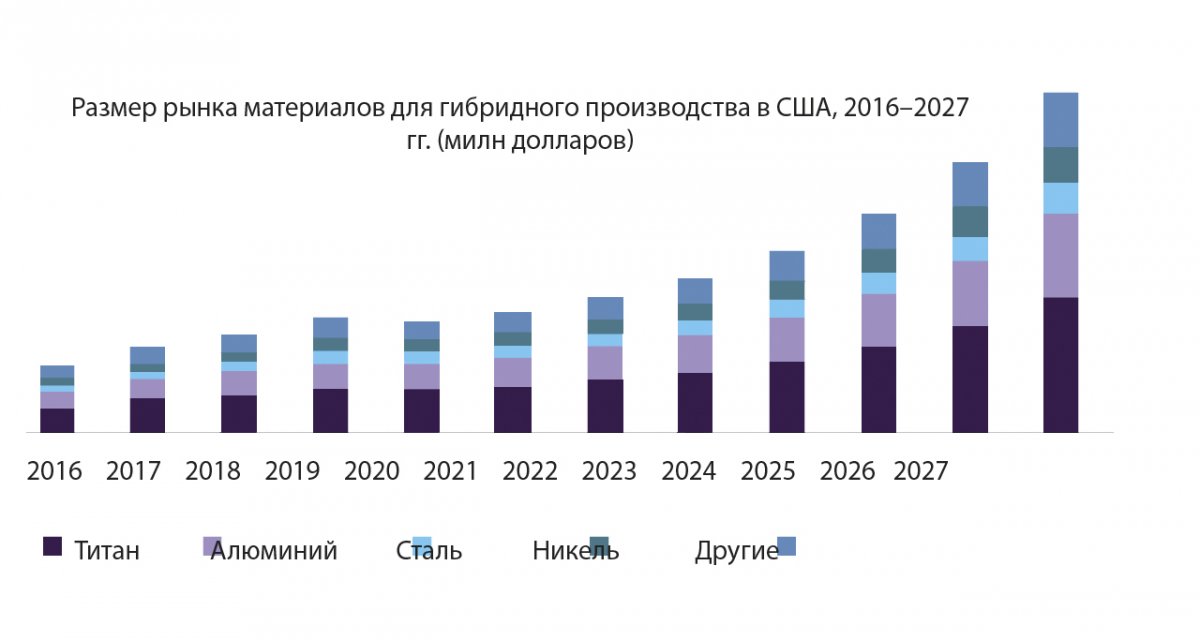
Рис. 4. Диаграмма спроса на материалы для гибридного производства на период с 2016 по 2027 год
В [19] представлены экспериментальные результаты применения гибридного AП на основе селективного лазерного спекания (SLM) и прямого лазерного спекания металла (DMLS). Отмечалось, что детали штампа, изготовленные с использованием гибридного AП, можно использовать без дополнительной обработки.
В статье [22] показан гибридный производственный процесс изготовления биомедицинских имплантатов. Имплантаты в форме сетчатой структуры были изготовлены из металла с помощью SLM. Далее методом лазерной стереолитографии (SLA) происходило заполнение структуры фотополимерным материалом. Таким образом, гибридный процесс с использованием двух технологий аддитивного производства позволяет получать композиционные материалы с различными функциональными и структурными свойствами.
В работе [23] показано, как функциональные детали могут быть произведены с помощью комбинации SLM с моделированием методом послойного наплавления (FDM). Более того, было продемонстрировано, что могут быть получены не только структуры «металл + полимер», но и сэндвич-структуры типа «металл + полимер + металл».
Гибридный процесс изготовления образцов из Inconel 718 с использованием двух аддитивных технологий: SLM и DED — также исследован в [31] (рис. 5).
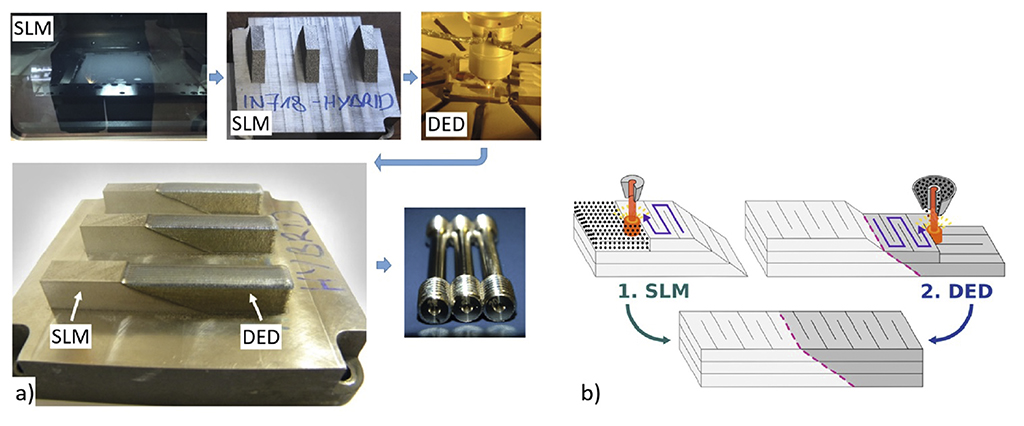
Рис. 5. Гибридный процесс изготовления образцов из Inconel 718 посредством технологий SLM и DED
В работе были получены как образцы с гибридной SLM/DED-структурой, так и образцы, выращенные по технологиям SLM и DED по отдельности, проанализированы их микроструктура и механические свойства (рис. 6).
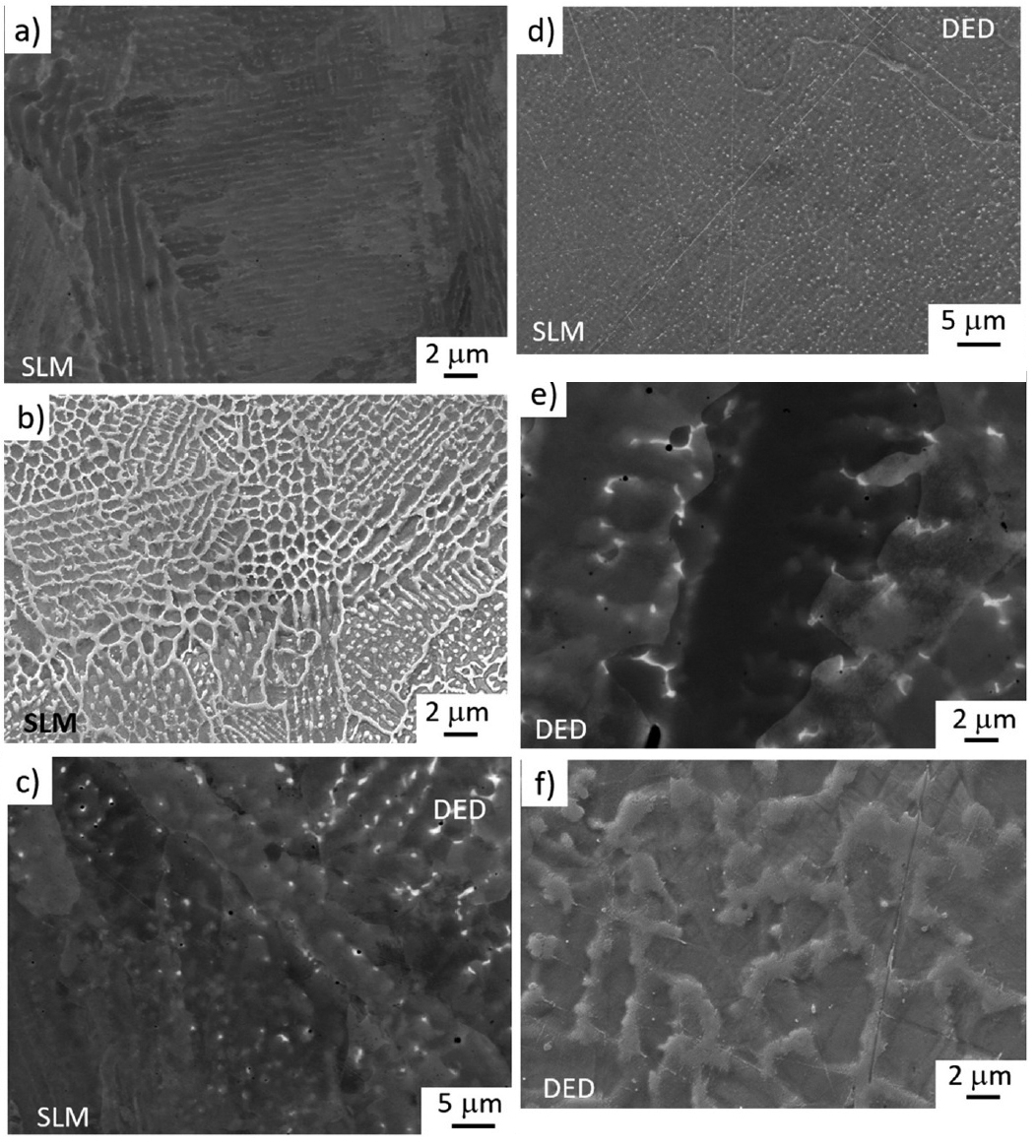
Рис. 6. Микроструктуры образцов из Inconel 718 по технологиям: а-b) SLM; c-d) участок соединения; e-f) DED.
В результате было установлено, что выращенный по двум АТ образец обладает сложной и различной микроструктурой. Механические свойства в основном были обусловлены такими дефектами, как пористость и частицы фазы Лавеса, которые способствовали ослаблению части, выращенной по технологии DED. Для обеспечения требуемых механических свойств образца, полученного по гибридной аддитивной технологии, необходима хорошая связь между частями SLM и DED, в то же время процесс DED должен быть адаптирован для предотвращения осаждения δ-фазы.
Сочетание технологий SLM и DED является важным условием при производстве крупногабаритных деталей с геометрически сложными структурами. Целесообразно объединить преимущества применяемых в работе технологий АП. Технология SLM позволяет изготавливать изделия точной формы с хорошими механическими свойствами, которые могут служить основой для быстрого построения более крупных деталей с помощью технологии DED. Хорошее сцепление между частями изделия имеет решающее значение для обеспечения прочности гибридной детали.
Гибридное аддитивное производство на порошковой основе реализовано в основном в лазерных технологиях. Показано, что технологии SLM (EOS © DMLS) и DED могут быть эффективно использованы для гибридного аддитивного производства стальных компонентов сложных крупногабаритных штампов с системой внутренних каналов охлаждения [5, 19]. Часть подложки может быть изготовлена традиционным субтрактивным методом, а верхняя часть с внутренней системой охлаждающих каналов — аддитивным.
Авторами работы [5] проведены статистические исследования в базе данных Science Direct, которые показали, что по тематике гибридного AП опубликовано относительно небольшое число работ, несмотря на значительный интерес к этой области технологий и сформированный рынок оборудования данного функционального назначения.
Авторы не обнаружили данных об использовании технологии селективного электронно-лучевого сплавления (СЭЛС) (EBM) в гибридном АП, поскольку этот процесс, по их мнению, все еще недостаточно исследован и является слишком сложным для печати на какой-либо другой подложке, кроме стандартной строительной платформы. В [24] описан инновационный технологический процесс изготовления архитектурных микроструктур путем соединения аддитивного производства и искрового плазменного спекания. Показано, что этот процесс эффективен для создания архитектурных микроструктур из титановых сплавов. Успешно изготовлены две различные микроструктуры с архитектурой Ti–Ti: одна — объединяющая две различные партии порошков сплава Ti6Al4V, отличающихся содержанием кислорода, и вторая — объединяющая сплав Ti6Al4V с технически чистым Ti. Для обоих композитов наблюдались различные микроструктуры и твердость в решетке и в матрице. Этот процесс открывает новые возможности для достижения сложных архитектурных микроструктур при использовании одного и того же или различных материалов для решетки и порошка.
Один из видов гибридных аддитивных процессов, в котором в качестве вторичного источника энергии для абляции или эрозии верхнего слоя осажденного материала используется лазер или электронный луч (рис. 7), рассмотрен в статье [11].
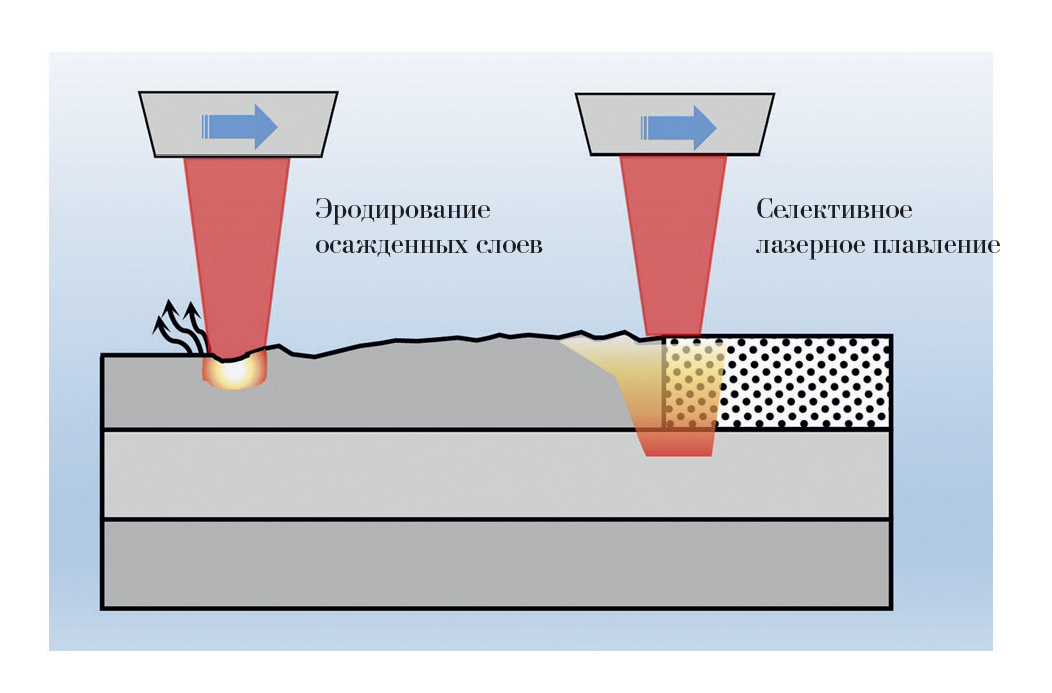
Рис. 7. Гибридный аддитивный процесс путем абляции или эрозии
Абляция между наращенными слоями — это полностью связанный бесконтактный процесс, который синергетически влияет на производительность и качество изготовления деталей. Как и в случае применения аддитивно-субтрактивных технологий, с помощью процесса абляции посредством удаления материала могут быть получены точные поверхности с требуемой шероховатостью. Кроме того, эта технология может быть применена в микрообработке межслойных элементов при АП.
В работе [32, 33] исследован гибридный аддитивный процесс методом абляции нержавеющей стали AISI 316L с использованием технологии SLM в сочетании с импульсным Q-переключаемым Nd:YAG-лазером (k¼ 1094 нм) для селективной лазерной эрозии. Используя этот подход, можно улучшить точность в направлении построения детали (z-направления) за счет уменьшения толщины слоя или удаления неровностей. Авторами отмечено, что снижение шероховатости достигало 50%.
Одним из недостатков методов послойного построения изделий из порошковых материалов является необходимость в добавочной операции пневмоабразивной очистки, которая не всегда эффективна. В [25] для снижения шероховатости поверхности предложено использовать электрохимическое полирование изделий после АП.
Для этой же цели используют операцию лазерно-плазменного полирования, которая позволяет равномерно оплавить тонкий поверхностный слой, исключить некоторые дефекты и существенно снизить шероховатость [26].
Гибридный аддитивный процесс, основанный на применении плазменной дуги (РТА) и вспомогательного лазера (рис. 8) для высокоскоростного осаждения крупногабаритных титановых деталей с профилем, близким к заданному, рассмотрен в [34, 35].
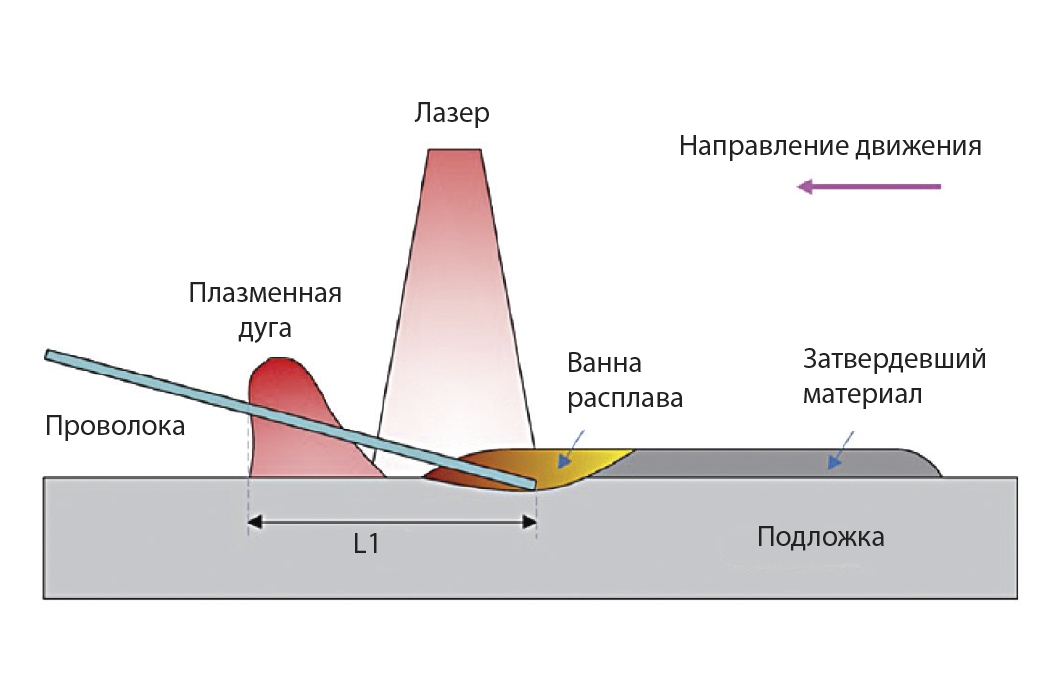
Рис. 8. Схема гибридного процесса РТА — лазер
В процессе изготовления деталей посредством системы РТА–лазер может быть достигнута более высокая скорость осаждения по сравнению с использованием только технологии РТА или только лазерных процессов. Повышенная скорость осаждения объясняется расширенным распределением энергии и размером ванны расплава, что позволяет повысить скорость плавления проволоки, улучшить микроструктуру и уменьшить пористость [11].
Однако гибридный процесс РТА–лазер имеет ограничения с точки зрения эффективности процесса осаждения, что приводит к высокому коэффициенту переплава из-за переизбытка энергии по осевой линии осаждения. Для улучшения коэффициента переплава была предложена концепция использования двух лазерных источников, расположенных по обе стороны от PTA [34] (рис. 9).
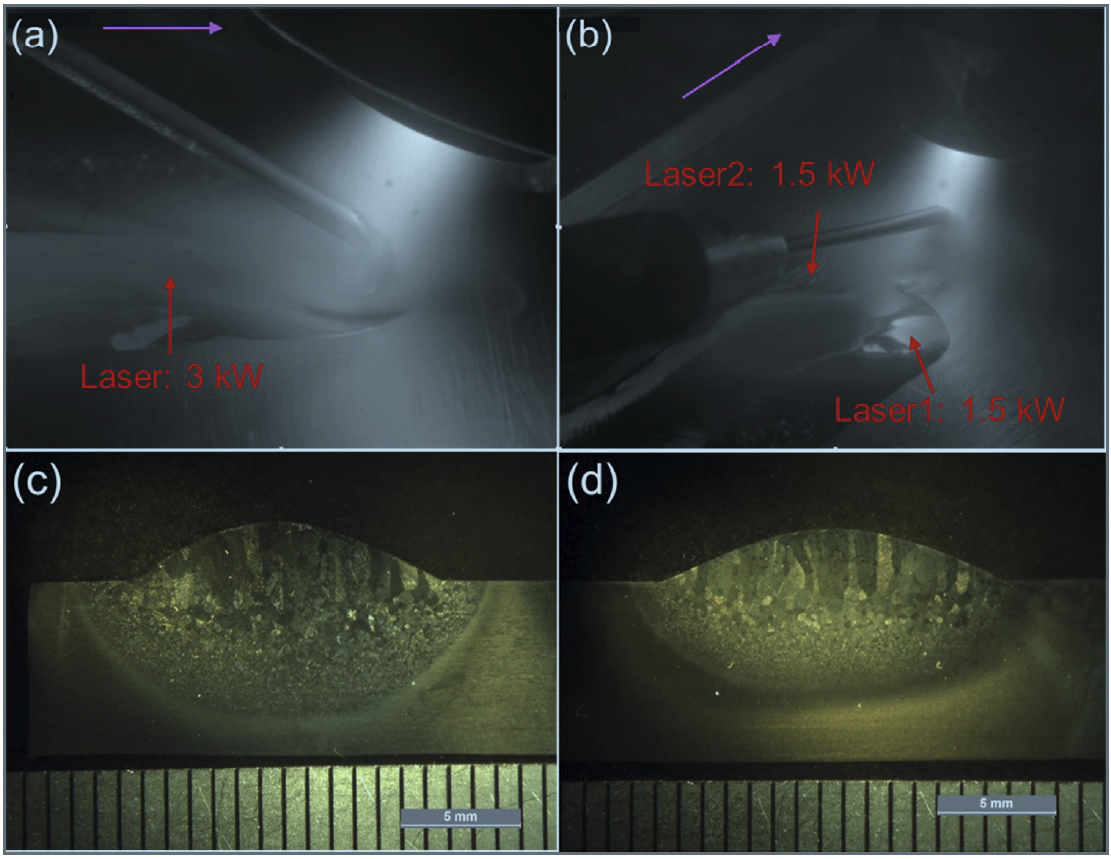
Рис. 9. Процесс осаждения с помощью: а) РТА (200 А) и одного лазера (3 кВт); b) РТА (200 А) и двух лазеров (1,5 кВт мощность каждого лазера); (c) и (d) показывают поперечное сечение осажденных валиков, полученных с помощью процессов, описанных в (a) и (b) соответственно.
Одним из перспективных направлений исследований является получение композиционных изделий методами послойного электронно-лучевого сплавления и ионно-плазменного напыления [27]. Суть такой технологии заключается в сплавлении электронным лучом тугоплавких металлических порошков с получением заданной формы и последующем нанесении металлических и керамических материалов покрытий с помощью электронно-лучевого испарения и конденсации в вакууме (ионно-плазменное осаждение).
На рис. 10 показана поверхность образца, полученного методом послойного электронно-лучевого синтеза из порошка титанового сплава ВТ6, последующего электронно-лучевого напыления металлического слоя из сплава NiCoCrAlY и наружного керамического слоя из оксидов циркония и иттрия (ZrO2 + 8% Y2O3). Как видно, наружная поверхность образца имеет мелкозернистую структуру, формируемую в результате конденсации паров. Шероховатость поверхности подложки, полученной при послойном электронно-лучевом синтезе поверхности, определяет характерную морфологию конечной поверхности в связи с относительно небольшой толщиной покрытия (технологическая наследственность).
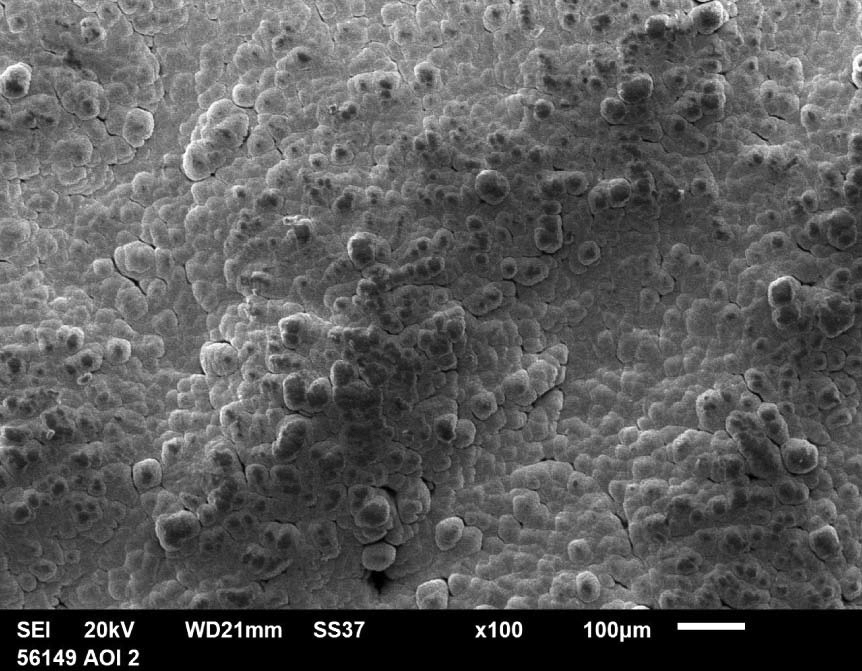
Рис. 10. Микрофотография поверхности образца многослойного материала, полученного методом СЭЛС с нанесенным на него покрытием
Подобные технологии позволяют получить детали горячей части энергетических машин из относительно легкого титанового сплава, способных работать при более высоких температурах из-за наличия жаростойкого (барьерного) поверхностного слоя. С применением предложенной интегрированной технологии возможно изготовление деталей сложной конфигурации. Можно также сформировать сложные композиции из металлических и керамических материалов, которые трудно получить другими способами. Отмечается, что технологии СЭЛС (EBM) с использованием смешанных порошков, включая добавление керамического нанопорошка в металлический порошок, могут эффективно использоваться для производства композитных гибридных мультиматериалов [36, 37].
Создание технологий и оборудования для выращивания изделий и нанесения покрытий методами послойного электронно-лучевого синтеза и электронно-лучевого вакуумного напыления позволит увеличить ресурс и достичь высоких эксплуатационных характеристик высоконагруженных деталей и узлов ракетных комплексов, авиационных двигателей и наземных газотурбинных установок.
Гибридное аддитивное производство с использованием методов поверхностного упрочнения является недостаточно изученной и освещенной в литературе областью исследований.
Первое упоминание о поверхностном упрочнении относится к патентной заявке, поданной в США в 1991 году под названием «Способ и устройство для изготовления трехмерных металлических изделий методом наплавки». Аналогичные патенты были поданы в Европе и Канаде. Ученые рассматривали дробеструйную обработку части последовательно нарощенных слоев во время осаждения металла в целях уменьшения остаточных напряжений, приводящих к искажению и расслоению. В 2012 году немецкая компания GMBH подала заявку на патент, удостоверяющий использование ультразвуковой ударной обработки, прокатки, лазерной ударной обработки и дробеструйной обработки для упрочнения отдельных участков 3D-печатных лопаток турбин. С тех пор другие компании, такие как General Electric Co., United Technologies Corp., Bae Systems и Lawrence Livermore, подали аналогичные патенты в период с 2014 года по 2016 год. Позднее, в 2017 году. в Лозанне (Швейцария) была подана еще одна заявка на патент, сочетающий лазерное ударное упрочнение и SLM [11].
Лазерная ударная обработка (LSP) может быть применена к любой аддитивной технологии изготовления деталей. Процесс упрочнения происходит послойно или с частотой, кратной количеству слоев. После лазерной обработки слоя осаждается следующий или набор слоев, и цикл повторяется до завершения построения изделия (рис. 11). Было установлено, что упрочнение каждых десяти слоев имеет более глубокие остаточные напряжения, чем упрочнение каждого или трех слоев при 80% перекрытии.
![Рис. 11. Гибридный аддитивный процесс с LSP [11]](/sites/default/files/Public/RHYTHM_of_machinery_4_2021/statia_gibridnie_texnologii_i_oborudovanie_ris11_rhythm_of_machinery_4_2021.jpg)
Рис. 11. Гибридный аддитивный процесс с LSP [11]
Принципиально аналогичный LSP механизм взаимодействия с материалом имеет технология импульсного лазерного осаждения (PLD). В работе [38] отмечается рост использования импульсных лазеров в аддитивном производстве. Мощные импульсные лазеры уже много лет используются для печати тонких слоев материала на подложке [39–40]. При воздействии импульсного лазера на порошок происходит быстрый нагрев и испарение, сопровождающиеся образованием плазменного шлейфа (рис. 12). Плазменный шлейф создает ударную волну, которая пластически деформирует поверхность во время спекания. Главное отличие технологии PLD от метода LSP заключается в том, процессы выращивания и обработки в PLD осуществляются посредством единого лазерного источника.
![Рис. 12. Технология импульсного лазерного осаждения (PLD) [41]: а) схематическое изображение процесса PLD; б) фотография процесса PLD.](/sites/default/files/new/statia_gibridnie_texnologii_i_oborudovanie_ris12_rhythm_of_machinery_4_2021.jpg)
Рис. 12. Технология импульсного лазерного осаждения (PLD) [41]: а) схематическое изображение процесса PLD; б) фотография процесса PLD.
На рис. 13 схематически представлена ультразвуковая ударная обработка (UP), также применяемая в гибридных аддитивных системах и способствующая снятию остаточных напряжений и микроструктурному измельчению зерен. С помощью UP можно улучшить усталостные, коррозионные и трибологические характеристики образцов. Использование UP — это недорогое, быстрое и простое решение для улучшения свойств практически любого процесса AП. Группа ученых из университета Кларксона исследовала такое послойное упрочнение деталей, полученных по SLM-технологии [42]. Результаты показали, что гибридное производство с применением метода UP способно повысить предел текучести и усовершенствовать микроструктуру сплавов Inconel и нержавеющей стали.
![Рис. 13. Гибридный аддитивный процесс с UP [11]](/sites/default/files/Public/RHYTHM_of_machinery_4_2021/statia_gibridnie_texnologii_i_oborudovanie_ris13_rhythm_of_machinery_4_2021.jpg)
Рис. 13. Гибридный аддитивный процесс с UP [11]
Еще одним классом гибридных процессов АП, улучшающих качество поверхности образцов, являются прокатка и полировка (рис. 14). Применение гибридного аддитивного процесса в сочетании с методом прокатки решает две ключевые проблемы аддитивного производства. Во-первых, наложение валиков или слоев приводит к неточностям в размерах выращиваемой детали. Прокатка может нивелировать некоторые из этих неточностей без удаления материала. Во-вторых, нежелательные остаточные напряжения, возникающие в процессе выращивания, способствуют деформации или искажению конечного изделия. Несмотря на то, что посредством предыдущих упрочняющих обработок поверхности снимаются внутренние напряжения, прокатка обеспечивает как релаксацию напряжений, так и формование для обеспечения точности размеров без удаления материала. Метод прокатки предпочтителен для случаев обработки, где прокатка может эффективно деформировать поверхность или где требуется измельчение зерна на больших площадях поперечного сечения [11].
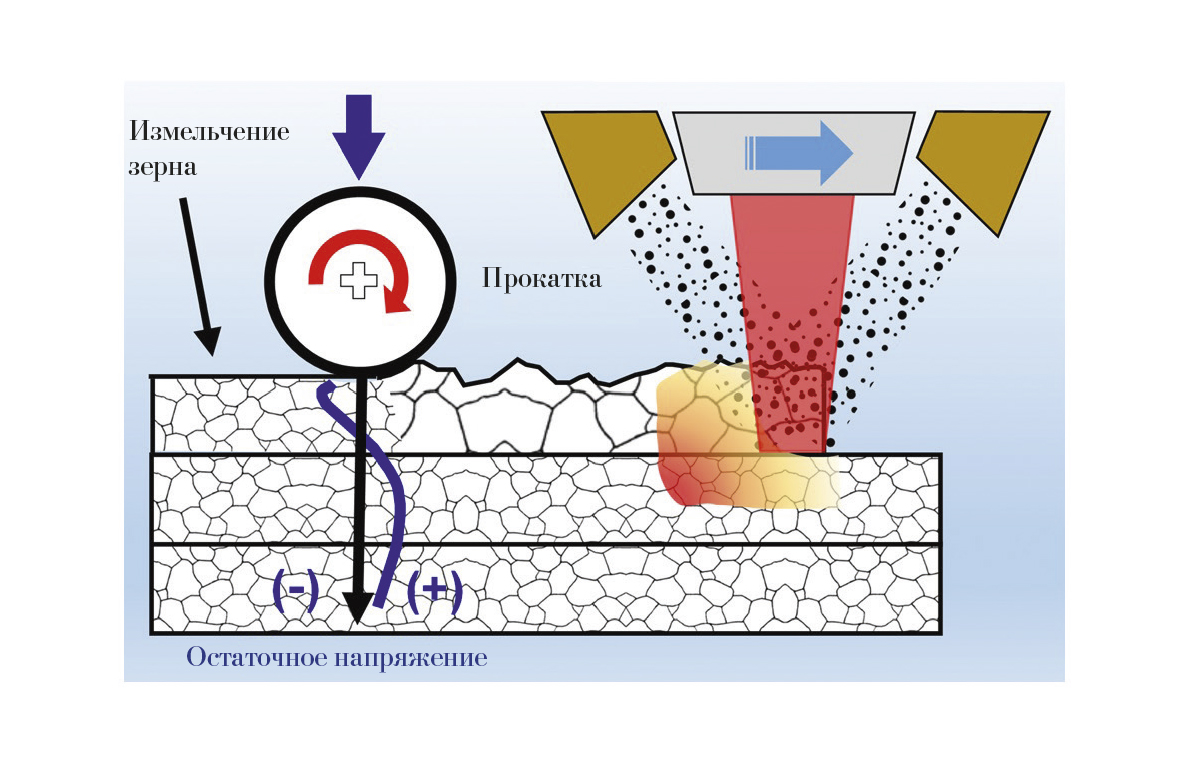
Рис. 14. Гибридный аддитивный процесс в сочетании с методом прокатки
Другим перспективным направлением является гибридная АТ с применением фрикционной обработки. В работе [43] получены образцы из металлической проволоки сплавов Ti-6Al-4V, AA5056 и C11000 диаметром 1–1,2 мм по технологии электронно-лучевого плавления с подачей проволоки в ванну плавления (ЭЛПП). Гибридное получение образцов осуществлялось последовательно аддитивным методом ЭЛПП с последующим применением фрикционной обработки.
В результате проведенных исследований установлено, что технология ЭЛПП обладает рядом недостатков, приводящих к образованию в структуре материала полученных образцов дефектов, связанных с неоднородностью процесса или несоответствием параметров требуемым значениям. Фрикционная обработка позволяет получать изделия с более высокими механическими свойствами и более однородной структурой металла. Дефекты, возникающие при изготовлении по технологии ЭЛПП, успешно устраняются фрикционной обработкой, а их влияние на механические свойства нивелируется (рис. 15). Однако получить сложные фасонные детали фрикционной смесительной обработкой невозможно, и без аддитивной технологии она крайне неэффективна для этих целей.
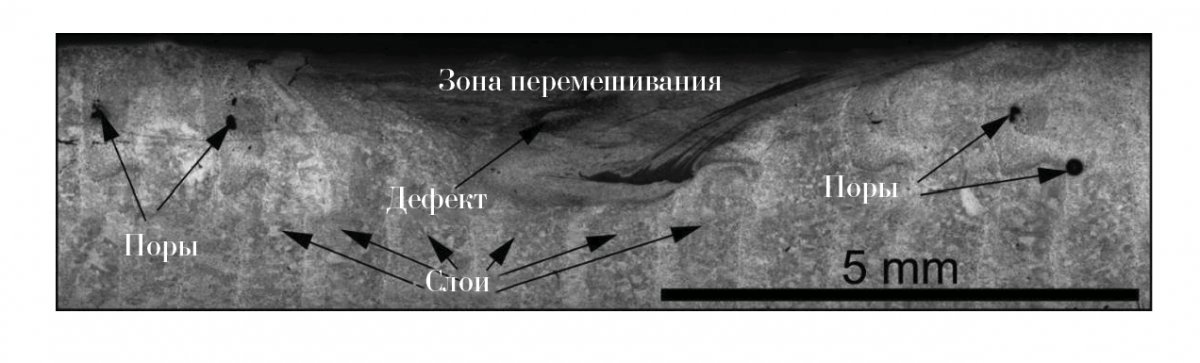
а) Структура дефектного образца из алюминиевого сплава AA5056, полученного по технологии ЭЛПП с последующей фрикционной обработкой

б) Структура бездефектного образца из алюминиевого сплава AA5056, полученного по технологии ЭЛПП с последующей фрикционной обработкой
Рис. 15. Структура образца, полученного по технологии ЭЛПП с последующей фрикционной обработкой
В [44] отмечалась перспективность работ по созданию интегрированных систем для производства изделий в вакууме. Многие из проектов, разрабатываемых в этом направлении, не опубликованы из-за режима секретности. Так, компания Sciaky сообщила о применении сдвоенного процесса, основанного на применении технологий ЭЛПП (EBAM) и электронно-лучевой сварки. При необходимости и определенной модернизации оборудования можно будет, на наш взгляд, интегрировать такие технологии, как ионно-плазменное нанесение покрытий, электронно-лучевую перфорацию, резку, и реализовать другие процессы, протекающие в вакууме.
Следует ожидать, что гибридные технологии и оборудование EBM и EBAM с высоким уровнем интеграции появятся на более высоком уровне космических исследований и реальной космической индустрии.
Отметим, что дополнительные рабочие операции, такие как предварительный нагрев, модификация, сварка или термообработка, могут быть реализованы в процессе аддитивного производства и, таким образом, уменьшат роль узкого места — откачки вакуумной камеры [45].
Одним из общих преимуществ DED-технологий по сравнению с PBF-методами является возможность печати на различных носителях. Это может быть другой материал, а также неплоская поверхность. Это позволяет применять DED-методы для ремонта дорогостоящих компонентов, например, в аэрокосмической промышленности. В [46] отмечается, что из-за низкой точности, эффекта ступенчатой лестницы и плохой обработки поверхности, даже в условиях использования высокоточных компонентов для подачи проволоки в AП, с подачей проволоки необходимо использовать интегрированные 3D-фрезерные системы. Периодическое фрезерование после осаждения материала на некоторую высоту требуется для получения высокоточных компонентов. При этом увеличивается время технологического цикла и снижается коэффициент использования материала, увеличиваются издержки производства. Эффективная стратегия фрезерования в гибридном процессе должна разрабатываться на основе геометрической информации исходных 3D-компонентов [47].
В настоящее время на мировом рынке разработана и представлена довольно широкая номенклатура оборудования, объединяющего аддитивные, субтрактивные и другие технологии обработки поверхностного слоя деталей.
Ключевыми производителями гибридных аддитивных производственных машин являются такие компании, как Optomec, SLM Solutions Group AG, DMG Mori Corporation Ltd., Stratasys Ltd., Siemens AG, Matsuura Machinery Corporation, Okuma America Corporation и Mazak Corporation.
Стоит отметить, что недостаточно внимания уделено следующей российской разработке в области гибридного АП:
АО «Концерн «Калашников» — группа предприятий, выпускающих не только стрелковое вооружение, но и специализированные комплексы военного и гражданского назначения, такие как дистанционно управляемые боевые модули, беспилотные летательные аппараты, многофункциональные катера специального назначения, продукцию для космической отрасли [48].
В рамках международного военно-технического форума «Армия–2020» концерном «Калашников» представлен первый произведенный в России высокотехнологичный 5-осевой гибридный фрезерно-наплавочный обрабатывающий центр IZH H800 (рис. 16), сочетающий аддитивные технологии и механическую обработку. Работы по его созданию велись совместно с Министерством промышленности и торговли РФ и Фондом развития промышленности.
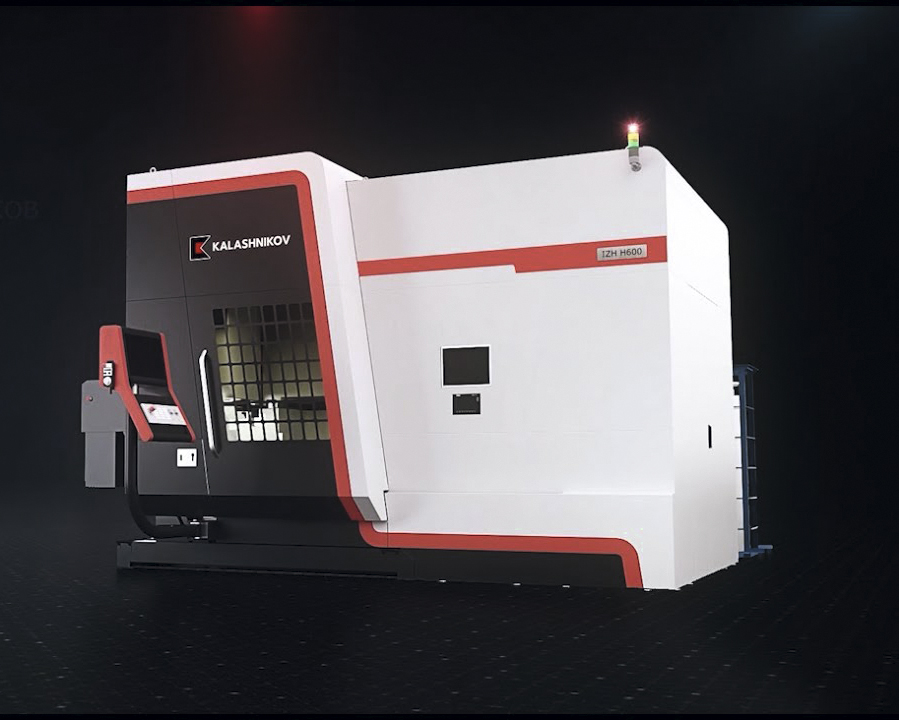
а) Внешний вид
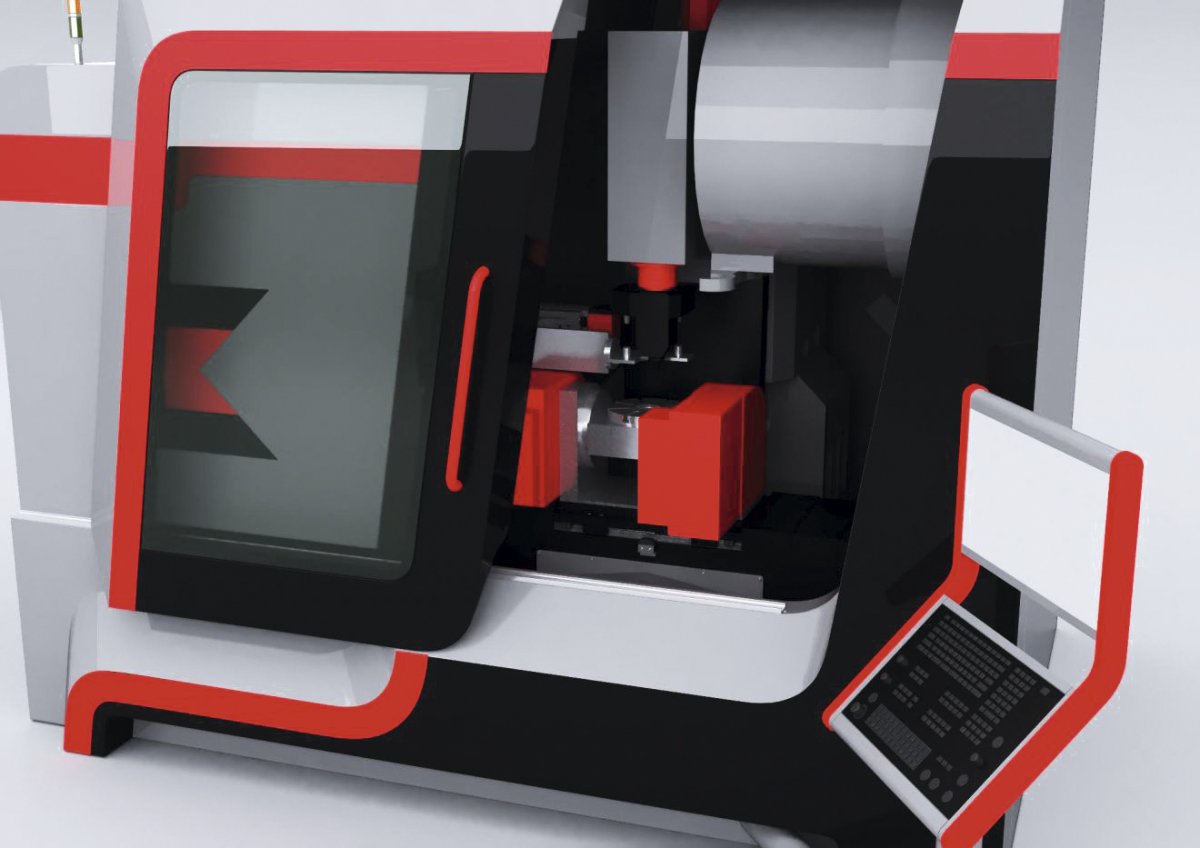
б) Модель зоны построения
Рис. 16. Обрабатывающий центр IZH H800
Гибридный станок состоит из трех крупных модулей [48]:
— 5-осевого фрезерного станка со специальным ограждением кабинетного типа, обеспечивающим защиту оператора во время процесса наплавки и при обработке деталей резанием (в него также входит система аспирации);
— контактной измерительной системы, интегированной в магазин станка;
— наплавочного лазерного комплекса, состоящего из головки, базовой станции наплавки, системы подачи порошка, вспомогательных систем, обеспечивающих процесс наплавки, а также манипулятора, осуществляющего автоматическую установку наплавочной головки.
В обрабатывающем центре IZH H800 сочетаются технологии лазерной наплавки металлического порошка и 5-осевой фрезерной обработки, позволяющая изготавливать детали и сборочные единицы сложной геометрической формы массой до 300 кг и габаритами 600×500×500 мм.
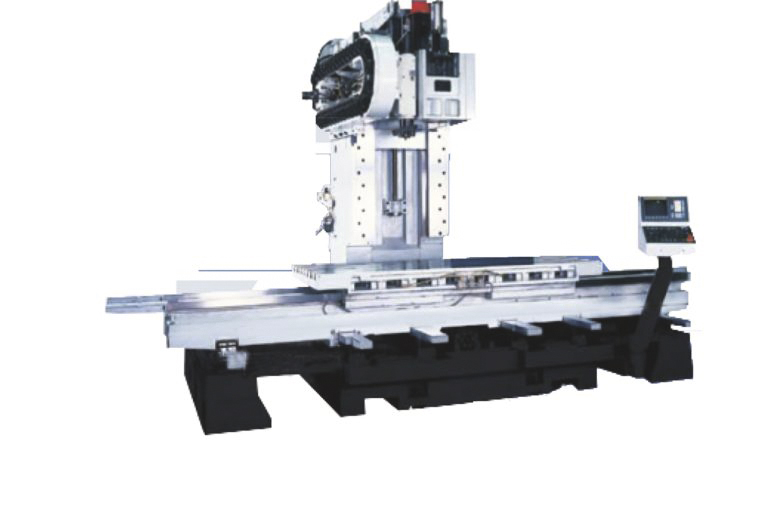
ООО «СТАН» также ведется проработка концепции нового гибридного станка, в котором будет совмещена наплавляющая головка для прямого лазерного выращивания (DED/DMD) и традиционная механообработка. Планируется попеременно вводить операции выращивания и фрезерования для того, чтобы обрабатывать поверхности, которые будет трудно или невозможно обработать после. Внешне гибридный станок будет представлять собой пятикоординатный фрезерный обрабатывающий центр с подвижно-поворотным столом диаметром 800 мм и встроенной роботизированной рукой для подачи и вывода ее из зоны обработки. Идея состоит в том, чтобы без изменения самой конструкции аддитивной части ее можно было встраивать и в другие станки производства «СТАН», от небольших до портальных [49].
В целях совместной реализации комплексного проекта по разработке и выводу на рынок промышленного оборудования для гибридной аддитивной технологии была учреждена группа компаний «Гибридное аддитивное производство», производственно-инжиниринговый консорциум промышленных предприятий, инжиниринговых компаний и высших учебных заведений. «Гибридным аддитивным производством» созданы обрабатывающие центры комплексной аддитивной наплавки с использованием плазменного источника нагрева, позволяющие изготавливать металлические окончательно обработанные детали, получаемые посредством гибридной аддитивной наплавки с применением металлической проволоки [50] (рис. 17).

а) Вертикально-обрабатывающий центр АТ-1400

б) Основание станка АТ-1400

в) Вертикально-обрабатывающий центр АТ-2600
г) Основание станка АТ-2600
Рис. 17. Обрабатывающие центры группы компаний «Гибридное аддитивное производство»
Наплавка, послойное деформационное упрочнение (проковка) и фрезерная обработка осуществляются для следующих металлических материалов:
— конструкционные стали;
— коррозионностойкие стали и сплавы;
— жаропрочные стали и сплавы;
— титановые сплавы;
— алюминиевые сплавы;
— магниевые сплавы;
— бронзы и др.
Обрабатывающие центры комплексной аддитивной наплавки предназначены для мелкосерийного и единичного промышленного производства изделий по технологии наплавки с использованием плазменного источника нагрева. В оборудовании применены уникальные плазмотроны собственной разработки «Гибридного аддитивного производства», а также собственные способы и режимы наплавки, в том числе не имеющие аналогов.
Некоторые общие параметры обрабатывающих центров представлены в таблице 3 [50].
| Параметры | Плазменная наплавка |
|---|---|
|
Габаритные размеры выращиваемых деталей, мм |
Без ограничения |
|
Диаметр применяемой присадочной проволоки, мм |
1,0–2,4 |
| Ширина стенки без осцилляции, мм | 3–12 |
| Коэффициент использования материала, % | 98–100 |
| Способ подачи материала | аксиальный/боковой |
|
Производительность: — кг/ч — см3/ч |
до 20 до 2500 (для стали) |
|
Толщина наплавляемого слоя за один проход, мм |
0,2–3,5 |
|
Необходимость предварительного подогрева |
нет |
| Пористость материала, % |
для алюминия — до 0,5% для сталей — до 0,1% |
| Припуски, мм | 1–3 |
Примеры конфигураций изделий, изготавливаемых на обрабатывающих центрах комплексной аддитивной наплавки, показаны на рис. 18.
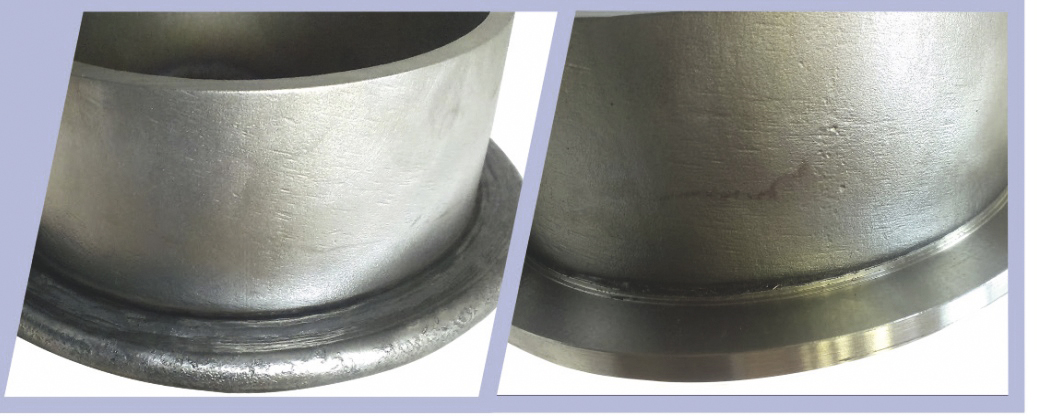
а) Фланец из нержавеющей стали для нефтяной и химической промышленности
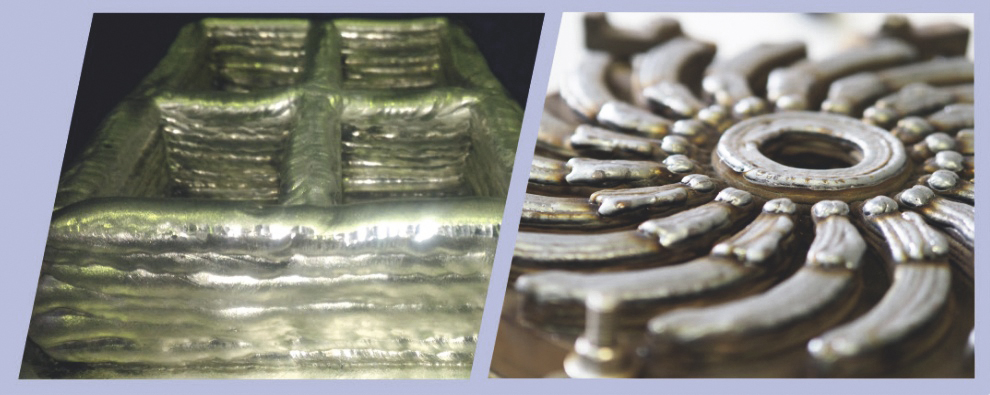
б) Деталь типа оребренная стенка (образцы из алюминиевых сплавов)
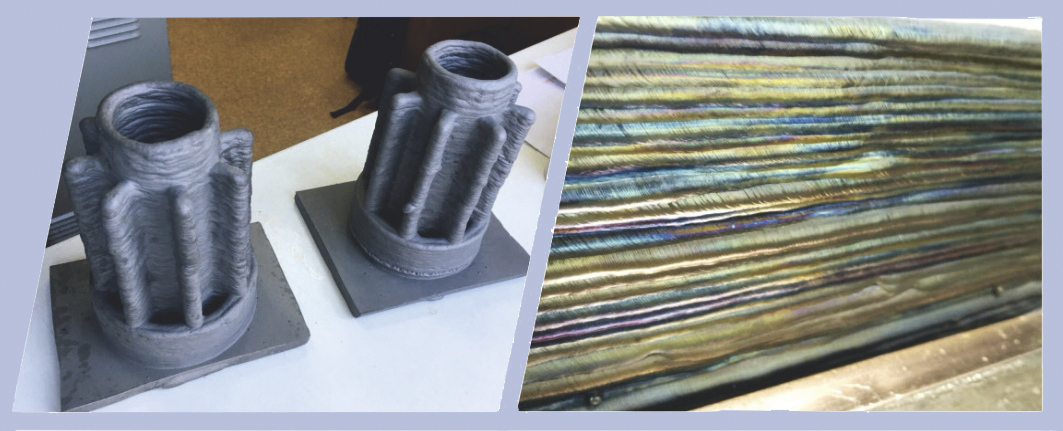
в) Корпусные изделия
Рис. 18. Детали, получаемые на обрабатывающих центрах группы компаний «Гибридное аддитивное производство»
Спрос на гибридные аддитивные производственные машины в аэрокосмической промышленности растет быстрыми темпами в силу предъявления высоких требований к производству ответственных металлических изделий сложной конфигурации посредством процессов аддитивного формообразования. Аэрокосмические конструкционные решения предусматривают легкие, но в то же время прочные компоненты, способные эффективно работать в условиях повышенных нагрузок и температур, что и создает спрос на гибридное оборудование. Кроме того, в азиатских странах, включая Китай, Индию и Южную Корею, также наблюдается высокий спрос на гибридное оборудование ввиду наличия большого количества производителей бытовой техники, электроники и автомобилей [51].
В то время как аэрокосмическая и автомобильная промышленность являются пионерами гибридной технологии производства, гибридное производство может стать оптимальным решением для различных медицинских применений. Когда гибридные производственные системы еще не были разработаны, комбинирование АТ и последующей механической обработки медицинских деталей уже широко использовалось. Однако с появлением гибридного производства высокоточное протезирование и изготовление зубных имплантатов для конкретного пациента стало еще быстрее и дешевле [52].
Гибридное АП потенциально еще более выгодно при применении в области ремонта и технического обслуживания. Одним из примеров может служить компания General Electric, использующая гибридные технологии производства для ремонта лопаток турбин. Благодаря гибридной обработке изношенные элементы и поврежденные части лопаток турбин могут быть восстановлены с точными допусками путем нанесения на требуемую поверхность нового материала и последующей механической обработки. Это не только исключает необходимость в производстве новой детали с нуля, но и сокращает количество операций, необходимых для ремонта изделия. Такой подход не был бы экономически эффективен при использовании исключительно традиционных методов производства, таких как литье [52].
По мере появления все большего числа гибридных АП-машин возникает необходимость в оценке экономической эффективности этих систем для планирования технологических процессов. В работе [53] разработана экономическая модель для определения оптимального варианта использования гибридного АП, учитывающая размер партии, обрабатываемость и стоимость материалов, геометрию деталей и требования к допускам для аддитивных и субтрактивных технологий. Для обоснования применения гибридных аддитивных процессов требуется больший объем экономического анализа и экономических инструментов [11].
Таким образом, суммируя и обобщая данные, изложенные в настоящей статье, можно заключить, что использование мощного теплового источника для плавления исходного материала в сочетании с механической обработкой позволило разработать и применить в промышленном производстве концепцию аддитивно-субтрактивного производства. Гибридная технология АП обеспечивает преимущества как аддитивных, так и субтрактивных процессов в одной машине. Эта технология помогает преодолеть различные проблемы в традиционных методах производства, такие как низкая производительность, ограниченность дизайна конструкции и погрешности размеров, одновременно нивелируя отклонения свойств поверхностного слоя получаемых изделий.
Литература
- Grzesik W. Hybrid additive and subtractive manufacturing processes and systems: A re-view / Journal of Machine Engineering, 2018, Vol. 18, No. 4. PP. 5–24.
- Norfolk M. The top 5 reasons hybrid additive manufacturing make sense. 2018/ www.fabrisonic.com
- Hudson R. Hybrid system combines additive and subtractive manufacturing. www.mitsuiseiki.com.
- Yamazaki T. Development of a hybrid multitasking machine tool: Integration of additive technology with CNC machining / Proc. CIRP. 42. 2016. PP. 81–86.
- Vladimir V. Popov Jr., Fleisher A. Hybrid additive manufacturing of steels and alloys, Manufacturing Rev. 7, 6. 2020. 9 p.
- Merklein M., Junker D., Schaub A., Neubauer F. Hybrid additive manufacturing technologies — an analysis regarding potentials and applications / Phys. Procedia 83. 2016. PP. 549–559.
- Strong D., Kay M., Conner B. et al. Hybrid manufacturing — integrating traditional manufacturers with additive manufacturing (AM) supply chain / Addit. Manuf. 21. 2018. PP. 159–173.
- Praniewicz M., Kurfess T., Saldana C. Adaptive geometry transformation and repair for hybrid manufacturing / Procedia Manufacturing. 26. 2018. PP. 228–236.
- Grzesik W. Advanced machining processes of metallic materials. Amsterdam, Elsevier. 2017. 608 p.
- Zhu Z., Dhokia V. G., Nassehi A., Newman S. T. A Review of hybrid manufacturing processes / Int. J. Comp. Integr. Manuf. 26. 2013. PP. 596–615.
- Michael P. Sealy, Robert E. Williams et al. Hybrid Processes in Additive Manufacturing / Journal of Manufacturing Science and Engineering. Vol. 140. 2018. 17 p.
- Warfield B. Hybrid Machining: Combining Additive and Subtractive in One Machine. 2014. Available at: https://blog.cnccookbook.com/2014/08/18/hybrid-machining-combining-addit...
- Краснова Е. В., Саушкин Б. П. Аддитивное формообразование изделий из металлов и сплавов пучком электронов. Селективное плавление (часть 1) // Аддитивные технологии. 2021. № 1. С. 12–23.
- https://extxe.com/3882/gibridnye-additivnye-tehnologii-i-oborudovanie/
- Nagel J. S., Liou F. W., Hybrid manufacturing system. Design and develop-ment / Manufacturing Systems. 2012. Chapter 11. PP. 223–246.
- Manogharan G., Wysk R., Harrysson O., et al. AIMS — A metal additive-hybrid manufacturing system: system architecture and attributes / Procedia Manuf. 1. 2015. PP. 273–286.
- Leon, G. K. Levy, T. Ron, A. Shirizly, E. Aghion, The effect of hot isostatic pressure on the corrosion performance of Ti-6Al-4V produced by an electron-beam melting additive manufacturing process, Addit. Manuf. (2020) 101039.
- Wu, M.W.; Lai, P. H. The positive effect of hot isostatic pressing on improving the anisotropies of bending and impact properties in selective laser melted Ti-6Al-4V alloy. Mater. Sci. Eng. A 2016, 658, 429–438.
- Z.C. Oter et al. Benefits of laser beam based additive manufacturing in die production / Optik. 176. 2019. PP. 175–184.
- Beaucamp, A.T.; Namba, Y.; Charlton, P.; Jain, S.; Graziano, A. A. Finishing of additively manufactured titanium alloy by shape adaptive grinding (SAG). Surf. Topogr. Metrol. Prop. 2015, 3, 024001.
- Wanjara P., Gholipour J., Bescond C. et al. Characteristics of Ti6Al4V repair using electron beam additive manufacturing / Proceedings of NATO-STOAVT-258 Specialists’ Meeting on Additive Manufacturing for Military Hardware, 16–1–16–1427, Tallinn, Estonia, 2016.
- Silva M., Felismina R., Mateus A. et al. Application of a hybrid additive manufacturing methodology to produce a metal/polymer customized dental implant / Procedia Manuf. 12. 2017. PP. 150–155.
- Chueh Y. — H., Wei C., Zhang X. et al. Integrated laser-based powder bed fusion and fused filament fabrication for three-dimensional printing of hybrid metal/polymer objects. Addit. Manuf. 31. 2020. 100928.
- Martin G., Fabregue D., Mercier F. et al. Coupling electron beam melting and spark plasma sintering: A new processing route for achieving titanium architectural microstruc-tures / Scripta materialia. 122. 2016. PP. 5–9.
- Wu, Y-C., Kuo, C-N., Chung, Y-C. et al. Effects of electropolishing on mechanical prop-erties and bio-corrosion of Ti6Al4V fabricated by electron beam melting additive manu-facturing / Materials. 12 (9). 2019. [1466].
- Чирков А. М., Рыбалко А. П., Рогальский Ю. И. и др. Патент РФ 2 381 094. Способ лазерно-плазменного полирования металлической поверхности / Опубликовано: 10.02.2010. Бюл. № 4.
- Соколов Ю. А., Равилов Р. Г. Получение композиционных изделий на базе методов электронно-лучевого плавления и напыления // Электрофизические и электрохимические методы обработки. 2016. № 1 (91) С. 12–17.
- Klocke, F. and H. Wirtz, Direct Manufacturing of Metal Prototypes and Prototype Tools, A. Fraunhofer Institute of Laser Technology. 1996. PP. 140–148.
- Lorenz, K.A., Jones, J.B., Wimpenny, D.I., Jackson, M.R. A review of hybrid manufac-turing / Solid Freedom Fabrication Conference Proceedings. Vol. 53. 2015. PP. 96–108.
- https://www.grandviewresearch.com/industry-analysis/hybrid-additive manufacturing-market
- Godeca M., Maleja S., Feizpour D. et al. Hybrid additive manufacturing of Inconel 718 for future space applications / Materials Characterization. Vol. 172. 2021. 16 p.
- Yasa, E., Kruth, J. P., and Deckers, J. Manufacturing by Combining Selective Laser Melting and Selective Laser Erosion/Laser Re-Melting / CIRP Ann. — Manuf. Technol. 60 (1). 2011. PP. 263–266.
- Yasa, E., and Kruth, J. P. Investigation of Laser and Process Parameters for Selective Laser Erosion,” Precis. Eng., 34 (1). 2010. PP. 101–112.
- Wang C., Suder W., Ding J. et al. Wire based plasma arc and laser hybrid additive manufacture of Ti-6Al-4V / Journal of Materials Processing Technology. Vol. 293. 2020, 117080.
- Qian, Y., Huang, J., Zhang, H., and Wang, G. Direct Rapid High-Temperature Alloy Prototyping by Hybrid Plasma-Laser Technology /J. Mater. Process. Technol. 208 (1–3). 2008, PP. 99–104.
- Koptyug A., Bäckström M., Botero C. et al. Developing new materials for electron beam melting: experiences and challenges / Mater. Sci. Forum. 941. 2018.PP. 2190–2195.
- Koptyug A., Rännar L. — E., Botero C. et al. Blended powders can be successfully used in Electron Beam Melting yielding unique material compositions / EuroPM2018 Proceedings, EPMA, Shrewsbury. 2018.
- Gibson, I., Rosen, D. W., and Stucker B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing / 2nd ed., Springer, New York. 2015. 498 p.
- Lunney, J. G. Pulsed Laser Deposition of Metal and Metal Multilayer Films / Appl. Surf. Sci. 86 (1). 1995.PP. 79–85.
- Boyd, I. W. Thin Film Growth by Pulsed Laser Deposition / Ceram. Int. 22 (5). 1996. PP. 429–434.
- Koch C. F., Johnson S. Pulsed laser deposition of hydroxyapatite thin films / Materials Science and Engineering. 27 (3). 2007. PP:484–494.
- Gale, J., Achuthan, A., and Don, A. U. Material Property Enhancement in Additive Manufactured Materials Using an Ultrasonic Peening Technique / Solid Freeform Fabrication Symposium (SFF), Austin, TX. 2016. PP. 8–10.
- Chumaevskii1 A.V., Gusarova1 A.V., Gurianov1 D.A. et al. Precondition for the use of hybrid additive-thermomechanical technology / IOP Conf. Series: Materials Science and Engineering. 681. 2019. 8 p.
- Моргунов Ю. А., Саушкин Б. П. Аддитивные технологии для космической техники // Аддитивные технологии. 2016. № 1. С. 6–15.
- Fuchs J., Schneider C., Enzinder N. Wire-based additive manufacturing using an electron beam as heat source / Welding in the World, Le Soudage Dans Le Monde. — 2018. Vol. 62 (1–4). 9 p.
- Ding D., Cuiuri D., Pan Z., Li H. Wire-feed additive manufacturing of metal compo-nents: technologies, developments and future interests / The International Journal of Advanced Manufacturing Technology. 2015. 81 (1–4). PP. 465–481.
- Suryakumar, S., Karunakaran, K.P., Bernard, A. et al. Weld bead modeling and process optimization in Hybrid Layered Manufacturing / CAD Comput. Aided Des. 2011. 43. PP. 331–344.
- https://kalashnikovgroup.ru
- https://stan-company.ru
- https://gibridat.ru/
- https://www.gminsights.com/industry-analysis/hybrid-additive-manufacturi...
- https://amfg.ai/2018/07/10/hybrid-technology-the-future-of-manufacturing/
- Manogharan, G., Wysk, R. A., and Harrysson, O. L. A. Additive Manufacturing–Integrated Hybrid Manufacturing and Subtractive Processes: Economic Model and Analysis / Int. J. Comput. Integr. Manuf. 29 (5). 2016. PP. 473–488.
Источник журнал "РИТМ машиностроения" 4-2021
Еще больше новостей |