
В 1802 году, когда Василий Петров открыл явление электрической дуги, именно это событие послужило толчком к развитию всех современных типов сварки. Всего за пару веков наш мир буквально обогатился прогрессивными решениями: сварка электродом, диффузионная, лазерная, ультразвуковая, газовая, плазменная, гипербарическая, резистивная — и это лишь малый список! Нынешнее время продолжает ставить перед нами новые задачи, подход к которым должен быть максимально технологичным и эффективным.
Возьмем, к примеру, автомобили: сегодня большинство из нас так или иначе передвигается на личном или общественном транспорте. Если мотор — это сердце автомобиля, то жгут проводов в нем — целая нервная система, которая, подобно нервной системе человека, также нуждается в надежности и прочности соединений. Пожалуй, одним из наилучших способов получения неразъемных соединений зарекомендовала себя точечная контактная сварка, или резистивная сварка. Ее принцип основан на использовании свойства сопротивления металлов — их способности к нагреву и плавлению под тепловым воздействием электрического тока. При сварке сопротивлением большая сила тока, воздействующая на металл, расплавляет свариваемые материалы в одной точке, отсюда понятие «точечная сварка». Сварное соединение (точка) возникает мгновенно — его формирование занимает лишь несколько миллисекунд от начала сварочного процесса. Материалами, из которых изготавливаются электроды, являются сплавы высокой электропроводимости, что обеспечивает минимальное сопротивление между электродом и деталью, при этом в контакте «деталь-деталь» нагрев и сопротивление достигают наибольшей величины. Процесс можно разделить на пять этапов, как на циклограмме (рис. 1):
- Сжатие электродами помещенных между ними заготовок.
- Пропускание электрического тока высокого ампеража.
- Выключение тока.
- Приложение ковочного усилия.
- Снятие усилия.
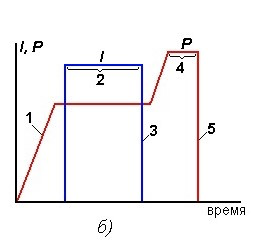
Рис. 1. Этапы процесса резистивной сварки
Традиционно в оборудовании для резистивной сварки присутствуют инверторы, которые позволяют работать не только с постоянным, но и с переменным током. Это способствует гибкости сварочных процессов, их контролируемости. Кроме того, не менее важную роль играет усилие сжатия свариваемых деталей (рис. 2).
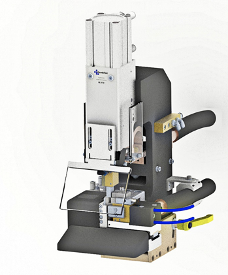
Рис. 2. Пример сварочного оборудования
Основные режимы резистивной сварки
Принято различать два основных режима сварки: жесткий (hard) и мягкий (soft).
Режим soft:
- умеренная сила тока;
- бо́льшая продолжительность времени сварки;
- плавный нагрев;
- плотность тока: ~100 А/мм² (макс.);
- время протекания тока: 0,5–3 с.
Преимущества перед режимом hard: меньшие нагрузки сети, меньшие потребляемые мощности, уменьшение закалки зоны сварки. Применяется в работе со сталью, склонной к закалке.
Режим hard:
- бо́льшая сила тока;
- малая продолжительность времени сварки;
- высокое сжимающее давление электродов;
- плотность тока: 120–300 А/мм²;
- время протекания тока: 0,1–1,5 с.
Преимущества перед режимом soft: уменьшение времени сварки, высокая производительность, вариативность применения.
Применяется в работе с алюминием и медью, разноименными деталями и деталями неравной толщины, а также высоколегированными сталями.
У сварочных машин, помимо классического оснащения, предусмотрены и специализированные варианты: конденсаторы для сварки емкостным разрядом. Аппараты для сварки емкостным сопротивлением, также называемые аппаратами для сварки емкостным разрядом, имеют множество преимуществ. Они способны превосходно выполнять работу по целому ряду причин: благодаря конденсаторам при резистивной сварке чрезвычайно быстро высвобождается энергия с высокой амплитудой силы тока. В данном случае высокая скорость разряда, что обусловлено свойством конденсаторов предварительно накапливать энергию, сулит ее целесообразный расход — бо́льшая ее часть направляется на формирование сварного соединения вместо бессмысленного нагрева материала вокруг. Таким образом, с участием конденсаторов сварочные аппараты локализуют область около шва, где из-за нагрева и последующего охлаждения свойства металла изменяются до минимума, в виде небольшого участка вокруг точки. Дополнительно следует отметить и такой плюс, как стабильность работы данного оборудования в условиях перепадов напряжения, где ему не грозят перебои, поскольку перед сваркой энергия успевает накапливаться.
О каких нюансах необходимо помнить каждому, кто решил идти в ногу со временем, используя резистивную сварку?
В первую очередь это понимание свойств материала. Как известно, на любой поверхности можно обнаружить некоторую шероховатость и неровность, если рассматривать ее на микроуровне. После того как мы прислонили шероховатые материалы друг к другу, наш невооруженный глаз обязательно увидит между ними идеальный плотный контакт, что, конечно же, в корне неверно. На самом деле контакт между материалами ограничен определенными точками — именно в местах соприкосновения контактирующих выступов заготовок, где, в отличие от основной структуры, сопротивление возникает в первую очередь. Во время сварочного процесса сопротивление в области площади касания возрастает, а линии тока — стягиваются. Данный вид сопротивления принято называть сопротивлением стягивания контакта, и зачастую именно оно играет ключевую роль в формировании сварного соединения. Едва соединение начнет образовываться, в течение первых нескольких миллисекунд контактирующие выступы металла плавятся с возросшим удельным сопротивлением, открывая путь следующим выступам (мостикам) и позволяя им войти в контакт с продолжением плавления. Только когда расплавятся последние мостики и контактное сопротивление достигнет нуля, в дело вступит сопротивление основной структуры металла, которое и завершит процесс сварки (рис. 3, 4).
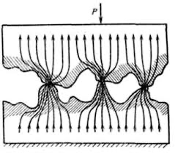
Рис. 3. Стягивание линий тока

Рис. 4. Шероховатость поверхности на микроуровне
Почему это так важно? Проблема в прецизионности, которой мы рискуем не достичь, если стягивание линий тока продлится слишком долго. Дело в том, что излишний расход энергии будет направлен на уничтожение мостиков и неизбежно повлечет за собой чрезмерный нагрев шва, как результат, ухудшив прочность соединения в целом. К счастью, подобных неприятностей легко избежать, если предварительно отрегулировать давление сварочных электродов. Стоит нам увеличить давление, как при сжатии количество мостиков существенно увеличится, а значит, и снизится контактное сопротивление.
Особого внимания заслуживает односторонний тип резистивной сварки. При односторонней точечной резистивной сварке ток распределяется между обеими заготовками, а нагрев происходит при протекании части тока через нижнюю заготовку (рис. 5).
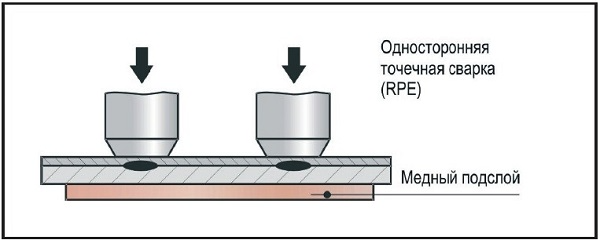
Рис. 5. Односторонняя точечная сварка
Такой тип резистивной сварки предполагает возможность формирования соединений одновременно в двух и более точках, однако число заготовок при этом не может быть больше двух. В многосерийном, массовом производстве на этот случай используют многоточечные машины, чье число пар электродов иногда доходит до 100, а свариваемых точек, соответственно, в два раза больше.
В наши дни резистивная сварка пользуется огромным спросом во всех развитых странах, где главными приоритетами являются качество выпускаемых изделий и высокая повторяемость. Среди отраслей промышленности, отдавших предпочтение резистивной сварке, неизменно остаются:
- автомобильная промышленность (производители электромагнитных катушек, кабельных сборок и жгутов, приборов подключения стеклоподъемников);
- индустрия электрики (производители переключателей и реле, термодатчиков, автомобильных лампочек);
- энергетика (производители литиевых аккумуляторов);
- электромеханика (производители контактных колец);
- кабельная промышленность (производители кабельных сборок специального назначения) и др.
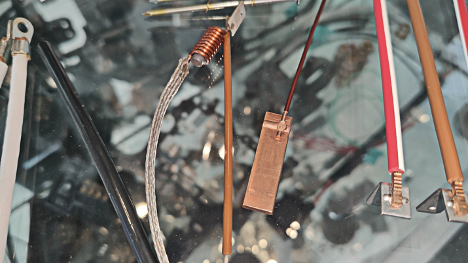
Рис. 6. Провода с контактом

Рис. 7. Пример резистивного компактинга
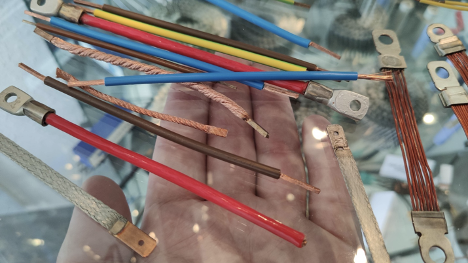
Рис. 8. Шины и сборки
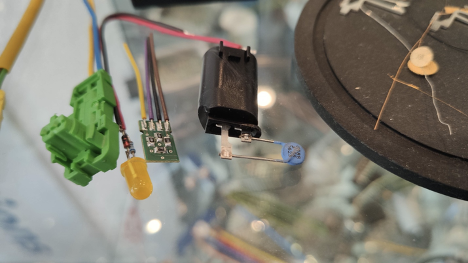
Рис. 9. Изделия микроэлектроники

Рис. 10. Батарейки и аккумуляторы
За годы существования резистивная сварка заработала себе доброе имя и непоколебимый авторитет среди ценителей и пользователей точечных сварок, ввиду неоспоримых преимуществ перед остальными видами. Сравнительный анализ изделий на примере резистивной и ультразвуковой сварки наглядно демонстрирует нам разницу в качестве (рис. 11, 12).
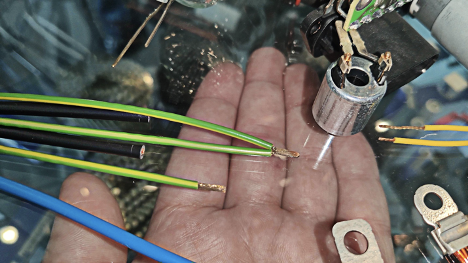
Рис. 11. Пример резистивной сварки
Рис. 12. Пример ультразвуковой сварки
В целом недостатки ультразвуковой сварки объясняются ее требовательностью к чистоте и ровности поверхностей, нетерпимостью к плакировке и лужению, а также слабым воздействием даже на относительно твердые металлы. То же олово, которым так часто покрывают проводники, — настоящее зло для ультразвука: из-за разницы в плотностях олова и меди, при УЗС-сварке образуются вторичные звуковые волны, которые тут же спешат распространиться и выйти за пределы швов. Безусловно, ультразвуковая сварка способна работать с обработанными металлами, вот только качество таких изделий оставляет желать лучшего и в перспективе прослужит совсем недолго. Данный тип сварки больше подходит для взаимодействия с мягкими материалами, иной раз — диэлектриками.
Резистивная сварка прекрасно справляется как с обычными проводниками, так и с металлами, покрытыми слоем Sn, Zn, Ni, Ag, Au. Более того, при должной конфигурации оборудование одолевает даже керамику (при условии, что на ее поверхность нанесен проводящий слой.)
Готовые решения в этой области имеют широкий спектр применения, начиная от микросварки (от 0,02 мкм для тончайших деталей) и заканчивая стальными листами толщиной до 20 мм (например, в судо- и авиастроении), но даже при существовании столь внушительного диапазона у резистивной сварки по-прежнему остается огромный потенциал для развития и океан нереализованных идей. Наверняка в далеком будущем, когда человечество уже вовсю избороздит соседние скопления галактик, наши сегодняшние технологии покажутся нелепыми и первобытными в глазах потомков. И пусть не нам, и даже не им — никому из нас не достичь идеала, но это не повод отказываться от него, ведь цель заключена в самом стремлении.
Еще больше новостей |