
Смазочно-охлаждающие жидкости призваны повышать эффективность металлообработки, причем настолько, чтобы обусловить возникновение и развитие целой отрасли по их разработке и производству. Звучит неплохо, однако хотелось бы понять, как оценивается эта самая эффективность по каким показателям.
Чтобы ответить на этот вопрос, обозначим базовые функции СОЖ, которые заложены в самом названии всей группы жидкостей такого типа. СОЖ должны эффективно смазывать, то есть снижать трение между инструментом и стружкой, а также между инструментом и заготовкой. СОЖ должны эффективно охлаждать инструмент и заготовку, уносить стружку и частицы износа инструмента из зоны резания. Существует еще одна весьма важная функция: пассивирование поверхности металла путем заполнения освободившихся в процессе резания химических связей. Способность СОЖ выполнять эту функцию значительно влияет на снижение адгезионного износа инструмента и точность обработки. На основе перечисленных базовых функций СОЖ из всего множества показателей эффективности обработки металлов в целом можно выделить две группы, непосредственно касающиеся этих жидкостей. Назовем их технологические и экономические показатели.
Технологические показатели в основном заключаются в снижении высотных и шаговых параметров шероховатости обработанной поверхности и повышении геометрической точности обрабатываемых деталей путем:
- снижения адгезионного износа инструмента и предотвращения наростообразования;
- удаления абразивных частиц из зоны резания;
- уменьшения деформации заготовки под действием механических нагрузок;
- уменьшения температурных деформаций заготовки и инструмента.
Экономические показатели выглядят так:
- увеличение стойкости инструмента и, соответственно, сокращение его расхода;
- повышение производительности как результат увеличения подачи и скорости резания;
- повышение производительности путем улучшения условий труда по сравнению с резанием «всухую»;
- защита заготовки от коррозии в межоперационный период;
- защита оборудования и оснастки от коррозии в течение всего периода эксплуатации.
Как видите, пунктов немало, при этом мы даже не затронули эксплуатационные и санитарно-гигиенические характеристики. Очевидно, что уровень и длительность проявления всех перечисленных показателей в значительной мере зависят от правильности выбора тонко настроенной смеси веществ, которая непосредственно участвует в процессе резания.
Выбор СОЖ — задача всегда индивидуальная. Здесь невозможен подбор «к продукту», то есть вопрос из разряда: «Какой продукт Y можно использовать вместо работающего сейчас продукта Х?» в случае с любыми жидкостями для металлообработки не имеет смысла. Не существует универсальной жидкости, одинаково хорошо подходящей для всех операций, металлов, скоростей резания, операторов станков, давлений подачи и т. д., так же, как не существует абсолютно одинаковых технологических процессов.
В рамках статьи я могу обозначить лишь критерии для предварительного подбора жидкости, которая впоследствии будет допущена или не допущена к испытаниям в реальных условиях конкретного предприятия.
В наше время большинство производителей с готовностью предлагает СОЖ к испытаниям, и это хорошо. Другое дело, что и производителей, и продуктов сейчас на рынке на несколько порядков больше, чем во времена акволов и укринолов, а работающее предприятие не является площадкой для экспериментов. Другими словами, прежде чем выделять одну или несколько единиц оборудования под испытания пока неизвестной СОЖ на несколько месяцев, весьма желательно минимизировать риск выпуска брака этими выделенными единицами.
Итак, критерии следующие: обрабатываемый металл/сплав, операции обработки, а также качество воды, используемой для приготовления эмульсии или раствора. Очевидно, что в случае с масляными (неводосмешиваемыми) СОЖ качество воды мы не рассматриваем. Начнем с обрабатываемых металлов.
Обрабатываемые металлы и сплавы
Металл, безусловно, накладывает свои требования на состав и характеристики СОЖ, и требования эти зачастую определяют ее выбор. Ниже перечислены наиболее часто встречающиеся в отрасли металлы и сплавы, расположенные по возрастанию сложности их обработки:
• сплавы магния;
• сплавы алюминия;
• сплавы меди;
• серый чугун;
• низко- и среднелегированные стали;
• высоколегированные стали;
• нержавеющие стали;
• жаропрочные стали;
• инструментальные стали;
• хромоникелевые сплавы;
• сплавы никеля и кобальта;
• сплавы титана.
Безусловно, выше показано весьма упрощенное деление, основанное по большей части на значениях силы резания и уровне воздействия на инструмент и не учитывающее ряд факторов. Например, сплавы магния вроде бы находятся в первой строке. Однако такая позиция справедлива без учета необходимости принятия особых мер пожарной безопасности при их обработке. Серый чугун не требует высоких усилий резания и часто обрабатывается «всухую», однако гораздо эффективнее и безопаснее держать мелкую стружку, образующуюся при обработке этого металла, в объеме СОЖ, а не в атмосфере рабочей зоны. Помимо этого чугун подвержен коррозии, поэтому СОЖ должна обладать хорошими антикоррозионными свойствами. Алюминий тоже относительно легко обрабатывается, однако, являясь пластичным металлом, способен образовывать нарост на инструменте, что негативно сказывается на размерной точности детали, и СОЖ призвана решать именно эту проблему.
С другой стороны, при работе с жаропрочными сплавами образование нароста маловероятно, но стойкость инструмента будет сильно зависеть от наличия и количества в СОЖ противозадирных присадок, некоторые из которых вызывают коррозию сплавов меди. С особенностями обработки жаропрочных сплавов и сплавов титана мы познакомились в прошлой статье («РИТМ машиностроения» № 8/2018). Пожалуй, каждый металл или сплав достоин отдельной статьи, однако нам нужно двигаться дальше.
Операции обработки
Все операции металлообработки можно разделить на два направления, принципиально различающихся по воздействию на металл и связанных с ним процессов и явлений. Одно из этих направлений охватывает все операции, подразумевающие снятие определенного количества металла с заготовки или, другими словами, операции резания. При этом существуют операции резания, изменяющие форму заготовки и условно ее не изменяющие. Перечислим основные операции этих двух типов.
Операции с изменением формы:
• точение;
• фрезерование;
• пиление;
• сверление;
• развертывание;
• зубофрезерование;
• зубодолбление;
• нарезание резьбы;
• протягивание.
В общем случае все операции резания с изменением формы можно разделить на три категории с точки зрения энергозатрат на обработку, влияния на инструмент и требовательности к составу СОЖ:
- легкие (точение, фрезерование);
- средней сложности (сверление, пиление, нарезание резьбы фрезой);
- тяжелые (зубофрезерование, зубодолбление, развертывание, протягивание, нарезание резьбы метчиком, глубокое сверление).
Применительно к смазочно-охлаждающей жидкости требования выражаются в необходимости добавления в состав и в количестве веществ и соединений, обеспечивающих насколько возможно мягкие условия для режима граничного трения. До определенных нагрузок эту роль выполняет непосредственно масло, а в случае с синтетическими водосмешиваемыми СОЖ — водорастворимые полимеры. Однако в составе жидкостей для операций средней сложности и тяжелых операций мы обязательно увидим такие компоненты, как сложные эфиры, животные, растительные или синтезированные жиры, а также противоизносные и противозадирные присадки. При этом нельзя забывать об охлаждающей функции СОЖ, которая становится особенно актуальной с увеличением скорости резания*.
_________
*Скорость резания — скорость движения поверхности заготовки относительно режущей кромки инструмента, измеряемая в метрах в минуту — м/мин.
Операции без изменения формы:
- шлифование;
- хонингование;
- полирование, доводка и другие операции, которые принято называть суперфинишными.
В такой операции, как шлифование, тоже можно выделить три категории:
- легкое (плоское шлифование и шлифование двумя обращенными друг к другу кругами);
- средней сложности (бесцентровое, внутреннее, заточка инструмента);
- тяжелое (глубинное, профильное, резьбошлифование, шлифование канавок).
В операциях шлифования приобретают особенную актуальность такие характеристики СОЖ, как проникающая и смачивающая способность. Обусловлено это тем, что инструмент в этом случае имеет множество режущих кромок, а значит, от жидкости требуется выполнить весь свой функционал в зонах резания, относительно большие поверхности которых удалены друг от друга и от места непосредственной подачи жидкости.
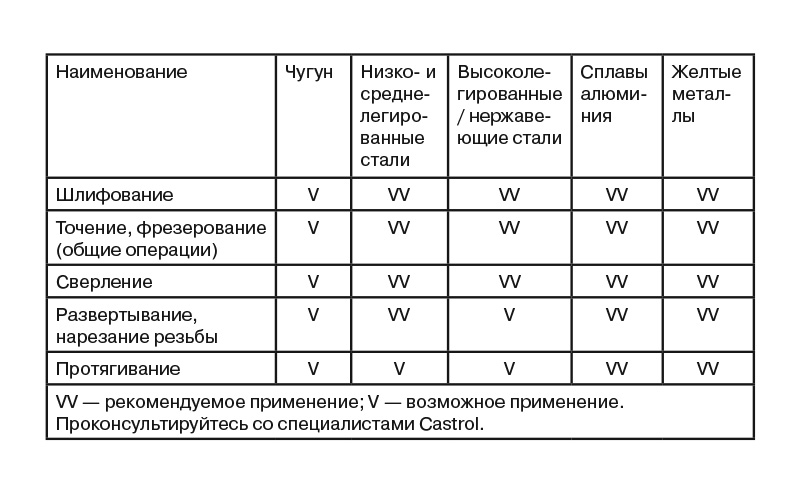
Выше дан краткий обзор двух основных критериев для предварительного выбора смазочно-охлаждающей жидкости. Что касается качества воды, то, учитывая важность этой составляющей в водосмешиваемых жидкостях, мы рассмотрим этот критерий в отдельной статье. Что касается ориентиров, то в техническом описании все три критерия отчетливо обозначены для каждой смазочно-охлаждающей жидкости Castrol. Это выглядит как на примере ниже.
Применение
Hysol SL 45 XBB разработана для обработки сплавов титана и алюминия, применяющихся в аэрокосмической отрасли. Также может применяться для обработки черных металлов.
Типичные характеристики
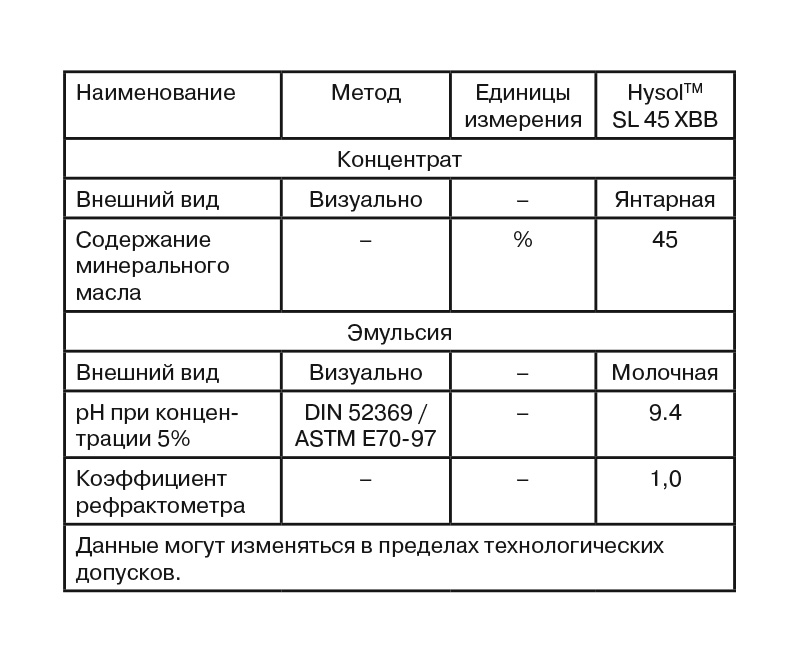
Рекомендованные концентрации
Шлифование 5–7%
Общие операции 6–8%
Сверление 7–9%
Нарезание резьбы 8–10%
Развертывание 8–0%
Протягивание 8–10%
Диапазон жесткости воды 100–800 ppm CaCO3
В свою очередь, смазочно-охлаждающие жидкости разделяются на:
Водосмешиваемые (водоразбавляемые), представляющие собой концентраты для последующего смешивания с водой. В общем случае водосмешиваемые СОЖ бывают трех типов:
1. На основе минерального масла, процентное содержание которого в концентрате варьируется от 40% и более, образующие при смешивании с водой молочно-белые эмульсии. При этом чем выше содержание минерального масла в составе, тем более насыщенный молочный цвет имеет эмульсия. В ассортименте Castrol это продукты: Hysol™ SL 45 XBB, Hysol™ MB 50, Alusol™ SL 51 XBB, Hysol™ LXE.
2. На основе минерального масла, где доля этого компонента менее 40%. Такие СОЖ часто называют полусинтетическими, и их концентраты образуют в смеси с водой полупрозрачные эмульсии. В ассортименте Castrol это продукты: Alusol SL 61 XBB, Hysol SL 37 XBB и Hysol SL 35 XBB.
3. Полностью синтетические, не содержащие минеральное масло и дающие при смешивании с водой прозрачный раствор. В ассортименте Castrol это линейка Syntilo™.
Масляные, не предполагающие смешивание с водой. Основу таких СОЖ могут составлять различные масла: от минеральных масел до синтетических сложных эфиров. В ассортименте Castrol линейки масляных СОЖ именуются CareCut™, Variocut™ и Honilo™. Замечу, что для одной и той же операции обработки одного и того же металла теоретически могут применяться СОЖ всех перечисленных типов.

Однако на этом процесс выбора не заканчивается. Необходимо знать предшествующие и последующие этапы технологического процесса и их особенности на конкретном предприятии, технологические требования к готовому изделию, тип системы подачи СОЖ (централизованная или индивидуальная), требования безопасности и охраны труда для операторов станков, возможности предприятия по утилизации отработанной СОЖ, а также множество тонкостей и деталей настройки процесса в условиях конкретного предприятия.
Другими словами, правильно подобрать смазочно-охлаждающую жидкость возможно только в тесном контакте с технологами, механиками и операторами станков. Такому подходу мы стараемся следовать сами и направляем на этот путь наших партнеров — дистрибьюторов во всех регионах. Чтобы увидеть результаты нашей работы в этом направлении, предприятию достаточно обратиться к одному из наших дистрибьюторов или непосредственно в технический отдел представительства Castrol.
E‑mail технического отдела: GMOSTechnicalsupport@bp.com.
Александр Клепиков, технический консультант по маслам для промышленных предприятий Castrol Россия
www.castrol.com/ru
Еще больше новостей |