
Существует мнение, как правильно организовать на производстве процесс лазерной обработки: нужно приобрести лазерный станок, желательно подешевле, и ждать, пока он сделает всю работу сам. При этом можно не вникать в «хитрые» слова маркетологов про сложные уникальные технологии, ведь все лазерные станки одинаковые, возможно, некоторые отличаются мощностью и производительностью, но в остальном разницы нет.
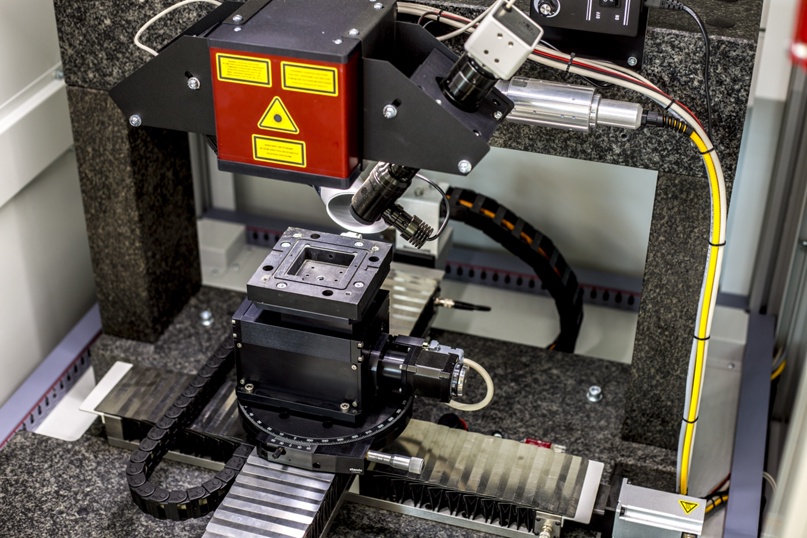
МикроСЕТ — лазерная система для резки керамики
Что касается технологий – давайте разбираться. Обычно под лазерной технологией понимают совокупность параметров (мощность, скорость, длительность импульса и пр.), которые меняются во время процесса лазерной обработки.
Большинство пользователей относительно параметров обработки мыслят просто: все хотят увидеть максимальную производительность, поэтому мощность должна быть 100%, скорость – максимальной, ну, и наш любимый критерий – «чтобы нормально что-то прорезало насквозь» и т. п.
Слова о научных исследованиях, разработках технологий, предварительных испытаниях НИОКР и ОКР кажутся придумками маркетологов и выкачиванием денег.
«Ничего сложного в лазерах нет, и всю информацию можно найти в интернете» – это то, с чем наша компания сталкивается каждый день.
Конечно, есть простые задачи, с решением которых справится даже ребенок. Но, не стоит недооценивать возможности лазера. Лазер – это самый совершенный вид техники. В 21 веке лазер способен решить огромный спектр задач точнее и быстрее, чем многие альтернативные способы.
Давайте посмотрим на такую отрасль, как электроника. Чтобы подробно во всем разобраться, нужны конкретные примеры, которые ответят на вопросы:
- Что собой представляют «нормальные» системы для обработки материалов радиоэлектронной промышленности?
- Какие процессы там происходят?
- Что нужно, чтобы получать желаемые результаты и производить конкурентоспособную продукцию?
Будем разбираться последовательно, на примере наиболее наглядных и понятных задач, которые неоднократно решались нами.
Итак, какие процессы лазерной обработки происходят в электронике?
В этой статье мы поговорим о самом понятном процессе лазерной обработки – это резка (все же знают, что такое резка?). В нашей стране не так много производителей электроники: айфоны и видеокарты никто не делает.
Конечно, самая распространённая основа для электронных плат – это текстолит. Он хорошо изучен, но он имеет ограниченную сферу применения, и в некоторых случаях лучшие свойства показывает керамика.
Почему используют именно керамику?
- Во-первых, в ВЧ/СВЧ-диапазоне важно учитывать диэлектрическую проницаемость самого материала, у многих других материалов она «плавает» или вовсе отсутствует, у керамики же более стабильная.
- Во-вторых, керамика имеет запас прочности: она меньше выгибается, не плавится, в отличие от того же текстолита.
Резка керамики
Керамику можно обрабатывать в разном виде: в «сыром» и в «спеченном».
Керамика в «сыром» виде бывает:
- LTCC (низкотемпературная керамика),
- HTCC (высокотемпературная керамика).
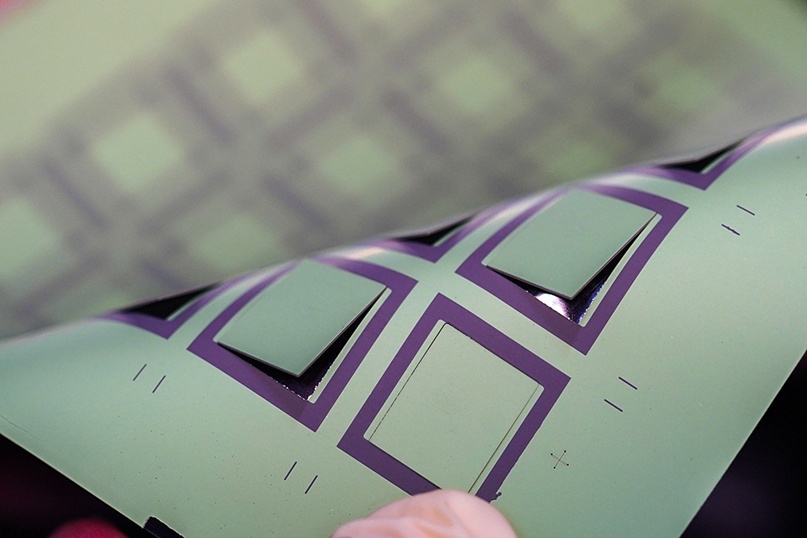
- На фото LTCC (низкотемпературная керамика)
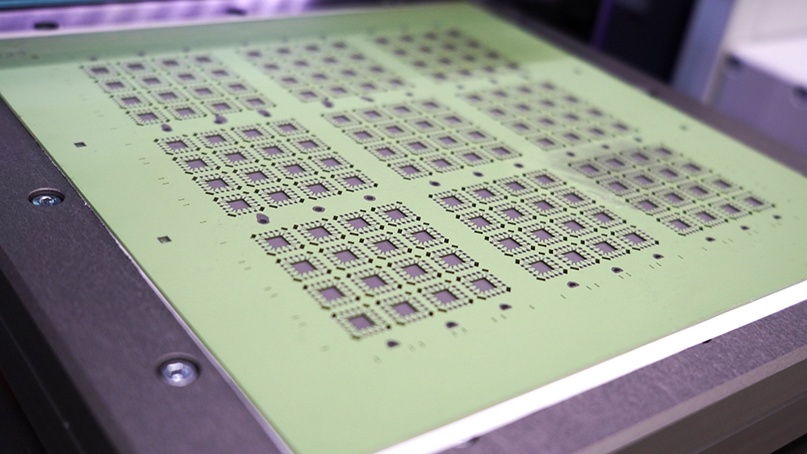
На фото LTCC (низкотемпературная керамика)
Для понимания задачи необходимо вникнуть в суть процесса производства и в то, как производят компоненты на данной керамике. Она находится в «сыром» состоянии при обработке до того, как её запекли. Именно из этой керамики изготовляются корпуса электронных компонентов.
Такой корпус необходим для защиты от космической радиации, электронных помех, наводок и механических повреждений.
Технологический процесс производства упрощенно состоит из нескольких итераций:
- Производство керамической основы;
- Прошивка отверстий, резка окон в этой керамической основе – формирование отдельных тонких слоев;
- Нанесение металлизации;
- Совмещение слоев в единый «пирог» с металлизацией каналов через прошитые отверстия;
- Спекание керамики.
Процесс лазерной обработки:
Во время процесса каждый слой керамики толщиной, например, 0,1 мм, обрабатывается, затем в этих слоях создаются отверстия, вырезаются окна и т.п.
Когда слои между собой совмещаются, внутри получаются сквозные отверстия. Полости отверстий (дырочки) металлизируются, и через этот «пирог» выводятся контакты.
Диаметр таких отверстий около 80 мкм, а слоев может быть больше двадцати.
И тут у нас возникает ряд требований к тому, что мы делаем, а вернее к лазерному станку.
Первое – точность.
Вырезать несколько изделий нужно точно, ведь при совмещении слоев отверстия должны совпасть, а диаметр таких отверстий около 80 мкм. Малейшая ошибка хоть на одном слое провоцирует смещение отверстий, и сквозной металлизации уже не будет, соответственно, весь запечённый «пирог» можно считать испорченным.
Этот процесс требует точности. Если эта точность будет составлять около 1 мкм – то проблем с металлизацией не будет. Количество получаемых отверстий может достигать несколько тысяч на одном слое.
Получается, что отверстия должны быть маленькие, формироваться очень быстро и очень точно. Именно эти требования являются самыми важными в ТЗ на систему лазерной обработки для микроэлектроники – резка керамики.
Второе – защита от внешних факторов.
При смене температуры в помещении материал расширяется или сужается, поэтому если поставить основание, собранное из стали или из алюминиевого профиля, то при изменении температуры в помещении на несколько градусов материал изменяется, и можно забыть о точности 1 мкм.
Есть такая вещь, как коэффициент теплового расширения (зависимость размера тела от температуры). Представьте, у вас была направляющая, вы по ней перемещались, а потом она стала длиннее сама по себе, каркас и основание скрутились, погнулись и изменили свои размеры.
Для решения задачи термического расширения стоит применять специальное гранитное основание, которое меньше зависит от температуры.
Во-вторых, нужно изолировать от вибраций нашу систему (не дай бог ногой кто-то топнет), потому что опять же важна точность 1 мкм.
В-третьих, система перемещения (столик, который двигает заготовку) должна быть очень жесткая, не «люфтить», соответственно, дешевые компоненты не подойдут, ведь важна высокая точность и надежность станка.
Соблюдение этих моментов поможет снизить влияние внешних факторов на процесс лазерной обработки.
Третье – технология.
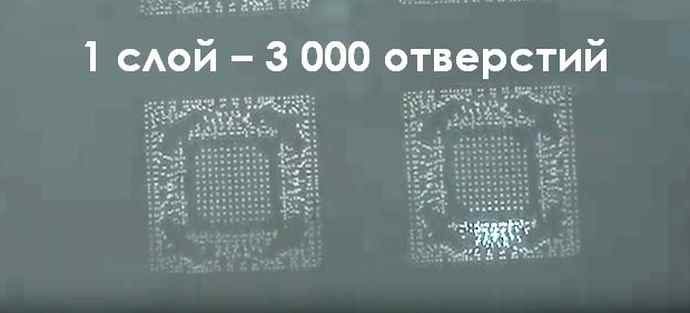
Компаний, способные сделать лазером отверстия в керамике– много. Но для того, чтобы сделать 3000 отверстий размером 80 мкм, с точностью 1 мкм, нужна технология.
В процессе лазерной обработки мы можем менять большое количество параметров. Их можно условно разделить на 3 группы:
- Параметры лазерного излучения.
- Параметры оптической системы.
- Параметры системы перемещения.
- Все эти параметры гибко меняются, формируя процесс, который мы и называем технология лазерной обработки.
В ряде задач есть необходимость обрабатывать «сырую» керамику, и при неграмотных параметрах она может остекленеть. Дальнейшая проблема заключается в том, что накладывая следующие слои, сквозная металлизация не происходит.
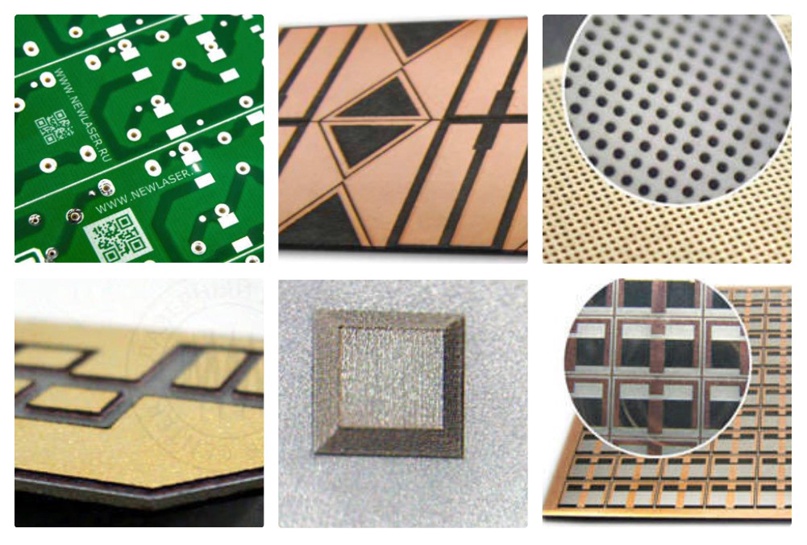
При резке спеченной керамике есть свои трудности. Проблема в том, что лазер имеет свойство нагревать материал, из-за чего керамика трескается. Организовать процесс таким образом, чтобы лазер именно испарял керамику без трещин – очень нетривиальная задача.

Пример неудачной резки
Создать такой лазер и установить правильные параметры – результат огромной работы технологов.

Пример удачный резки
Пример резки «сырой» керамики
Получается, что резать керамику лазером просто, если учесть все вышеперечисленные моменты и заниматься этим 20 лет
В следующей статье мы продолжим рассказывать про процессы лазерной обработки в электронике, а также конкретно про деметаллизацию.
Полное содержание статьи на https://habr.com/ru/post/656843/
Еще больше новостей |