
Лазеры с милли- и наносекундными импульсами открывают новые горизонты для промышленных и других применений. В данной статье будут рассмотрены лазеры с короткими импульсами, их особенности и возможности для обработки материалов, а в ее продолжении — лазеры с ультракороткими импульсами.
Нано- и миллисекундные квазинепрерывные волоконные лазеры с минимальными габаритами и высокой надежностью продемонстрировало на прошедших в 2021 году выставках «Фотоника» и «Металлообработка» НТО «ИРЭ-Полюс» (г. Фрязино Московской обл.) — российское подразделение мирового лидера, корпорации IPG (США). Были представлены короткоимпульсные квазинепрерывные волоконные лазеры QCW серии YLR и YLS с длительностью импульсов от 0,05 и 0,2 мс, максимальной энергией импульса 15 и 230 Дж, пиковой мощностью до 1,5 и 23 кВт (рис. 1 и табл. 1 [1]), предназначенные для микрообработки и обработки материалов: сварки, резки и сверления, когда особенно важно сочетание производительности и точности.
а) 
б) 
в) 
г) 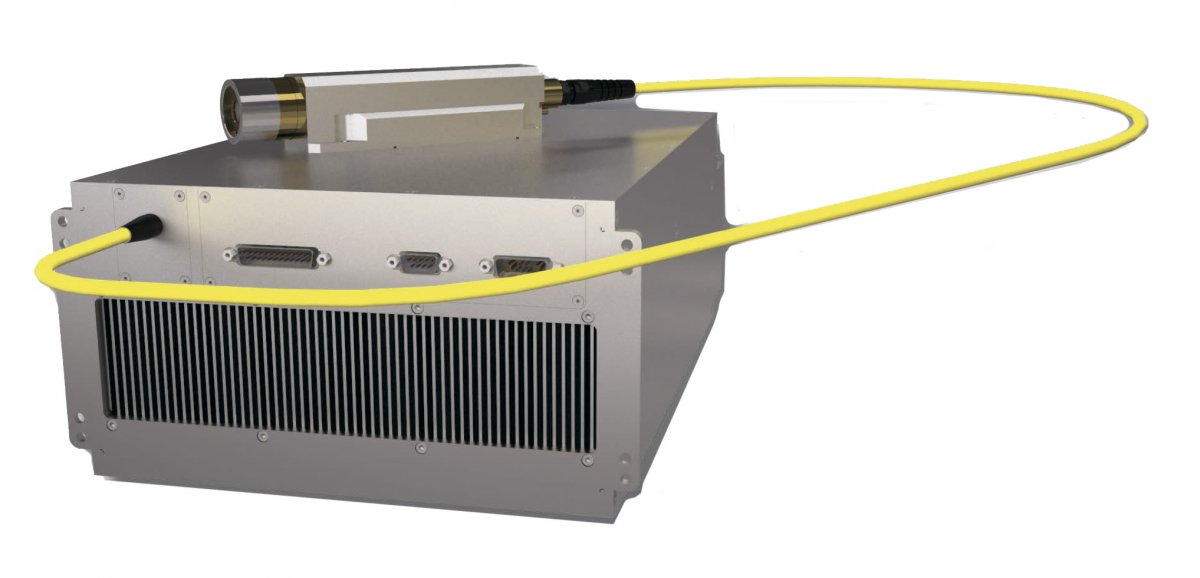
д) 
е) 
Рис. 1. Волоконные квазинепрерывные миллисекундные лазеры YLR‑150/1500-QCW (а) и YLS‑2300/23000-QCW (б), тулиевый наносекундный лазер TLPN‑1-10-20-20 (в) и наносекундные иттербиевые лазеры YLPN‑2-20x500-300 (г) и серии YLP (д) [1], импульсный зеленый наносекундный лазер GLPN-50-1-50-M (е)
| Модель | Длина волны, нм | Максимальная энергия в импульсе | С >150 редняя выходная мощность, Вт | Максимальная пиковая мощность, кВт | Длительность импульсов | Частота повторения, кГц | Качество излучения, М2 | Охлаждение | Габариты (модуля), мм | Вес (модуля), кг |
|---|---|---|---|---|---|---|---|---|---|---|
| Квазинепрерывный миллисекундный YLR-150/1500-QCW | 1070±5 | 15 Дж | 150 | 1,5 | 0,05–50 мс | 0–50 | Воздушное | 448×502×177 | 30 | |
|
Квазинепрерывный миллисекундный YLS-2300/23000-QCW |
1070±5 | 200 Дж | 2300 | 23 | 0,2–10 мс | 2 | Водяное |
1004×804×556 (стойки) |
270 | |
|
Тулиевый наносекундный TLPN-1-10-20-20 (ММ) |
1940 | 1 мДж |
20 (опти- ческая) |
100 (оптическая) |
10–15 нс | 10–200 | Воздушное (модуля) |
264×443×148 (модуля) |
16 | |
|
Иттербиевый наносекундный YLPN-2-20x500-300 |
1064 | 0,2-2 Дж | 300 | 20–500 нс | 2–4000 | 1,5 | Воздушное |
270×441×151 (модуля) |
||
|
Иттербиевые наносекундные серии YLP |
1065±5 |
0,5; 1 мДж |
10; 20; 30; 50 | 100 нс | 20–100 | 1,4; 1,8 | Воздушное | 215×95×286 | 8; 9 | |
|
Импульсный зелёный наносекундный GLPN-50-1-50-M |
532±10 | 20 мкДж | 50 | >150 | 1,3–2,0 нс | 10–600 | <1.3 |
Воздушное (модуля). Водяное (головки) |
260×270×87 (модуля). 112×220×67 (головки) |
Наносекундные лазеры предлагает также российская компания «Инверсия-Файбер» (г. Новосибирск), см. рис. 2 и табл. 2 [2].
![Рис. 2. Импульсный волоконный наносекундный лазер ТЕМ00 ООО «Инверсия-Файбер» [2]](/sites/default/files/Public/RHYTHM-of_machinery_2_2022/statia_obrabotka_materialov_lazerami_ris2_lazer_qs_rhythm_of_machinery_2_2022.jpg)
Рис. 2. Импульсный волоконный наносекундный лазер ТЕМ00 ООО «Инверсия-Файбер» [2]
|
Предприятие- производитель |
Модель | Длина волны, мкм | Модовый состав излучения | Нестабиль-ность мощности, % |
Габариты излучателя (источника питания), мм |
Потребляемая мощность, Вт | Отличительные особенности |
|---|---|---|---|---|---|---|---|
|
Инверсия- Файбер |
Импульсный наносекундный волоконный лазер | 0,355 | ТЕМ00 | 2 | 85×70×290 (185×45×380) | <200 | Диодная накачка, любая длина волны из диапазона 0,347–0,366 мкм, длительность импульса — 50 нс (опционально 10-200 нс), частота повторения – 1–5 кГц (опционально 1–100 кГц) |
|
Инверсия- Файбер |
Импульсный наносекундный волоконный лазер | 0,532 | ТЕМ00 | 2 | 85×70×290 (185×45×380) | <200 | Диодная накачка, любая длина волны из диапазона 0,520–0,550 мкм, длительность импульса — 50 нс (опционально 10-200 нс), частота повторения — 1–5 кГц (опционально 1–100 кГц), линейная поляризация |
По утверждению немецкой компании TRUMPF, лазеры с короткими (и сверхкороткими) импульсами сегодня представляют собой идеальные инструменты для промышленной эксплуатации в сфере микрообработки. Подходят для всех распространенных видов обработки материалов: резки, сверления, снятия слоев и структурирования. Расходы на эксплуатацию этих лазеров предельно низкие. См. рис. 3, табл. 3 и [3].
а) ![Рис. 3. Лазеры c наносекундными импульсами немецкой компании TRUMPF: TruPulsNano (а), TruMicro 7070 (б), TruMicro 8320 (в) [3]](/sites/default/files/Public/RHYTHM-of_machinery_2_2022/statia_obrabotka_materialov_lazerami_ris3-1_rhythm_of_machinery_2_2022.jpg)
б) ![Рис. 3. Лазеры c наносекундными импульсами немецкой компании TRUMPF: TruPulsNano (а), TruMicro 7070 (б), TruMicro 8320 (в) [3]](/sites/default/files/Public/RHYTHM-of_machinery_2_2022/statia_obrabotka_materialov_lazerami_ris3-2_rhythm_of_machinery_2_2022.jpg)
в) ![Рис. 3. Лазеры c наносекундными импульсами немецкой компании TRUMPF: TruPulsNano (а), TruMicro 7070 (б), TruMicro 8320 (в) [3]](/sites/default/files/Public/RHYTHM-of_machinery_2_2022/statia_obrabotka_materialov_lazerami_ris3-3_rhythm_of_machinery_2_2022.jpg)
Рис. 3. Лазеры c наносекундными импульсами немецкой компании TRUMPF: TruPulsNano (а), TruMicro 7070 (б), TruMicro 8320 (в) [3]
| Модель | Длина волны, нм | Максимальная энергия в импульсе | Средняя выходная мощность | Длительность импульсов | Частота повторения |
Качество излучения, М2 |
Габариты, мм |
|---|---|---|---|---|---|---|---|
| TruPulse 1002 nano (FK10-EP) | 1062±3 | >0,8 мДж |
20 Вт, Р макс пик >7 кВт |
10 нс – 240 нс | 1–4000 кГц | <1,3 | 347×201×95 |
| TruMicro 7070 | 1030 | 100 мДж | 2000 Вт | 30 нс | 5–250 кГц |
10 мм.мрад (зависит от ОВ кабеля) |
1340×1430×725 (аппарат) |
| TruMicro 8320 | 343 | 20 мДж | 200 Вт | 15 нс±3 нс | От 10 кГц | 22,5±2,5 |
810×450×2131 (головка) 1090×1798×650 (аппарат) |
Обработка материалов лазерами с короткими миллисекундными импульсами
Ряд инфракрасных (ИК) волоконных лазеров, известных как квазинепрерывные лазеры (QCW), в настоящее время быстро вытесняет давно зарекомендовавшую себя лазерную технологию с ламповой накачкой Nd:YAG.
Общие преимущества волоконных лазеров по сравнению с другими типами лазеров — их эффективность, высокий КПД, надежность, отсутствие технического обслуживания, стабильность и меньшая занимаемая площадь — в настоящее время очень хорошо известны и волоконные лазеры QCW обладают всеми этими преимуществами. С момента получения премии Prism Аward в 2010 году компанией IPG за этот лазер был разработан полный спектр уникальных лазеров QCW, причем некоторые модели имеют пиковую мощность до 20 кВт [4–7].
Волокно малого диаметра (<15 мкм) лазеров QCW обеспечивает эффективную генерацию когерентного света и практически полное самоохлаждение волокна благодаря уникально высокому отношению площади поверхности к объему. Таким образом, колебания температуры и связанные с ними тепловые эффекты отсутствуют, что приводит к беспрецедентной стабильности выходного луча. Вторым важным результатом генерации лазерного луча в активном волокне малого диаметра является то, что при необходимости лазерный выход может быть передан через одномодовое пассивное волокно (известное как «питающее волокно») вплоть до лазерной обрабатывающей головки. В этом случае луч обладает максимально возможной яркостью и способностью фокусировки. Соединение питающих волокон большего диаметра с активным волокном или простое использование устройств для соединения волокон широко используется специалистами в данной области, когда, как и во многих приложениях для обработки материалов, требуется другой диапазон диаметров луча и размеров сфокусированных пятен непосредственно от лазера [7].
Увеличенное количество диодов накачки, которые просто встраиваются в активное волокно, позволяет лазеру в импульсном режиме обеспечивать в 10 раз большую мгновенную (пиковую) мощность по сравнению с волоконными лазерами непрерывного действия (CW). В некоторых версиях возможна энергия импульса до 60 Дж. Это дает ряд преимуществ для обрабатывающих технологий. Например, высокая пиковая мощность лазерного импульса QCW способствует снижению отражательной способности металлической поверхности в момент начала сварки, в момент создания начального участка сварного шва. Эта уникальная особенность позволила лазеру QCW успешно конкурировать с лазерами с ламповой накачкой более старых технологий и с непрерывными волоконными лазерами в области лазерной сварки малой мощности [7].
Очень важно отметить, что непрерывному лазеру мощностью 150 Вт потребуется 67 мс для создания модулированного импульса 10 Дж, а лазер QCW с меньшей мощностью сможет сгенерировать 10 Дж при частоте 15 Гц
за 8 мс при пиковой мощности 1250 Вт для точечного сварного шва (рис. 4). Очевидно, что значительно меньший сопутствующий нагрев свариваемого элемента произойдет за 10 мс по сравнению с 67 мс [7].
![Рис. 4. Типичный точечный сварной шов [7]](/sites/default/files/Public/RHYTHM-of_machinery_2_2022/statia_obrabotka_materialov_lazerami_ris4_rhythm_of_machinery_2_2022.jpg)
Рис. 4. Типичный точечный сварной шов [7]
Таким образом, например, лазер 150/1500 излучает 150 Вт средней мощности и 1500 Вт пиковой мощности в импульсном режиме с максимальным рабочим циклом 10%. В настоящее время этот диапазон развит до средней мощности 2 кВт с пиковой мощностью 20 кВт для высокоскоростного лазерного сверления аэрокосмических сплавов.
По сути, если для какого-либо конкретного лазерного процесса требуется высокая пиковая мощность, то этот тип лазера может обеспечить ее в гораздо более экономичном варианте, чем непрерывный лазер с эквивалентной пиковой мощностью. Более новые версии QCW могут включать опцию минимальной длительности импульса 10 мкс. Следует также отметить, что максимальный предел длительности импульса обратно пропорционален пиковой мощности: 10 мс для 1500 Вт, 15 мс для 1000 Вт, 50 мс для 300 Вт и ниже. Таким образом, до сих пор более длительные импульсы и более высокие рабочие циклы доступны, если высокие требования к пиковой мощности невелики, например, при сварке металлов с более низкой отражательной способностью [7].
Еще одна уникальная особенность, обеспечиваемая диодной накачкой с одиночными излучателями, которая оправдывает приставку «квази» в QCW, заключается в том, что этот лазер также может работать как в импульсном, так и в непрерывном режиме. В непрерывном режиме лазер QCW обычно имеет на 30% более высокую среднюю мощность по всему диапазону. Волоконные лазеры QCW в непрерывном режиме могут быть использованы для минимизации подвода тепла к компоненту во время резки, также в непрерывном режиме волокна в сочетании с гальванометрическими сканерами позволяют выполнять сварку с глубоким проплавлением, с очень высокой скоростью и высоким соотношением сторон (рис. 5), хотя в этом случае требуется чрезвычайно хорошая подгонка компонентов по сравнению со сварным швом, показанным на рис. 4 [7].
![Рис. 5. Сварной шов с «кинжальным» проплавлением [7]](/sites/default/files/Public/RHYTHM-of_machinery_2_2022/statia_obrabotka_materialov_lazerami_ris5_rhythm_of_machinery_2_2022.jpg)
Рис. 5. Сварной шов с «кинжальным» проплавлением [7]
Формирование параметров импульсов — это метод, который уже много лет используется в сочетании с лазерами с ламповой накачкой. Для некоторых применений медицинских устройств, таких как лазерная сварка титановых банок кардиостимулятора, этот метод получил широкое распространение. Графический пользовательский интерфейс (GUI) специализированного генератора формы импульсов (PSG) теперь позволяет гибко формировать временные импульсы, которые могут обеспечивать увеличение/уменьшение энергии импульса лазеров QCW. Это используется для предотвращения образования корневых дефектов и пористости, связанных с усадкой сварного шва на участках его начала и окончания [7].
Исследования также показали, что удлинение хвоста импульсов в момент завершения процесса лазерной сварки приводит к образованию более гладкой поверхности сварного шва за счет минимизации пульсаций, вызванных поверхностным натяжением во время его затвердевания (рис. 6) [7].
![Рис. 6. Удлинение хвоста импульсов на участке завершения процесса лазерной сварки тонкой фольги приводило к образованию более гладкой поверхности сварного шва [7]](/sites/default/files/Public/RHYTHM-of_machinery_2_2022/statia_obrabotka_materialov_lazerami_ris6_rhythm_of_machinery_2_2022.jpg)
Рис. 6. Удлинение хвоста импульсов на участке завершения процесса лазерной сварки тонкой фольги приводило к образованию более гладкой поверхности сварного шва [7]
Использование лазерной обрабатывающей головки, оснащенной объективом с фокусным расстоянием 50 мм и коллиматором с фокусным расстоянием 60 мм в сочетании с одномодовым волокном, позволяет получить сфокусированное пятно диаметром менее 20 мкм. Поскольку пиковая плотность мощности связана с площадью сфокусированного пятна, пиковая плотность мощности, близкая к 500 МВт/см2, легко достигается. Никогда прежде такой уровень пиковой плотности мощности не был доступен для экономичного волоконного лазера, который использует готовые системы доставки луча и обеспечивает импульсную энергию в несколько джоулей. Это переводит возможности обработки этого лазера в режим, в котором могут создаваться нелинейные явления, и материалы, обладающие высокой пропускающей способностью на этой длине волны 1070 нм, могут быть успешно обработаны лазером. Например, наиболее известным из этих применений является лазерная резка различных типов стекол, резка и сверление сапфира и оксида алюминия и даже резка кремния (хотя относительно длительное время взаимодействия луча в некоторых случаях может потребовать последующей обработки) [7].
В этом случае комбинация пиковой мощности, энергии импульса и средней мощности, обеспечиваемой лазером, например, 300/3000 (рис. 7а) или даже лазером QCW с воздушным охлаждением 450/4500, идеально подходит для известного применения — сварки СВЧ-пакетов, которая ранее выполнялось лазерами Nd:YAG с ламповой накачкой. Для достижения правильного сочетания высокой энергии импульса и размера пятна многомодовое питающее волокно диаметром 100 или даже 200 мкм часто комбинируется с коллиматором с фокусным расстоянием 100 мм и объективом с фокусным расстоянием более 200 мм в специализированной сварочной головке (рис. 7б) [7].
![Рис. 7. Волоконный лазер QCW 300/3000 (a), сварочная головка и коллиматор (б) компании IPG, предназначенные для сварки СВЧ-пакетов [7]](/sites/default/files/Public/RHYTHM-of_machinery_2_2022/statia_obrabotka_materialov_lazerami_ris7_rhythm_of_machinery_2_2022.jpg)
а) б)
Рис. 7. Волоконный лазер QCW 300/3000 (a), сварочная головка и коллиматор (б) компании IPG, предназначенные для сварки СВЧ-пакетов [7]
Сварка выступов аккумуляторных батарей на высокой скорости с использованием одиночных лазерных импульсов от QCW-лазера в настоящее время хорошо зарекомендовала себя. Выполняются разнородные металлические соединения, например, между алюминием и сталью и даже медью. Разработана технология сварки тонкой фольги с хорошим, гладким формированием шва [7].
Разработанные станки для лазерной резки трафаретов для создания электронных сборок имеют одновременный автоматический оптический контроль. Был разработан новый многоуровневый процесс прямой лазерной сварки, обеспечивающий большую гибкость и точность в процессе печати по сравнению с традиционными технологиями с использованием фото/электрохимических и механических методов фрезерования. Эта технология также улучшает прокладку трафарета на плате и повторяемость печати там, где присутствуют проблемы с топографией печатных плат, такие как этикетки, несоответствия маски припоя и тентовые отверстия. Кроме того, теперь возможна одновременная печать 3D-полостей на печатных платах. Для реализации этого многослойного подхода было разработано высокоспециализированное оборудование для доставки луча волоконного лазера, позволяющее выполнять резку и сварку одним и тем же лазером с использованием одной и той же системы доставки луча (рис. 8). Очевидно, что другие типы лазеров не обладают такой гибкостью и стабильностью, чтобы обеспечить такое сочетание высококачественной резки и микросварки [7].
![Рис. 8. Пример микросварки и комбинированной режущей/сварочной головки [7]](/sites/default/files/Public/RHYTHM-of_machinery_2_2022/statia_obrabotka_materialov_lazerami_ris8_rhythm_of_machinery_2_2022.jpg)
Рис. 8. Пример микросварки и комбинированной режущей/сварочной головки [7]
Хотя использование инфракрасных волоконных лазеров для сварки полимеров является неожиданным, они нашли применение для создания небольших элементов, таких как те, которые требуются в микрофлюидных устройствах. В таких случаях используемые диаметры подаваемого волокна намного больше, чем при обработке металлов. Хотя этот метод только начали разрабатывать, было уже продемонстрировано связывание полимеров с металлами, с использованием QCW-лазера в непрерывном режиме, с волокном большого диаметра [7].
Применение волоконных лазеров QCW для резки и сверления было ранее подробно рассмотрено в статье [8].
Обработка материалов лазерами с наносекундными импульсами
Лазеры TRUMPF TruPulseNano (рис. 3а и [3]), использующие технологии GTWave и PulseTune, предоставляют промышленности максимально широкие возможности применения в наносекундном диапазоне с короткими импульсами.
Вне зависимости от материала, толщины или комбинации металлов лазеры обеспечивают универсальные возможности применения и позволяют сваривать самые разнообразные изделия — от топливных элементов и батарей до тонких проводов для изготовления медицинского оборудования. Используя запатентованный способ сварки короткоимпульсным лазером, можно соединять тонкие металлические заготовки практически в любом сочетании, включая металлы с высокой отражательной способностью и электропроводящие металлы [3].
При лазерном сверлении пульсирующий луч лазера многократно направляется на обрабатываемый участок заготовки. При этом обрабатываемый материал слой за слоем расплавляется и испаряется, пока не образуется просверленное отверстие. Сверление лазером отличается высокой точностью, которой можно управлять, тщательно контролируя интенсивность и длительность излучения [3].
Луч лазера можно с легкостью запрограммировать для точного раскроя различных материалов любой толщины, в том числе металлов, включая отражающие металлы, такие как медь, серебро и алюминий, а также латунь, вольфрам, сталь, олово и титан. Помимо того, можно выполнять обработку драгоценных камней, таких как бриллианты, а также керамики, композитных материалов для графических работ, кремния и многих видов синтетических материалов. Высокая точность достигается при резке даже очень сложных форм, так как пользователь постоянно и в полном объеме контролирует интенсивность и продолжительность излучения, его тепловое воздействие [3].
В то время как при нанесении маркировки воздействие оказывается только на поверхность заготовки, гравирование имеет определенную глубину. Почти на каждый материал лазером можно наносить черную маркировку, а на некоторые материалы даже цветную. Текстовая маркировка лазером используется, в частности, для керамики, синтетических материалов, металлов, светодиодов, резины и композитных материалов для графических работ [3].
Лазер позволяет точно удалять слои материала на металлических деталях или промышленных соединениях, например, в полупроводниках и микропроцессорах электронных изделий [3].
При лазерной очистке обычно используются высокая частота пульсации и короткие импульсы с высокой пиковой мощностью, что и обеспечивают короткоимпульсные лазеры. Цель очистки — удалить остатки покрытия и загрязненные слои, не повреждая при этом материал подложки.
Лазерная очистка представляет собой недорогой и экологичный метод, который хорошо зарекомендовал себя в промышленности во всем мире [3].
Мощные наносекундные лазеры серии TruMicro 7000 (рис. 3б) обладают максимальной средней мощностью для микрообработки — до 2000 Вт, сочетают короткие импульсы с большой энергией пульсации даже на высоких частотах. Таким образом, они идеально подходят для снятия слоев, сверления и резки на больших площадях с максимальной производительностью. Применение сканеров позволяет наиболее эффективно снимать слои материала на больших площадях. Мощные наносекундные лазеры серии TruMicro 7000 используют технологию дисковых лазеров: короткие импульсы с большой энергией пульсации могут выдаваться даже на высоких частотах. Энергия пульсации до 100 мДж позволяет достичь огромной скорости снятия слоев при высоком КПД. Для оптимизации способов обработки можно настраивать частоту повторения импульсов лазера при одинаковой длительности. Лазеры TruMicro 7000 с помощью оптоволоконного кабеля и других компонентов легко интегрируются в технологическую линию [3].
Высокопроизводительные короткоимпульсные лазеры серии TruMicro 8000 наиболее эффективно работают в ультрафиолетовом диапазоне. Сочетание коротких импульсов с высокой энергией импульса создает идеальные условия для производства гибких OLED-дисплеев методом лазерного снятия. Таким образом, они идеально подходят для снятия слоев, сверления и резки на больших площадях с максимальной производительностью. При этом важную роль играет так называемая технология лазерного снятия: ультрафиолетовый твердотельный лазер снимает полиамидную пленку с основного стекла, не повреждая расположенный ниже слой органического полупроводника. При этом ультрафиолетовые твердотельные лазеры серии TruMicro 8000 отличаются особой надежностью, долговечностью и низкими эксплуатационными затратами [3].
Особенности сверления и резки ультракороткими, в т. ч. наносекундными, импульсами подробно рассмотрены авторами [9, стр. 212–301].
Таким образом, как показано выше, современные короткоимпульсные миллисекундные лазеры QSM и наносекундные лазеры находят все более широкое применение в промышленности при обработке материалов благодаря своей высокой эффективности и надежности, отсутствию эксплуатационных расходов.
Авторы: А. Г. Игнатов, федеральный эксперт Минобрнауки
и Коллегии национальных экспертов (КНЭ) России
и стран СНГ по лазерам и лазерным технологиям,
научный сотрудник Михайловской военной
артиллерийской академии (МВАА),
А. П. Елисеев, к. т. н., заместитель начальника отдела МВАА,
В. Г. Комаров, м.н.с. МВАА,
Н. В. Буров, генеральный директор АО «ЛЛС»
Литература
- Проспекты НТО «ИРЭ-Полюс» / IPG // URL: www.ipgphotonics.com.
- Проспекты компании «Инверсия-Файбер» // URL: https://inversions.ru/.
- Лазеры с короткими и ультракороткими импульсами для микрообработки от немецкой компании TRUMPF // URL: https://www.trumpf.com/ru_RU/produkcija/laser/lazer-korotkikh-i-sverkhkorotkikh-impulsov/.
- Nogee А., Холтон К. Рынок лазеров — 2021: обзор и прогноз // ЛазерИнформ. № 5–6 (692–693), март 2021. С. 1–4. Перевод: Laser Focus World, February 2021. P. 25–29.
- Belforte D. Covid‑19 leaves its mark on the industrial laser market // Laser Focus World, February 2021. P. 17, 20–22.
- Laser markets navigate turbulent times / C. Holton, A. Nogee, J. Hecht, and B. Gefvert // Laser Focus World. January 2020. P. 46–48, 50, 52–54.
- Hoult T. Maybe the most flexible laser — ever! // Industrial Laser Solutions. July/August 2015. P. 23–26. www.industrial-lasers.com.
- Fiber laser micromachining in highvolume manufacturing / M. Mendes, R. Sarrafi, J. Schoenly, and R. Vangemert” // Industrial Laser Solutions. Maу/June 2015. P. 23–27.
- Вакс Е.Д., Миленький М. Н., Сапрыкин Л. Г. Практика прецизионной лазерной обработки. Москва: Техносфера, 2013. 696 с.
Источник журнал "РИТМ машиностроения" № 2-2022
Еще больше новостей |