Bernabé Cárcel, Samuel López, and Rocío Ruiz share how the Rectorans project is addressing ongoing challenges in the transport sector
Greenhouse gas emissions from the EU transport sector increased steadily between 2013 and 2019. Most EU policies and strategies promote the use of low-carbon fuels and electric cars to reduce planned greenhouse gas emissions to at least 55 per cent of current levels by 2030, with the aim of achieving carbon neutrality by 2050. Reducing transport sector emissions will involve tackling disruptive measures to reach this ambitious EU target.
Weight reduction is a key priority of the transport sector. It not only improves fuel efficiency and reduces air pollutants, but also increases vehicle performance, decreases the load on brakes and suspension systems, and encourages the use of electric vehicles.
When steel and aluminium structures are used, design and manufacturing limitations make it difficult to achieve the required weight savings. At the same time, the transport industry demands ever faster manufacturing processes that also meet quality standards. These two challenges were overcome in the recent Rectorans project, which made use of a novel concept to reduce greenhouse gas impact through the implementation of technologies and the design of sustainable solutions, to deliver vehicle weight savings without raising prices.
The Rectorans project provided the following solutions (shown in figure 1):
-
Multi-material thermoplastic composites developed to provide transport manufacturers with the opportunity to reduce weight and build parts with complex shapes for their vehicles
-
Microwave-assisted radiation integrated into current resin transform moulding (RTM) and pultrusion process lines to reduce cycle times and energy consumption in the transport sector
-
Laser-hybrid metal-polymer joining to increase the degree of automation and standardisation of bond quality while reducing raw material consumption
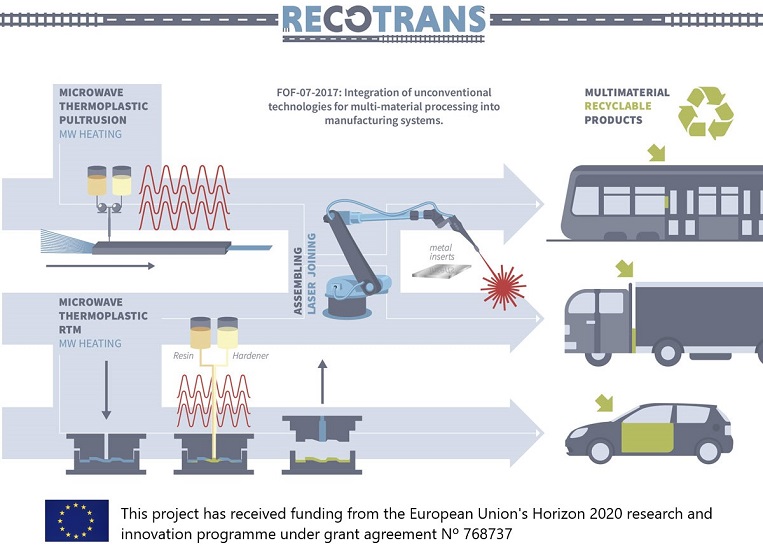
Figure 1: The solutions developed within the recotrans project
Through implementation of these key drivers, cost-effective recyclable multi-material composite demo samples were manufactured: a cab rear suspension for trucks, a door outer panel with improved stiffness for the automotive industry, and an interior panel for the rail industry.
The following environmental and economic benefits were obtained with these novel technologies, materials and processes, which represent an important benefit for users and society:
-
Reduction in the weight of parts: 64 per cent for trucks, 63 per cent for cars and 57 per cent for rail, compared to equivalent conventional metal parts.
-
Economic savings for buyers/users: €40.80 per truck part, €2.10 per car part, €6.6 per rail part.
-
Reduction in CO2 emissions for the buyer/user of vehicles: 39.8kg per truck, 40.3kg per car*.
Laser-hybrid joining technology: an overview
One of the main challenges of using polymer-based composite materials in industry is joining metal parts to polymeric parts in hybrid structures because these materials possess significantly different physical, chemical and mechanical properties.
Conventional joining technology such as adhesive bonding and mechanical fastening are currently the most commonly used techniques. However, they both have different drawbacks. The disadvantages of mechanical fastening include stress concentration and long joining times due to the need to drill holes and attach external fasteners. The downside of adhesive bonding is that it frequently involves chemicals that can harm the environment and human health; it also requires long curing times, which increases energy consumption and manufacturing costs.
In this context, laser processes such as laser-hybrid metal-polymer joining could overcome almost all of these limitations. The advantages laser processing offers over competitive joining processes include the one-step process, instantaneous bonding, highly localised heating and fast processing times. Moreover, laser heat is transferred directly to the joining zone at the component interface for highly effective energy use. This technique provides both physical and chemical bonding between parts.
Other advantages of laser processing compared to adhesive bonding include less surface pre-cleaning, not to mention the lack of curing because the bond is ready for joining as soon as the polymer cools down. In terms of processing, the laser technique may offer a higher level of automation and greater standardisation of bond quality. However, laser-hybrid metal-polymer joining is still in the development stage and more applied research is needed for cost-effective industrialisation of the technique.
In laser joining, a laser beam is used as a heating source. When it is applied in hybrid metal and polymer joining, the process is commonly known as LAMP (laser-assisted metal and polymer joining). The LAMP principle is based on the use of laser light to heat up the metal-plastic interface. The plastic is thus joined to the metal by physical-chemical and mechanical mechanisms. LAMP joining has demonstrated its potential for producing several metal-polymer hybrids of different metals and thermoplastics.
LAMP basically involves two procedural principles. Transmission joining is the first: the laser beam is transmitted through the plastic material and heats the metal joining partner. This leads to an increase in temperature at the boundary layer between the plastic and metal, which causes the thermoplastic to melt and moistens the metal surface. This process can only be applied to plastics with a high level of transparency for electromagnetic radiation of the laser wavelength.
Heat-conduction joining is the second: the metal surface is directly irradiated by the laser beam. The heat is then conducted to the metal-plastic interface, which melts the plastic partner in the boundary layer. Because the polymer used in the Rectorans project is opaque to laser radiation, heat-conduction joining is used for laser joining in this case. As with adhesive bonding, the metal surface must be treated prior to laser joining in order to increase joint strength.
The contribution of surface topography to adhesion cannot be explained only by increased surface contact. Surface structuring is aimed at increasing contact between the polymer and metal and creating geometric interlocking. Different surface topographies on the metal surface are possible (holes, grooves, irregular patterns), generally in sub-mm scale (see figure 2).
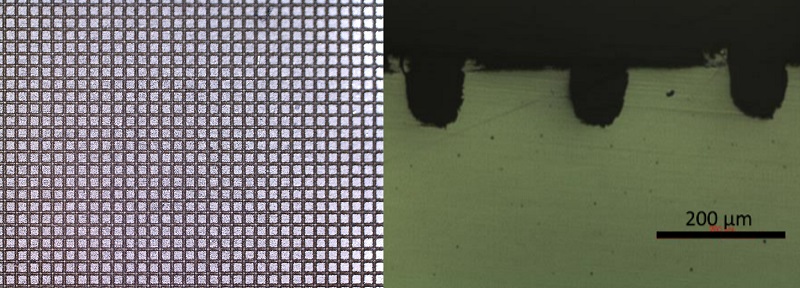
Figure 2: Laser surface structuring. Left) Top view. Right) Cross section
The surface topography of the metal counterpart is a crucial factor to ensure good mechanical interlocking between the metal and composite. When the metal surface modification is performed by laser treatment, groove geometry and the distance between tracks have been reported to be key factors for best results in terms of joint strength.
Laser metal-polymer joining in the Rectorans project
Laser-hybrid joining was used in the Rectorans Project to bond metal inserts to thermoplastic composite demo samples for the rail and truck sectors.
The truck demo sample, designed by MBT, was a cab rear suspension unit. In this case a U-shape steel bracket was welded by LAMP to the demo sample (see figure 3) made of RTM composite (Elium resin and glass fibre).
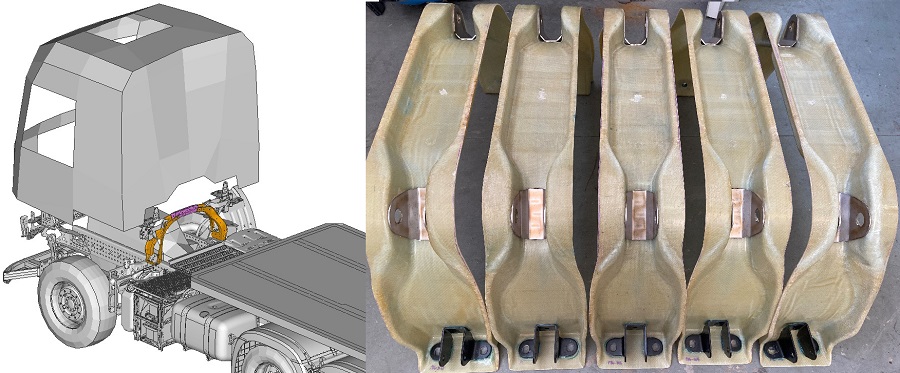
Figure 3: Truck demo sample from MBT. Left) Cab rear suspension unit. Right) RTM composite demo sample after laser joining
The rail demo sample, designed by Stadler Valencia, consisted of a door panel. This demo sample was made of pultrusion composite (Elium resin and glass fibre roving). The panel included the emergency break device and intercom (see figure 4).
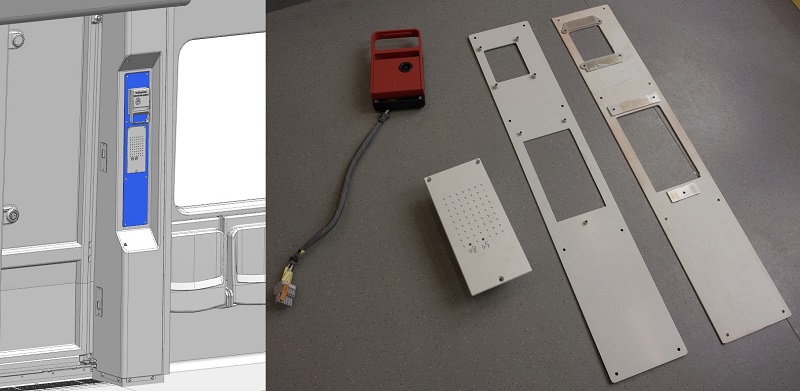
Figure 4: Rail demo sample from STAV. Left) Door panel design. Above) Pultrusion panels with joined metal brackets
For this demo sample, the metal component consisted of four steel inserts with threaded holes where the break and intercom were connected.
For both demo samples, surface structuring of the metal surface was first performed with a nanosecond pulsed laser (see figure 5). The effect of different variables in the laser structuring process (separation, orientation and penetration depth of the generated texture) was analysed.

Figure 5: Metal bracket (AISI304) with laser structured surface in the joining area
The temperature at the metal-composite interface during joining was optimised in the project. It was found that the mechanical properties of these hybrid joints were strongly dependent on and affected by texturisation and interface temperature.
A novel approach to laser irradiation was used in this project based on surface temperature instead of laser power. The temperature of a metal surface was set to a fixed reading. The temperature signal was measured in real time by a two-colour pyrometer, and the controller regulated laser power in a closed-loop to ensure a constant temperature in the irradiated area.
To weld the metal brackets to the composite, a laser beam was used to heat the surface of the metal bracket (steel) by thermal conduction until the melting temperature of the polymer in the metal-composite interface was reached (see figure 6). To provide sufficient contact pressure between parts, a specific clamping system was designed for each demo sample.
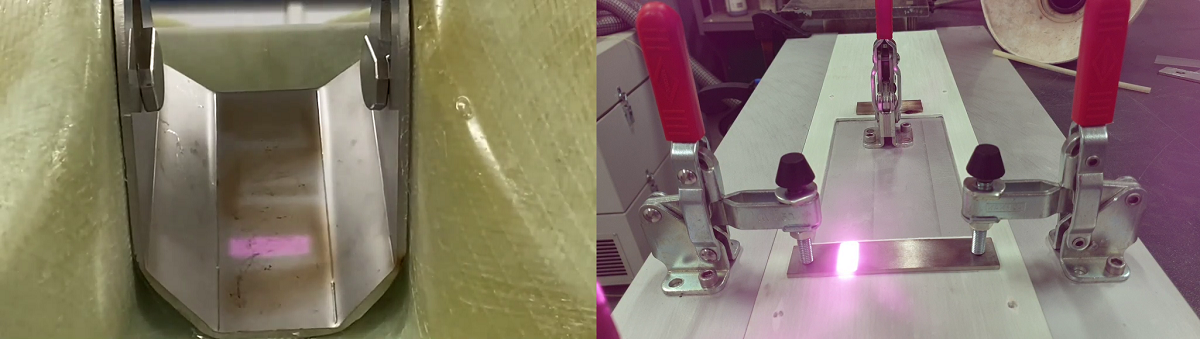
Figure 6: Laser joining process. Truck (left) and rail (right) demo samples
The final validation test led to the following conclusions. Lap shear strength results were in the range of 16 to 21MPa depending on processing conditions and materials (RTM – pultrusion). These results were in the range of specific structural adhesives. In addition, analysis of fracture after lap shear tests demonstrated the importance of laser structuring of the metal surface before laser joining for good mechanical results based on a cohesive failure mechanism.
Rectorans is a four-year research project that has received funding from the European Union’s Horizon 2020 Research and Innovation Programme under Grant Agreement No. 768737. The partnership, composed of 13 organisations from seven European countries, includes leading scientists from four institutions (Aimplas, CTAG, ITÜ and FHG-ICT), market leaders from four relevant industries (Stadler Valencia, Gestamp, MBT and Arkema) and five highly innovative SMEs (Inea, Tecnolclad, Synthesites, Far-UK and Polymec). The consortium as a whole brings together a wealth of expertise and resources within the areas of the transport industry (rail, truck and automotive) aimed at producing multi-material composites through the integration of unconventional technologies (microwave and laser systems) in the composites production line (RTM and pultrusion).
Bernabé Cárcel is CEO of Tecnoclad Laser Solutions
Samuel López is an engineer at Tecnoclad Laser Solutions
Rocío Ruiz is a sustainable mobility researcher at The Aimplas Plastic Technology Centre
(*) Results obtained from LCA (Life Cycle Assessment) and LCC (Life Cycle Cost) analysis. The standards of LCA are ISO 14040 ‘Environmental management – Life cycle assessment – Principles and framework’ and ISO 14044 ‘Environmental management – Life cycle assessment – Requirements and guidelines' whereas for the LCC the EU directives 2014/24/EU and 2014/25/EU and ISO standard (15686) are applied.
Еще больше новостей |