
ГАЗОВАЯ ВАКУУМНАЯ ЦЕМЕНТАЦИЯ С ЗАКАЛКОЙ ГАЗОМ ПОД ДАВЛЕНИЕМ ОБЕСПЕЧИВАЕТ ЗУБЧАТЫМ КОЛЕСАМ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ ВЫСОКИЕ ПОКАЗАТЕЛИ ТВЕРДОСТИ ПОВЕРХНОСТИ, КОНТАКТНОЙ И ИЗГИБНОЙ ВЫНОСЛИВОСТИ ЗУБЬЕВ.
Зубчатые передачи относятся к деталям приводной техники, подвергаемым значительным циклическим нагрузкам. В условиях высоких окружных скоростей и передаваемых мощностей зубчатые передачи должны обладать соответствующими прочностными свойствами. Объективным критерием оценки прочности является изгибная и контактная выносливость зубьев.
Для обеспечения высоких эксплуатационных свойств зубчатые колеса подвергают химико-термической обработке (ХТО). Химико-термическая обработка представляет собой совокупность процессов теплового и химического воздействий, направленных на изменение химического состава и структуры поверхностного слоя зубчатых колес. Она характеризуется введением в поверхностный слой металла благодаря химической реакции различных элементов из внешней среды: углерода, азота, кислорода, кремния и др. При этом на поверхности зубчатых колес образуется твердый диффузионный слой, который по мере углубления характеризуется падением концентрации диффундирующих элементов и микротвердости. Для эффективного упрочнения поверхности зубчатых колес часто применяют цементацию и нитроцементацию, реже азотирование [1].
Контактная выносливость зубьев характеризуется сопротивлением типовым отказам рабочих поверхностей зубьев — питингу (выкрашиванию поверхностей зубьев в виде ямок) и микротрещинам, а также износу под действием контактных напряжений. При этом большое значение имеет равномерный износ по всей поверхности зуба, который достигается за счет модификаций по профилю и длине зуба. Так называемое «пятно контакта» — площадь контакта на поверхности зубьев при зацеплении должно занимать максимальную площадь, но не выходить на кромки зубьев даже при максимальных нагрузках.
Повышению сопротивления поверхностей зубьев износу под действием контактных напряжений способствует также наличие в поверхностных слоях зубьев остаточных внутренних напряжений сжатия глубиной до 0,02 мм.
Область применения различных материалов и химико-термических процессов при изготовлении зубчатых колес, а также достигаемая контактная выносливость зубьев в соответствии со стандартом ISO 6336 приведены на рис. 1.
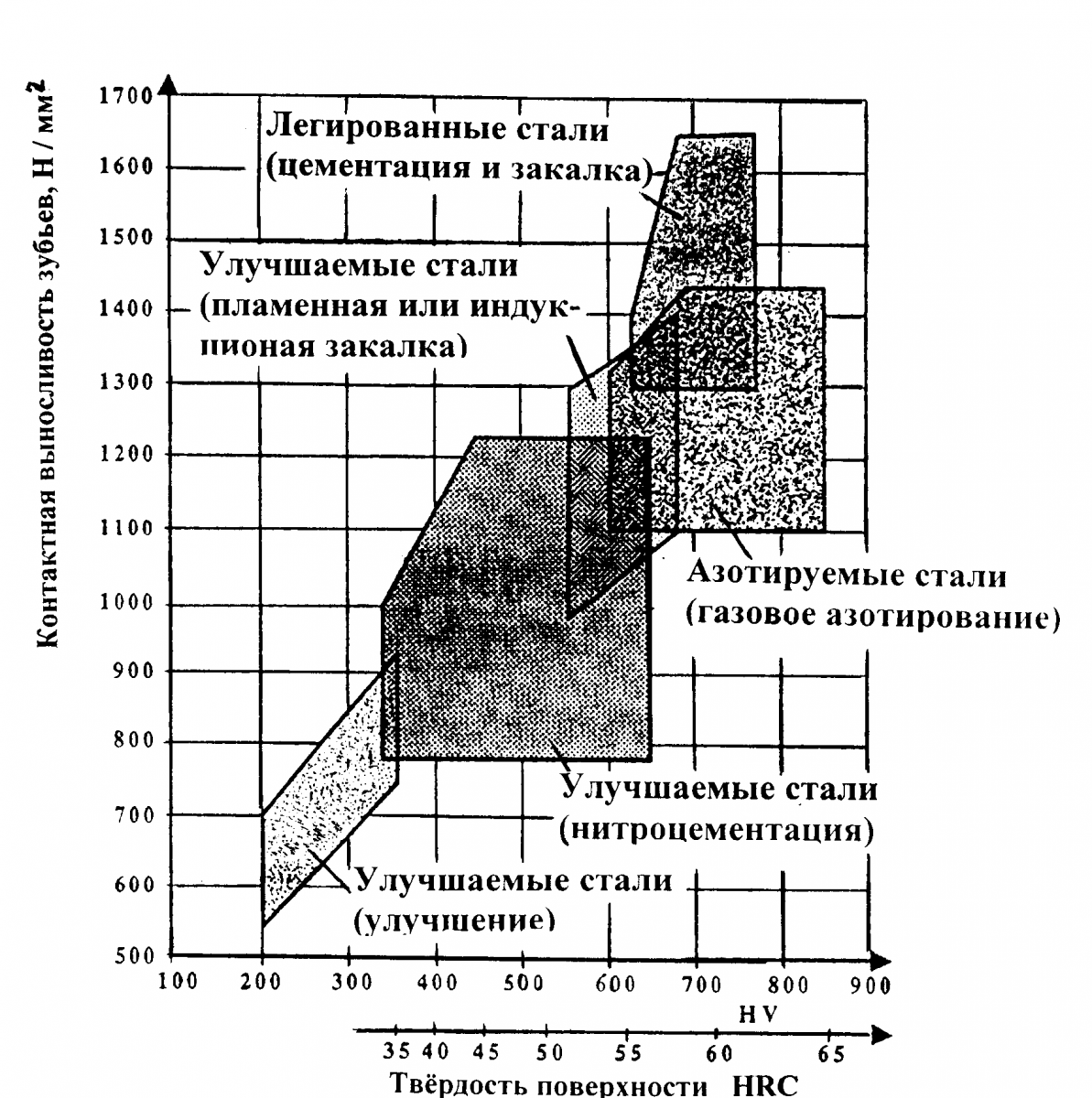
Рис. 1. Контактная выносливость и твердость поверхности зубьев колес при различных методах ХТО
При этом указаны не конкретные марки, а широкий спектр сталей, входящих в группу, например, легированных, улучшаемых, азотируемых и других. Каждая группа охватывает большое число марок сталей, которые по составу и свойствам значительно отличаются друг от друга. Безусловно, при определении марки стали и химико-термической обработки должны быть учтены конструктивные особенности зацепления зубчатых передач и условия их эксплуатации.
Следует отметить, что для зубчатых колес, работающих при высоких нагрузках и окружных скоростях и имеющих значительные контактные напряжения, наиболее часто применяют легированные стали после цементации (нитроцментации) и закалки, характеризующиеся пределом контактной выносливости боковых поверхностей 1300 –1650 Н/мм2 [1, 2].
Наряду с высокой контактной прочностью зубчатые колеса из легированных сталей после цементации (нитроцементации) и закалки имеют также высокие показатели по изгибной выносливости в пределах 320–540 Н/мм2 (рис. 2).
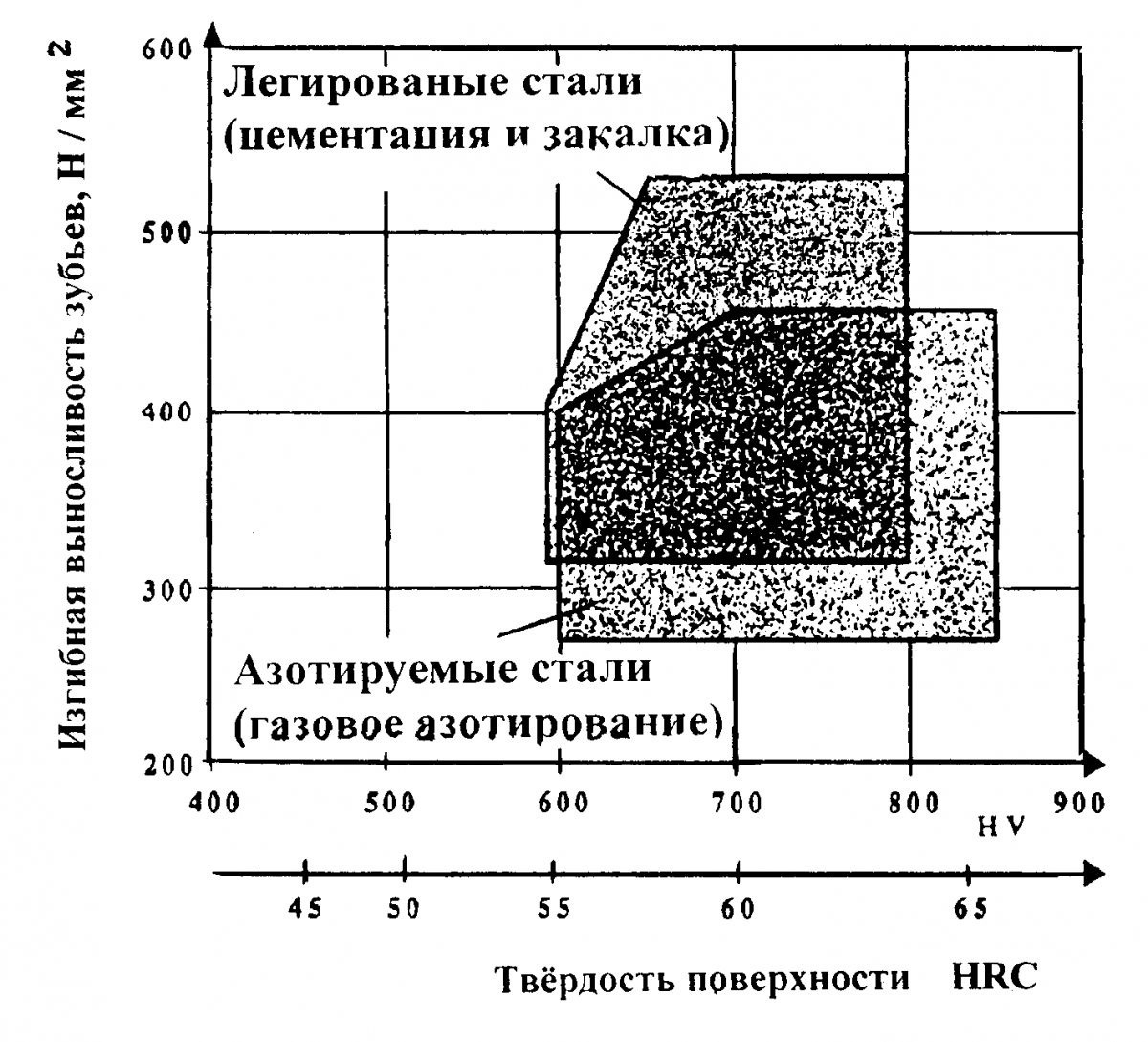
Рис. 2. Изгибная выносливость и твердость поверхности зубьев колес при различных методах ХТО
Изгибная выносливость зубьев характеризуется сопротивлением зубчатого зацепления усталостным поломкам, возникающим в основании зуба. Сила Fn, которая достигает максимального значения при зацеплении в области делительной линии зуба и действует перпендикулярно его поверхности, а также плечо изгиба hf определяют напряжения в основании зуба (рис. 3). При этом решающее значение для достижения высокой прочности на изгиб под действием силы Fn имеет максимально возможный радиус закругления rf в основании зуба и толщина ножки зуба по хорде Sf.
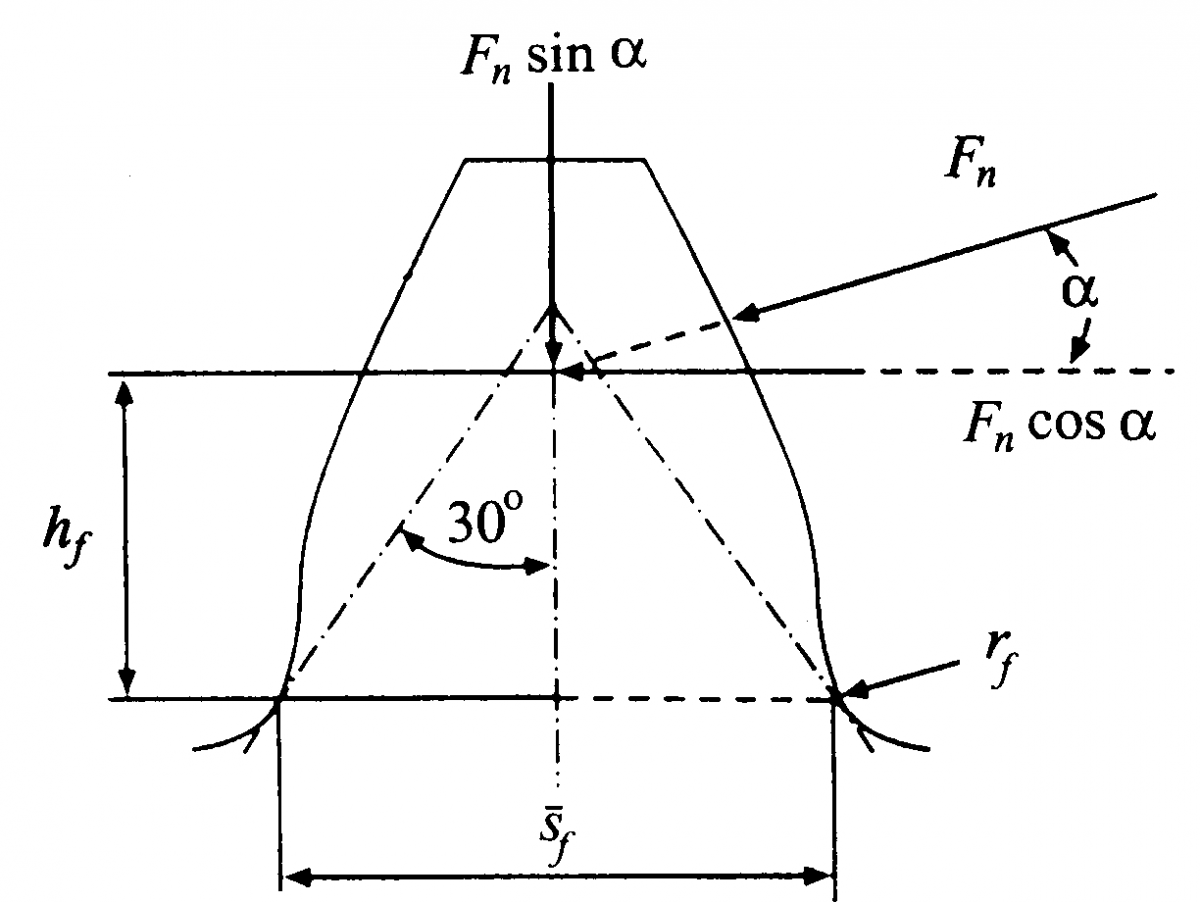
Рис. 3. Схема определения изгибной выносливости в основании зуба
Большое влияние на изгибную выносливость зубьев оказывает также технологический процесс изготовления зубчатых колес. Плавное сопряжение боковых поверхностей зубьев с их основанием при максимальном радиусе закругления rf, который получают, например, при одновременном шлифовании боковых поверхностей и дна впадины зубьев позволяет существенно повысить прочность зубьев, на изгиб.
Как правило, зубчатые колеса после цементации имеют более высокие показатели по изгибной выносливости по сравнению с зубчатыми колесами после азотирования, при этом шлифование боковых поверхностей зубьев и дна впадины позволяет повысить изгибную выносливость как цементованных, так и азотированных зубчатых колес.
Проведенные исследования позволили установить основные преимущества процессов цементации и нитроцементации по сравнению с азотированием:
1. Широкий диапазон регулирования толщины упрочненного слоя.
2. Возможность проведения ХТО зубчатых колес из экономно легированных сталей (низко- и среднелегированных).
3. Высокая производительность ХТО зубчатых колес с возможностью проведения закалки после подстуживания или непосредственно с температуры диффузионного насыщения.
4. Высокие показатели изгибной и контактной выносливости зубьев.
Зубчатые колеса из низко- и среднелегированных сталей после цементации и закалки получают твердость поверхности HRC 55…63 при концентрации углерода 0,8…1,1%, а сердцевина сохраняет вязкую структуру c твердостью HRC 33…45, устойчивую к ударным нагрузкам. Для колес, работающих при высоких контактных нагрузках, концентрацию углерода в поверхностных слоях зубьев увеличивают до 1,1…1,4% без повышения твердости. Толщина цементованного слоя 1 (расстояние 2 от боковой поверхности зуба до слоев металла с твердостью HRC ≤ 51) зависит главным образом от модуля зубчатого колеса и в среднем составляет 0,2 mn (0,1…2,0 мм и более) (рис. 4). При необходимости, например, в целях повышения прочностных свойств зубчатых колес или увеличения припуска на чистовую обработку после ХТО, толщина цементованного слоя может быть увеличена.
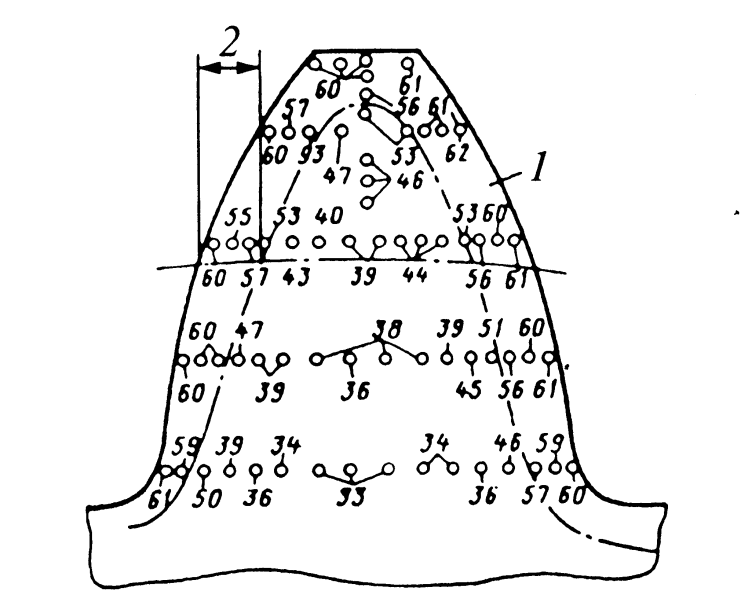
Рис. 4. Твердость зуба по HRC в поперечном сечении после цементации и закалки
Для получения необходимых прочностных свойств у стальных зубчатых колес цилиндрических и конических передач преимущественно применяют методы газовой цементации (нитроцементации) в контролируемых эндотермических атмосферах с последующей закалкой в масло [3]. При этом процесс ХТО выполняют в автоматизированных проходных и камерных агрегатах, обладающих высокой производительностью и обеспечивающих полный цикл обработки от нагрева до закалки. Однако практика показала, что применение такой технологии имеет ряд существенных недостатков:
— большой расход атмосферы процесса и высокие затраты на ее изготовление;
— постоянный выброс СО2 и СО в окружающую среду из-за неполного сгорания атмосферы после завершения процесса.
— окисление рабочих поверхностей зубьев колес, которое снижает твердость поверхности зубьев и их контактную прочность;
— большие энергетические расходы и трудоемкость обслуживания оборудования.
Наряду с необходимым упрочнением цилиндрические и конические зубчатые колеса при ХТО получают значительную объемную деформацию, точность зубьев снижается на 1–2 степени соответственно по ГОСТ 1643–81 и ГОСТ 1758–81. Деформируются также базовые и другие ответственные поверхности заготовок зубчатых колес: отверстия, цилиндрические поверхности валов, торцы, боковые поверхности зубьев и шлиц [2, 3].
Известно, что на деформацию зубчатых колес при ХТО оказывает влияние большое число факторов, среди которых: конструкция заготовки, свойства применяемой стали, методы получения поковок, предварительная термическая обработка, условия выполнения механической обработки и др. Решающее влияние на деформацию оказывает неодинаковая интенсивность охлаждения различных поверхностей заготовок при закалке [1, 2, 4].
При закалке в масло нагретая в процессе цементации заготовка находится в трех различных зонах: конвекции, пузырькового и пленочного кипения. Это вызывает большие перепады температуры у заготовок типа вала по длине, а также внутри заготовки и на ее поверхности. Различная интенсивность охлаждения отдельных частей и поверхностей заготовки при закалке в масло является причиной возникновения значительных деформаций [5].
В связи с этим в последнее время все более широкое применение получает газовая вакуумная цементация. При этом наилучшие результаты были достигнуты при применении вакуумной цементации в комбинации с последующей закалкой газом (гелий, азот) под высоким давлением.
Большим преимуществом газового науглероживания при низком давлении является возможность значительного повышения производительности процесса цементации и сокращения затрат энергии и цикла изготовления зубчатых колес.
Приведенная в таблице 1 ХТО цилиндрического косозубого зубчатого колеса коробки передач (mn = 4,0 мм, z = 37, β = 23°) с достижением толщины цементационного слоя 0,8 мм (0,35% С) показало, что метод вакуумной цементации с последующей закалкой производительней газовой на ≈18%.
| Этапы процесса | Вакуумная установка | Газовая установка |
|---|---|---|
| Загрузка | 15 мин | 5 мин |
| Нагрев до 980°С | 90 мин | 90 мин |
| Цементация и диффузия | 120 мин | 180 мин |
| Уменьшение температуры | 45 мин | 60 мин |
| Закалка | 20 мин | 20 мин |
| Выгрузка | 5 мин | 5 мин |
| Общее время | 295 мин | 360 мин |
В целях снижения деформации криволинейных зубьев ведущей гипоидной шестерни было принято решение производить химико-термическую обработку, используя комбинацию процессов вакуумной цементации и закалки газом под давлением [6]. Ведущая гипоидная шестерня типа вала из низкоуглеродистой стали 25ХГТ имела следующие параметры: число зубьев z = 11, внешний окружной модуль mte = 7,37 мм, внешняя высота зуба he = 16 мм, средний угол наклона на поверхности впадин β = 45° 23', гипоидное смещение а = 36 мм, нормальный угол давления: на рабочей стороне (вогнутой) зуба αр = 20° 15'; на обратной стороне (выпуклой) зуба αо = 24° 45' (рис. 5).
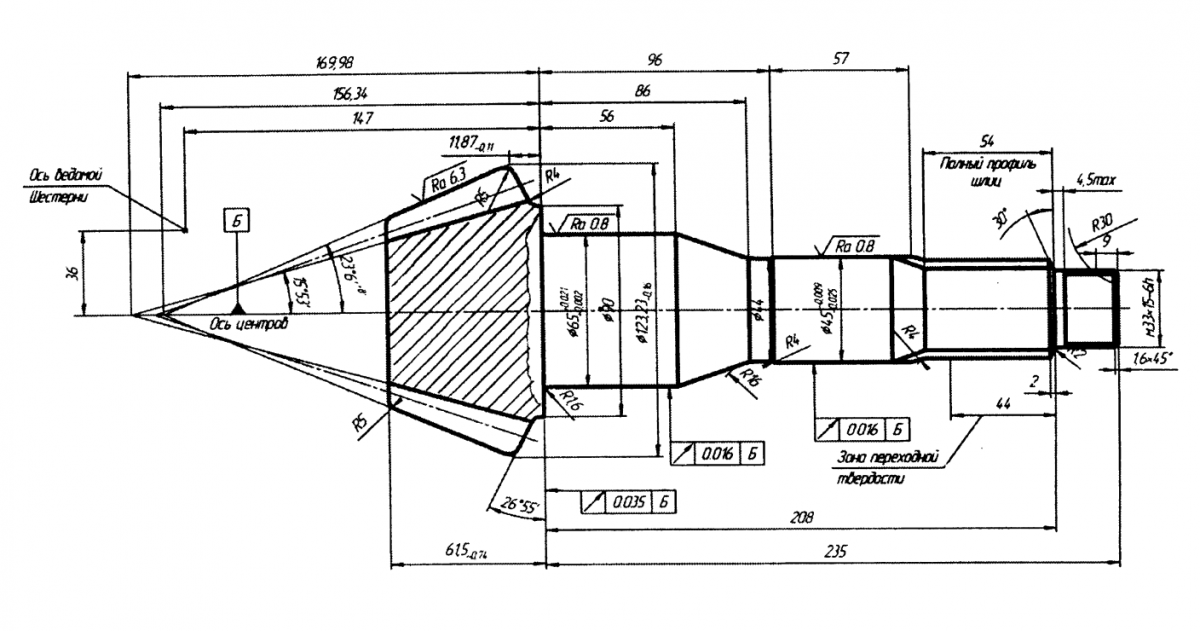
Рис. 5. Ведущая гипоидная шестерня-вал
Вакуумный процесс науглероживания начинался с создания вакуума в печи нагрева заготовки до высокой температуры 980°С (возможно до 1050°С) в атмосфере без кислорода, в среде азота, что препятствовало образованию вредного окисления (рис. 6).
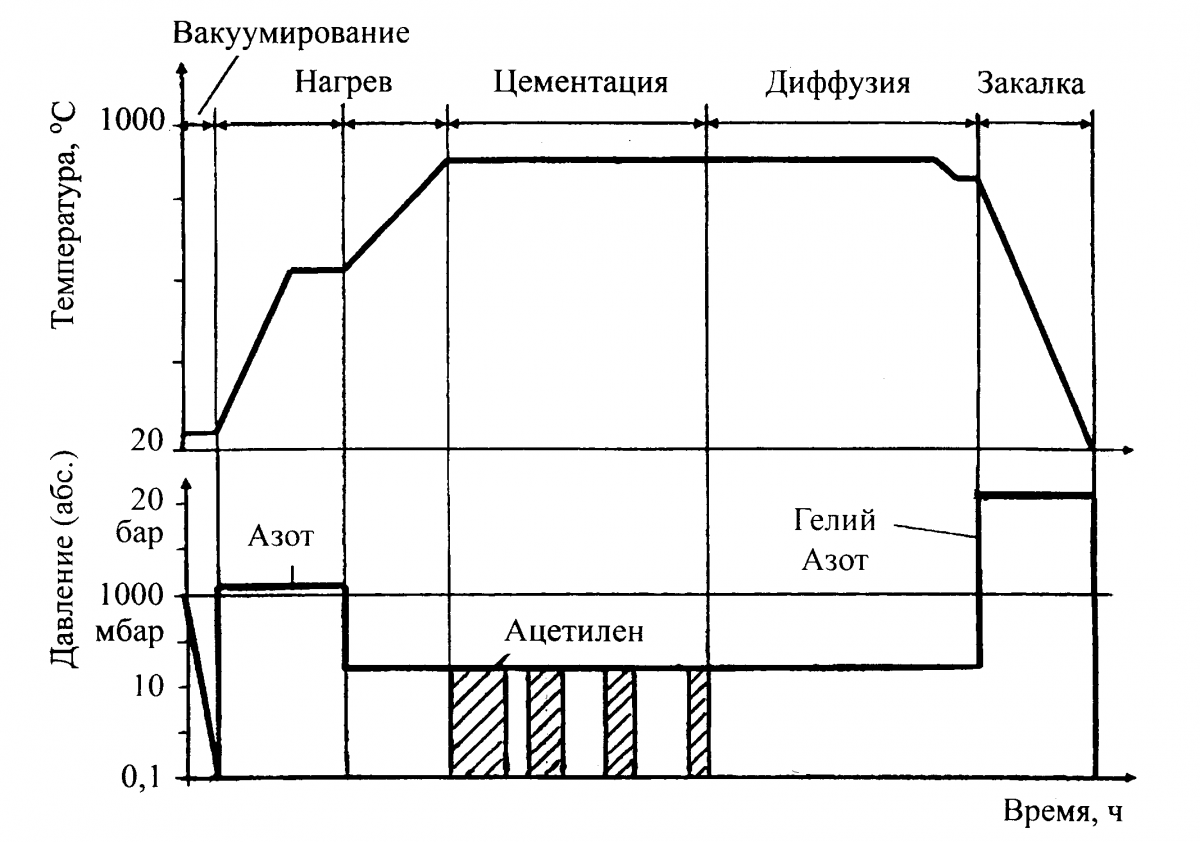
Рис. 6. Схема вакуумной цементации и закалки газом под давлением
Вакуумную цементацию производили при низком давлении в среде ацетилена (содержание углерода С ≈ 92%), который при высокой температуре обладает значительной скоростью диссоциации. Высокая скорость передачи углерода поверхности заготовки ведущей гипоидной шестерни позволила значительно снизить время по сравнению с атмосферным науглероживанием и повысить производительность процесса цементации. Чтобы избежать образования карбидов в области головки зуба, вакуумную цементацию проводили импульсами путем чередования коротких фаз насыщения углеродом и продолжительных фаз диффузии углерода в поверхностный слой заготовки [6, 7].
Непосредственно после цементации гипоидные шестерни поступали в закалочную камеру, обеспечивающую высокое давление (до 2 МПа) охлаждающего газа (гелия) с возможностью регулирования скорости подачи (до 25 м/с) и реверсирования потока газа. Решающим преимуществом закалки газом под давлением по сравнению с охлаждением в масло является снижение погрешностей зубчатых колес, возникающих при фазовом переходе. Теплообмен осуществляется гомогенно, поэтому возникают условия для минимизации погрешности размеров и формы зубьев, а также базовых и вспомогательных поверхностей.
В существующих производствах у гипоидных шестерен типа вала с криволинейными зубьями после цементации (нитроцементации) и закалки в масло зачищают центровые отверстия от следов сажи и пригара, контролируют радиальное биение базовых шеек и правят при установке в центрах.
Так как при ХТО возникают большие деформации вала, характеризуемые радиальным биением шейки (рис. 7), при правке могут образовываться микротрещины и глубокие риски, которые являются причиной возникновения бракованных заготовок.
Исследования показали, что при охлаждении газом (гелием) под давлением максимальные значения радиального биения шеек и их разброс (кривая 1) значительно снижаются по сравнению с закалкой в масло (кривая 2). Это позволяет избежать операций зачистки центров и правки. Очень важно, что при снижении деформации вала уменьшается колебание припуска под последующую чистовую обработку зубьев.
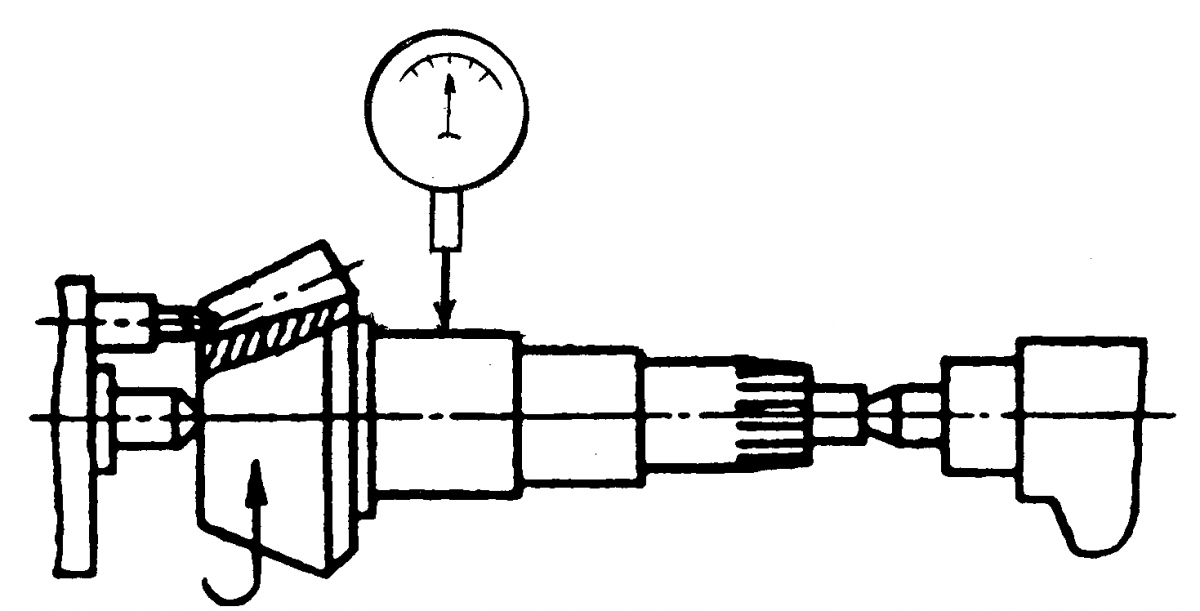
Рис. 7. Схема контроля радиального биения шеек у шестерни-вала
Проведенные измерения показателя нормы кинематической точности радиального биения зубчатого венца Fr, наибольшей разности расстояний от рабочей оси зубчатого колеса до элемента нормального исходного контура показали, что точность зубчатого венца после газовой вакуумной цементации и закалки газом под давлением приблизительно на одну степень по ГОСТ 1758–81 выше по сравнению с цементацией в эндотермических атмосферах и закалкой в масло. При этом показатель нормы плавности работы — отклонение шага fpt = ± (15–33) мкм также был в пределах 8‑й степени точности по ГОСТ 1758–81.
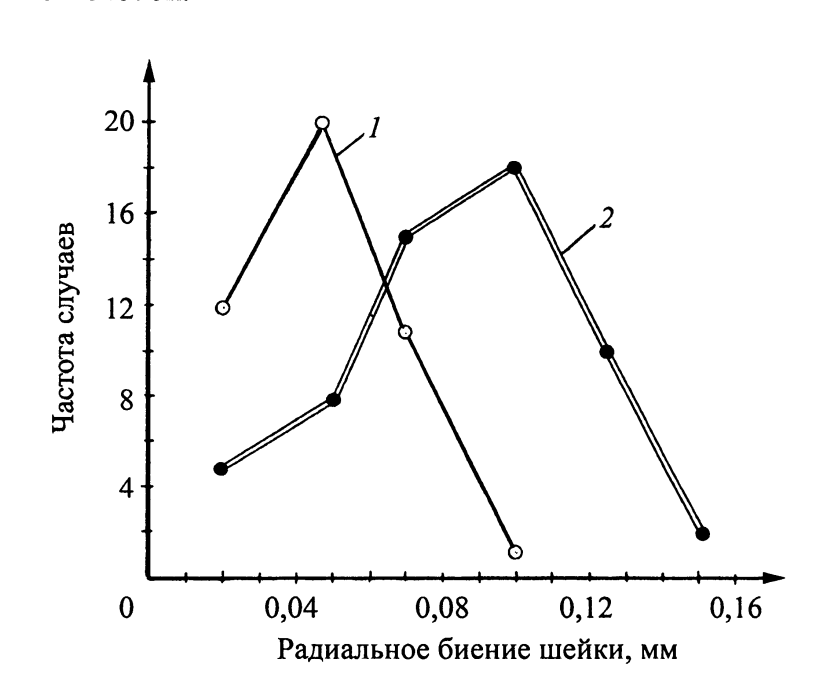
Рис. 8. Радиальное биение шеек гипоидных шестерен после ХТО
Величина максимального припуска в значительной степени зависит от погрешностей зубьев, полученных на предшествующей операции [2, 4]. Так как газовая вакуумная цементация с последующей непосредственной закалкой газом под высоким давлением позволила снизить погрешности норм кинематической точности, плавности работы, контакта зубьев и бокового зазора в среднем на 20–25% по сравнению атмосферной цементацией и закалкой в масло,то величина припуска на сторону зуба снизилась на 10–15%. Это позволило увеличить производительность чистовой обработки зубошлифованием и снизить влияние «технологической наследственности» на точность изготовления (рис. 9). Режимы резания при шлифовании зубьев высокопористыми кругами марки 2516 СМ112 К5: число рабочих ходов 4; скорость резания V = 33 м/c; время обработки одного зуба t = 30 с.
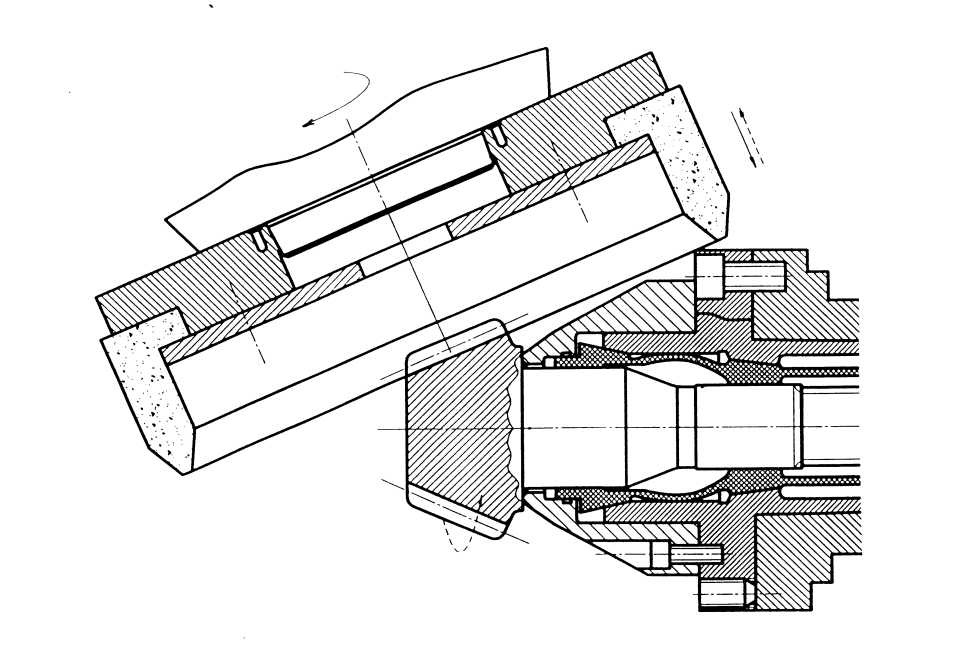
Рис. 9. Схема шлифования зубьев гипоидной шестерни-вала
В массовом, крупно- и реже среднесерийном производстве, как правило, применяют поточную организацию предварительной и окончательной механической обработки, которая характеризуется расположением производственного оборудования в последовательности выполнения операций технологического процесса. Движение заготовки от операции к операции производят с определенным тактом. Для выполнения ХТО поточное производство прерывают, заготовки укладывают в специальную тару и транспортируют в термический цех с использованием промежуточных складов. Даже на предприятиях с высокой организацией технологического процесса операцию ХТО выполняют за несколько рабочих дней.
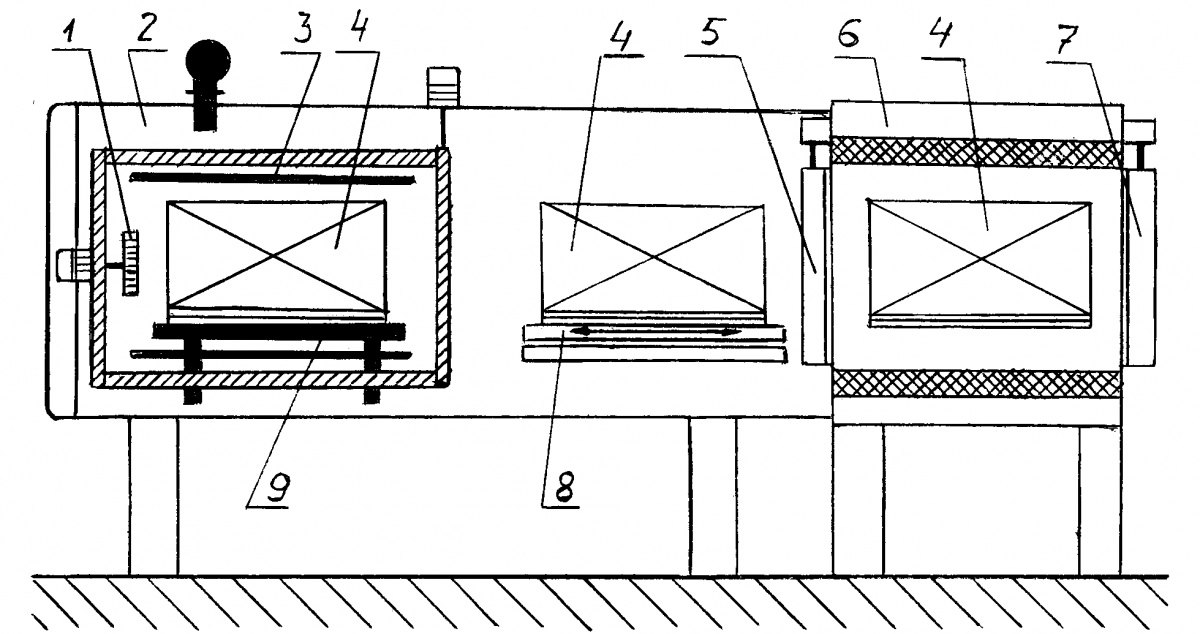
Рис. 10. Схема установки для вакуумной цементации и закалки газом под давлением
Разработанные компанией ALD Vacuum Technologies установки для газовой вакуумной цементации с последующей закалкой газом под давлением можно с успехомвстроить в поточную линию, не прерывая предварительную и окончательную механическую обработку (рис. 10). Камера 2 предназначена для вакуумного науглероживания заготовок. С помощью электронагрева 3 и вентилятора 1 обеспечивается постоянный и равномерный нагрев камеры. Поддоны 4 с заготовками устанавливаются на стол 9. Для охлаждения газом под высоким давлением служит закалочная камера 6. Благодаря теплоизоляции по всему контуру внешняя оболочка камеры остается «холодной» (температура 20–25°C), что не вызывает трудностей при установке ее на участке механической обработки. Перемещение поддонов с заготовками из камеры в камеру производится транспортным модулем 8. Загрузка поддонов в установку осуществляется с помощью герметичных дверей 5 и 7.
Конструкция установки ALD Dual Therm (пропускная способность 100–200 кг/час) позволяет интегрировать ее в поточную механообрабатывающую линию для ХТО заготовок зубчатых колес с массой 2–5 кг, значительно снизить цикл обработки и избежать затрат на транспортирование и хранение заготовок на складе (рис. 11).

Рис. 11. Установка для вакуумной цементации и закалки газом под давлением
Большое значение для равномерности процесса охлаждения заготовок зубчатых колес имеет циркуляция потока газа в закалочной камере. Внутренняя система потока газа равномерно проходит через поддон (1) с заготовками (рис. 12). Камера может быть оснащена устройством для реверсирования потоков, которое позволяет периодически изменять направления газа для охлаждения заготовок сверху вниз (2) или снизу вверх.
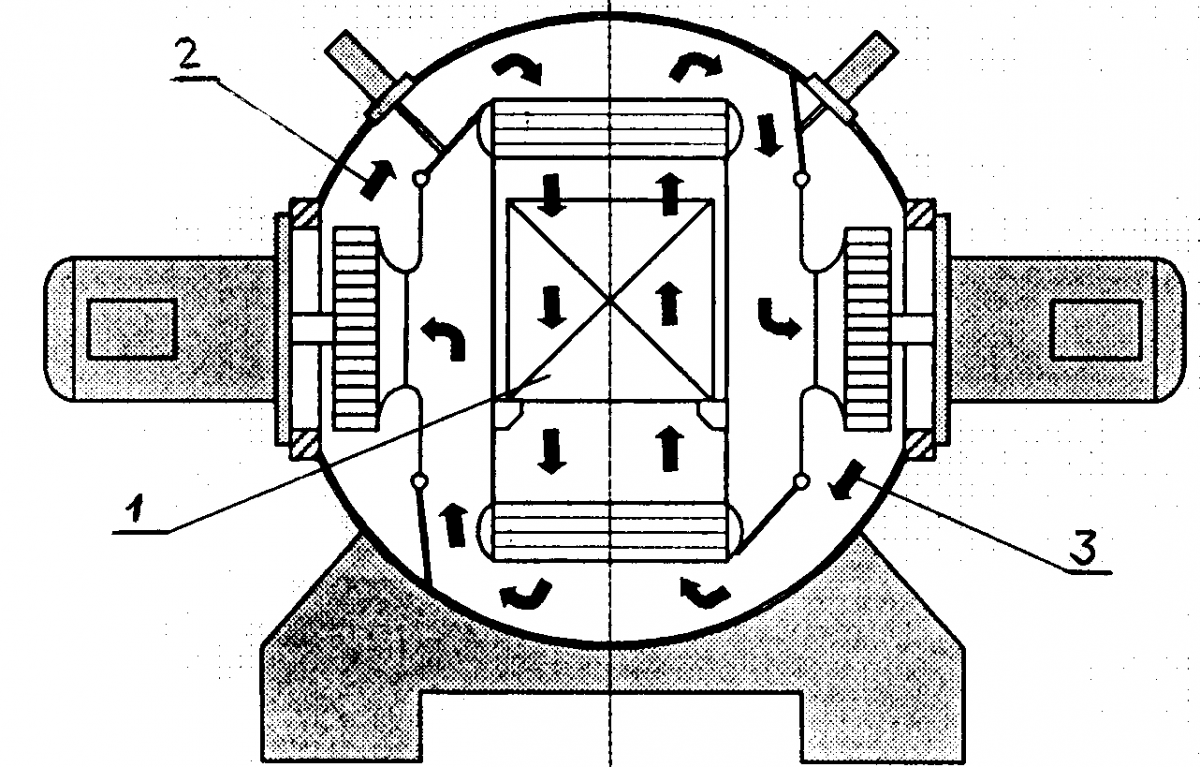
Рис. 12. Схема потоков охлаждающего газа в закалочной камере
Высокая гибкость процесса вакуумной цементации и закалки газом под давлением позволяет производить ХТО заготовок зубчатых колес различной конструкции с маленькой, средней или большой толщиной цементационного слоя. Для зубчатых колес, работающих при значительных изгибных нагрузках, необходима высокая твердость сердцевины HRC ≥ 35 в основании зуба, поэтому закалка таких колес производится с интенсивным охлаждением при реверсировании потоков газа, а также высоких значениях давления и скорости его подачи [6, 7].
Заключение
Газовая вакуумная цементация в комбинации с закалкой газом под высоким давлением представляет собой современную химико-термическую технологию. Она обеспечивает зубчатым колесам из легированных сталей высокие показатели твердости поверхности HRC 58–63, контактной (300–1650 Н/мм2) и изгибной (320–540 Н/мм2) выносливости зубьев. Проведенные исследования при изготовлении гипоидных конических шестерен показали следующие основные преимущества этой технологии:
1. Снижение деформаций зубьев гипоидной шестерни, что позволяет на 10–15% снизить величину припусков на зубьях, повысить производительность зубошлифования после ХТО и уменьшить влияние «технологической наследственности» на точность изготовления шестерни.
2. Уменьшение деформации вала и отсутствие загрязнений (следы сажи и пригара) после ХТО, характерных для цементации в атмосферных печах и закалки в масло, позволяет исключить из технологического процесса операции правки и мойки заготовок.
3. Производительность установок газовой вакуумной цементации и закалки газом под высоким давлением и низкий такт выпуска одной заготовки позволяет встраивать их в поточные линии механической обработки.
Литература
1. Зинченко В. М. Инженерия поверхности зубчатых колес методами химико-термической обработки. М.: Изд-во МГТУ им. Н. Э. Баумана, 2001. 302 с.
2. Козловский И. С. Химико-термическая обработка шестерен. М.: Машиностроение, 1970. 232 с.
3. Bausch Tomas. Innovative Zahnradfertidung. Expert verlag GmbH, D‑71262, Reningen, Germany, 2006, 778 s.
4. Калашников А. С., Моргунов Ю. А., Калашников П. А. Современные методы обработки зубчатых колес. М.: Издательский дом «Спектр», 2012. 238 с.
5. Саушкин Б. П., Шандров Б. В., Моргунов Ю. А. Перспективы развития и применения физико-химических методов и технологий в производстве двигателей. «Известия МГМУ «МАМИ». 2012. № 2 (14).Т. 2. С. 242–248.
6. Loser K. Innovative Warmebehandlungsprozesse und-anlagen in der Getriebeproduktion. Доклад на конгрессе «GETRO», Германия, Вюрцбург. Март 2007. 15 с.
7. Калашников А. С., Моргунов Ю. А., Калашников П. А. Химико-термическая обработка зубчатых колес с использованием газовой вакуумной цементации. Справочник. Инженерный журнал. 2013. № 10. С. 12–16.
Источник журнал "РИТМ машиностроения" № 3-2019






