
Перед нами стояла задача удовлетворить потребности рынка в новом фрезерном сплаве для обработки титана 6Al4V на повышенных скоростях.
Одновременно сплав должен обеспечивать возможность работы с высокими значениями подачи и глубины резания, вызывающими значительные усилия,
воздействующие на заготовку, приспособление и шпиндель станка.
Разработанный в ответ на эти требования сплав KCSM40 имеет усовершенствованную кобальтовую связку, обеспечивающую исключительную
термостойкость без потери прочности, наблюдавшуюся у ранее используемых сплавов KC725M и X500. Обновленную основу дополняет запатентованное
Kennametal покрытие AlTiN/TiN, повышающее износостойкость режущей кромки. Твердость нового сплава соответствует данному показателю наших популярных фрезерных сплавов KC725M и X500, а сопротивляемость образованию термотрещин и износостойкость увеличены, что позволит нашим заказчикам использовать этот сплав на более высоких скоростях», — говорит Скотт Этлинг, директор по глобальным продажам фрез со сменными пластинами Kennametal.
Расчетная скорость резания для KCSM40 при обработке Ti6Al4V составляла 53 м/мин, при которой достигалась производительность съема металла более 327 см3/мин в течение 60 минут. При уменьшенной ширине фрезерования скорость резания титана сплавом KCSM40 достигала 85 м/мин. Этлинг поясняет, что радиальный контакт фрезы с заготовкой является одним из ключевых факторов для оптимизации скорости резания. «При увеличенном радиальном контакте пластина режет материал в течение более продолжительного времени, что является причиной повышенного теплообразования в зоне резания. Тепло не отводится с титановой стружкой, как при фрезеровании сталей, поэтому контроль температуры в зоне резания имеет критическое значение. Уменьшение
скорости резания при увеличении радиальной ширины фрезерования — это наиболее правильный метод обработки. При уменьшении радиального контакта
возможно достижение более высоких скоростей резания».
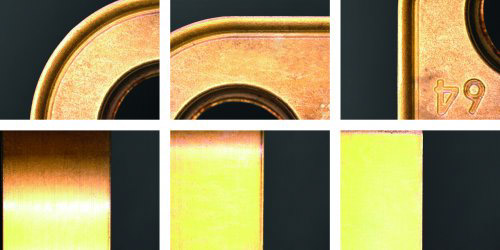
Сплав в хорошем состоянии даже по истечении более 100 минут обработки Ti6Al4V со скоростью резания 47 м/мин с подачей на зуб 0,12 мм/зуб. Ширина фрезерования составляла 25 мм, осевая глубина резания — 76 мм.
В ходе последнего внутреннего испытания платформы фрез с винтовым расположением зубьев HARVI Ultra был достигнут следующий результат: стойкость выше 100 минут при скорости резания 47 м/мин с подачей на зуб 0,12 мм/зуб. Ширина фрезерования составляла 25 мм, осевая глубина резания — 76 мм. Этлинг отмечает: «Состояние режущих кромок пластин из сплава KCSM40 все еще превосходное. И это не единственный впечатляющий результат. На
одной операции торцевого фрезерования пластины из закаленной стали количество проходов было сокращено с 234 до всего лишь 22. Я очень надеюсь, что сплав KCSM40 от компании Kennametal значительно повысит эффективность бизнеса наших клиентов».
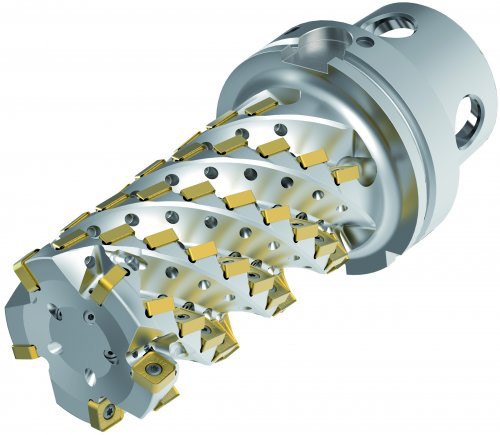
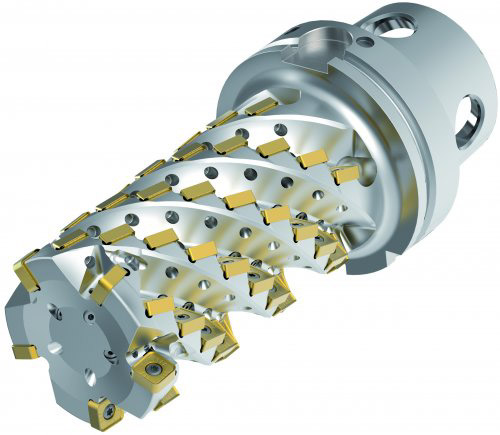
HARVI Ultra с соединением KM4X и пластиной с 8 режущими кромками из сплава KCSM40. Непревзойденная жесткость и
производительность.
Изначально разрабатываясь для обработки титана Ti6Al4V, сплав KCSM40 прекрасно подходит для фрезерования других жаропрочных сплавов. Он найдет
свое применение у клиентов, занятых в аэрокосмической отрасли (авиационные конструкции и компоненты двигателей), энергетическом сегменте (лопатки
турбин и детали, из дуплексных нержавеющих сталей), а также в транспортной промышленности (турбокомпрессоры). «Мы ежедневно получаем впечатляющие результаты испытаний нового сплава в широком диапазоне применения, позволяющие обеспечить внушительную экономию средств для наших заказчиков», — заключает Этлинг.
Еще больше новостей |

